You might also like
- Comprehensive Quality by Design for Pharmaceutical Product Development and ManufactureFrom EverandComprehensive Quality by Design for Pharmaceutical Product Development and ManufactureGintaras V. ReklaitisNo ratings yet
- Fuji Neusilin BrosurDocument24 pagesFuji Neusilin BrosurEcHie ChoiNo ratings yet
- Patented Technology in Soft Gelatin Capsule A ReviewDocument16 pagesPatented Technology in Soft Gelatin Capsule A ReviewFatimahAhmat100% (1)
- Unit Processes in Pharmacy: Pharmaceutical MonographsFrom EverandUnit Processes in Pharmacy: Pharmaceutical MonographsRating: 4.5 out of 5 stars4.5/5 (4)
- Tablets Quality ControlDocument18 pagesTablets Quality ControlThangabalan Than100% (2)
- FDA Draft Guidance on Dexamethasone; Tobramycin Ophthalmic Suspension StudiesDocument5 pagesFDA Draft Guidance on Dexamethasone; Tobramycin Ophthalmic Suspension Studiesjaiminrshah1990No ratings yet
- Quality and Functionality of Excipients-Art (Alumnos-S) PDFDocument14 pagesQuality and Functionality of Excipients-Art (Alumnos-S) PDFLaura PerezNo ratings yet
- HPMC Viscosity GradesDocument10 pagesHPMC Viscosity GradesKhoa Duy100% (1)
- Eudragit CoatingDocument14 pagesEudragit CoatingshrinivastNo ratings yet
- HPMC Pittcon 2008Document1 pageHPMC Pittcon 2008Sonet SahaNo ratings yet
- Effect of System Parameters On Controlled ReleaseDocument49 pagesEffect of System Parameters On Controlled ReleaseSindhur Sreedharan MNo ratings yet
- Book - Kollicoat PDFDocument229 pagesBook - Kollicoat PDFThiago PessoaNo ratings yet
- Powders: Hindu College of PharmacyDocument29 pagesPowders: Hindu College of Pharmacyraj100% (1)
- Development of A Stable Oral Pediatric Solution of Hydrochlorothiazide by The Combined Use of Cyclodextrins and Hydrophilic PolymersDocument9 pagesDevelopment of A Stable Oral Pediatric Solution of Hydrochlorothiazide by The Combined Use of Cyclodextrins and Hydrophilic PolymersAntony Joel Meza LoardoNo ratings yet
- Topical GelDocument4 pagesTopical GelBINDUNo ratings yet
- Design of Dosage FormsDocument17 pagesDesign of Dosage FormsMuhammad HilmiNo ratings yet
- Fuji Neusilin UFL2 - DEC05Document1 pageFuji Neusilin UFL2 - DEC05EcHie ChoiNo ratings yet
- Microemulsion Process For The Preparation of Sucrose Esters Osipow1967Document3 pagesMicroemulsion Process For The Preparation of Sucrose Esters Osipow1967Alfonso Dominguez GonzalezNo ratings yet
- Controlled Release Oral Drug Delivery Systems 9Document46 pagesControlled Release Oral Drug Delivery Systems 9Rahul Nair50% (2)
- Biopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)Document22 pagesBiopharmaceutical Considerations in Drug Product Design and in Vitro Introduction (Biopharm)vipinkv99No ratings yet
- Dispersi KasarklasiberDocument124 pagesDispersi KasarklasiberSari RamadhaniNo ratings yet
- B. Pharm / B. Pharm + MBA Practice Question Paper on Biopharmaceutics and PharmacokineticsDocument1 pageB. Pharm / B. Pharm + MBA Practice Question Paper on Biopharmaceutics and PharmacokineticsAyush SrinivasanNo ratings yet
- CDSCO Artwork GuidelinesDocument4 pagesCDSCO Artwork GuidelinesPrashun Shekhar Srivastava0% (1)
- Expt - I - IpqcDocument8 pagesExpt - I - IpqcaltinakhotNo ratings yet
- Dissolution MethodsDocument59 pagesDissolution MethodsShiraz KhanNo ratings yet
- Solid Dosage Forms - CapsulesDocument14 pagesSolid Dosage Forms - CapsulesHellcroZNo ratings yet
- Applications of Eutectic Mixtures in Pharmaceutical IndustryDocument3 pagesApplications of Eutectic Mixtures in Pharmaceutical IndustryKevin CruzNo ratings yet
- Dosage Form Development and CharacterizationDocument74 pagesDosage Form Development and CharacterizationMuhd Khairul AmriNo ratings yet
- Seminar On Application of Polymers in Dosage FormsDocument16 pagesSeminar On Application of Polymers in Dosage FormskeyurNo ratings yet
- CapsulesDocument44 pagesCapsulesPrinceNo ratings yet
- Biopharmaceutical Classification System and Formulation DevelopmentDocument18 pagesBiopharmaceutical Classification System and Formulation DevelopmentAshish Mittal100% (1)
- Soft Cap-2Document36 pagesSoft Cap-2DrSambathkumar RamanathanNo ratings yet
- Polymers 07 00777 PDFDocument27 pagesPolymers 07 00777 PDFalthea badayos100% (1)
- Lecture 2 - Disperse SystemsDocument94 pagesLecture 2 - Disperse Systemsapi-370729792% (12)
- Anti Age Properties of PhytoglycogenDocument2 pagesAnti Age Properties of PhytoglycogenSevres ParisNo ratings yet
- Analysis of The Tablet Coating ProcessDocument17 pagesAnalysis of The Tablet Coating Processشروق سعد الدينNo ratings yet
- Wurstertechnology ProcessvariablesinvolvedandScaleupscienceDocument11 pagesWurstertechnology ProcessvariablesinvolvedandScaleupsciencemadhuNo ratings yet
- Measuring Vacuum PressureDocument4 pagesMeasuring Vacuum PressureTabyy RoxxNo ratings yet
- BASF Pharma Ingredients Generic Drug ForDocument55 pagesBASF Pharma Ingredients Generic Drug Forsean_goh_8No ratings yet
- Simultaneous HPLC Analysis of Betamethasone and Clotrimazole in Cream Formulation PDFDocument4 pagesSimultaneous HPLC Analysis of Betamethasone and Clotrimazole in Cream Formulation PDFNájla KassabNo ratings yet
- Tablet Coating ExperimentDocument4 pagesTablet Coating ExperimentShivraj JadhavNo ratings yet
- Formulation and in Vitro Evaluation of Mucoadhesive Tablets of Ofloxacin Using Natural GumsDocument6 pagesFormulation and in Vitro Evaluation of Mucoadhesive Tablets of Ofloxacin Using Natural Gumsabdi100% (1)
- Powders & Granules TextDocument12 pagesPowders & Granules Textabdullah2020No ratings yet
- HPLC UspDocument2 pagesHPLC Uspchem6310No ratings yet
- Extended Release Drug Delivery ReviewDocument9 pagesExtended Release Drug Delivery ReviewTuyến Đặng ThịNo ratings yet
- CapsulesDocument50 pagesCapsulesneha_dand1591No ratings yet
- Sterotex NFDocument3 pagesSterotex NFBIONATURNo ratings yet
- Niper Model Paper 1Document40 pagesNiper Model Paper 1GANESH KUMAR JELLANo ratings yet
- Macrogols BPDocument4 pagesMacrogols BPASHOK KUMAR LENKANo ratings yet
- Physics of Tablet CompressionDocument60 pagesPhysics of Tablet CompressionSagar FirkeNo ratings yet
- Kapitel 6Document125 pagesKapitel 6Jai Murugesh100% (1)
- Dissolution - DisintegrationDocument10 pagesDissolution - DisintegrationKathryn Faith Malabag100% (1)
- 634581643032102500Document130 pages634581643032102500DrVenu Madhav KNo ratings yet
- A Review of On Preformulation Studies of DrugsDocument11 pagesA Review of On Preformulation Studies of DrugsPanji Wirawan0% (1)
- Topical Dermatologic Products - QBDDocument31 pagesTopical Dermatologic Products - QBDvg_vvgNo ratings yet
- Jefo 35th Celebrations - CIRAA PostersDocument13 pagesJefo 35th Celebrations - CIRAA PostersEmilie FontaineNo ratings yet
- Calibration of Dissolution Test ApparatusDocument1 pageCalibration of Dissolution Test ApparatusnutrimakeNo ratings yet
- 2.9.1. Disintegration of Tablets and CapsulesDocument3 pages2.9.1. Disintegration of Tablets and CapsulesPikiy PutriNo ratings yet
- Tablet Technology EditedDocument42 pagesTablet Technology EditedPramod Kc100% (1)
- DAYCENT Model Overview, Testing and Application To AgroecosystemsDocument28 pagesDAYCENT Model Overview, Testing and Application To AgroecosystemsJunoNo ratings yet
- Thesis Statement 1Document4 pagesThesis Statement 1Ieka SyafiqahNo ratings yet
- Demand, Supply, and Market Equilibrium: Mcgraw-Hill/IrwinDocument34 pagesDemand, Supply, and Market Equilibrium: Mcgraw-Hill/IrwinLillian KobusingyeNo ratings yet
- Alloy 5754 - Aimg3: Key FeaturesDocument1 pageAlloy 5754 - Aimg3: Key FeaturessatnamNo ratings yet
- Mode of AssignmentDocument95 pagesMode of AssignmentQasim AliNo ratings yet
- Cathodic Protection of Subsea Systems: Lessons LearnedDocument9 pagesCathodic Protection of Subsea Systems: Lessons LearnedNguyen Ninh Binh100% (1)
- Refrac 2Document20 pagesRefrac 2PawanNo ratings yet
- Grundfosliterature 743129Document7 pagesGrundfosliterature 743129Ted Andrew AbalosNo ratings yet
- Me, Myself, and My Dream CareerDocument12 pagesMe, Myself, and My Dream CareerJed CameronNo ratings yet
- Microwave TubesDocument36 pagesMicrowave TubesHINDUSTAN KNOW 1No ratings yet
- Libyan cuisine: Bazin, asida and moreDocument3 pagesLibyan cuisine: Bazin, asida and moreAndy Atehortua CiroNo ratings yet
- Pharm.D 2nd Year SyllabusDocument21 pagesPharm.D 2nd Year Syllabus12 E 36 Yatri PatelNo ratings yet
- Self Esteem and The Real Body ImageDocument12 pagesSelf Esteem and The Real Body ImageChy Alcarde50% (2)
- History of Herbal TritmentDocument10 pagesHistory of Herbal TritmentTorentSpyNo ratings yet
- Subsea Cable Floats: Rising To Your Undersea ChallengesDocument1 pageSubsea Cable Floats: Rising To Your Undersea ChallengesMAURICIO DE LOS SANTOS HERNANDEZNo ratings yet
- Adult Assessment: Head To Toe Assessment Is The Baseline and Ongoing Data That Is Needed OnDocument2 pagesAdult Assessment: Head To Toe Assessment Is The Baseline and Ongoing Data That Is Needed OnAldrin NavarroNo ratings yet
- Pro Boxberg en DownloadDocument6 pagesPro Boxberg en Downloadftzo3439No ratings yet
- Lifting Plan ProcedureDocument4 pagesLifting Plan ProcedureNath YauNo ratings yet
- Fire Safety in Public BuildingDocument48 pagesFire Safety in Public BuildingSamirsinh ParmarNo ratings yet
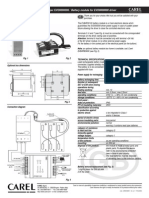
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- Hazard Identification 2. Risk AssessmentDocument5 pagesHazard Identification 2. Risk AssessmentNoreen Syakireen Binti NormanNo ratings yet
- HANDOUT - Cell Transport Review WorksheetDocument4 pagesHANDOUT - Cell Transport Review WorksheetDenis Martinez100% (1)
- Knime SeventechniquesdatadimreductionDocument266 pagesKnime SeventechniquesdatadimreductionramanadkNo ratings yet
- Mental Health Lesson on Identity, Grief, Anxiety, OCD, Schizophrenia, and Eating DisordersDocument2 pagesMental Health Lesson on Identity, Grief, Anxiety, OCD, Schizophrenia, and Eating DisordersKaya S75% (4)
- Rolling Stock Design CriteriaDocument17 pagesRolling Stock Design CriteriahamzaNo ratings yet
- Personal Development Course for Senior High StudentsDocument7 pagesPersonal Development Course for Senior High StudentsLucelle PalarisNo ratings yet
- MEM Micro-ProjectDocument16 pagesMEM Micro-ProjectGanesh GoreNo ratings yet
- Physical Properties of Groups 1, 17 and 18 ElementsDocument5 pagesPhysical Properties of Groups 1, 17 and 18 ElementslenovosubaNo ratings yet
- 2) Coa-Vitamin-Dsm-Lot # XW91707139-146 PDFDocument16 pages2) Coa-Vitamin-Dsm-Lot # XW91707139-146 PDFNaeem AnjumNo ratings yet
- Minaral and MetalDocument109 pagesMinaral and Metaldeva nesan100% (1)
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet