You might also like
- Model 50 Flat Pack Rev 3Document91 pagesModel 50 Flat Pack Rev 3Jimmy Anthony Cajahuanca QuiquiaNo ratings yet
- Manual de Detector de Metales PDFDocument33 pagesManual de Detector de Metales PDFRUBEN ACOSTANo ratings yet
- Manual Book MDEDocument15 pagesManual Book MDEAsep Enjem100% (2)
- User Manual: CS 5000 Model 11674xxDocument47 pagesUser Manual: CS 5000 Model 11674xxandreasprovostNo ratings yet
- TEX100 - EN (Vol 1)Document48 pagesTEX100 - EN (Vol 1)Harris RahmanaNo ratings yet
- TEX150 enDocument110 pagesTEX150 enJose Magui MaitaNo ratings yet
- Contactiving Conductivity SensorDocument134 pagesContactiving Conductivity SensorEnmanuel Rosales Carvajál100% (1)
- LN26C350D1D LN32C350D1 PDFDocument69 pagesLN26C350D1D LN32C350D1 PDFEdison JaraNo ratings yet
- Spirax Sx25 Series Process ControllerDocument51 pagesSpirax Sx25 Series Process ControllerZbyszek WalczakNo ratings yet
- ATxBlock Universal Temperature TransmitterDocument11 pagesATxBlock Universal Temperature TransmitterManoj KageNo ratings yet
- Laser Diode Combi Controller ITC502 (-IEEE) ITC510 (-IEEE) : Operation Manual Thorlabs InstrumentationDocument123 pagesLaser Diode Combi Controller ITC502 (-IEEE) ITC510 (-IEEE) : Operation Manual Thorlabs InstrumentationFreedomNo ratings yet
- Man lxt-280Document57 pagesMan lxt-280Naser JahangiriNo ratings yet
- Analizador de Oxigeno Teledyne Analytical Instruments PDFDocument50 pagesAnalizador de Oxigeno Teledyne Analytical Instruments PDFJohn Jairo Contreras PatiñoNo ratings yet
- User Manual: Manufactured by ItalyDocument66 pagesUser Manual: Manufactured by ItalyRaul Angel Perez AbadNo ratings yet
- Parker Parvex RTS Servo Drive ManualDocument65 pagesParker Parvex RTS Servo Drive ManualJose LopezNo ratings yet
- Allengers 325 RF - Installation and Service ManualDocument63 pagesAllengers 325 RF - Installation and Service Manualleopa7880% (20)
- Model A38: Capacitance Level TransmitterDocument24 pagesModel A38: Capacitance Level TransmitterSudhakarNo ratings yet
- Oi Kcap300-En eDocument20 pagesOi Kcap300-En ejaime HernandezNo ratings yet
- Service Manual Carmex - IngDocument33 pagesService Manual Carmex - IngOlexander Sim Sorok100% (1)
- Texlcd PDFDocument86 pagesTexlcd PDFadibienNo ratings yet
- Instruction Manual: Electromagnetic FlowmetersDocument32 pagesInstruction Manual: Electromagnetic FlowmetersAbdul MajeedNo ratings yet
- Directional OCDocument301 pagesDirectional OCurcalmNo ratings yet
- Samsung Un40c5000 Un46c5000 QF Chassis N98aDocument114 pagesSamsung Un40c5000 Un46c5000 QF Chassis N98ajosue otonielNo ratings yet
- Fiber Optic Cable Sensor: Available As PDF Only Status: 10.10.2016Document16 pagesFiber Optic Cable Sensor: Available As PDF Only Status: 10.10.2016Amila BalasooriyaNo ratings yet
- NXT4 Bia e 1.40Document20 pagesNXT4 Bia e 1.40agus triprasetyoNo ratings yet
- LG Flatron l227wtg-Pfs-A Chassis Lm72d SMDocument29 pagesLG Flatron l227wtg-Pfs-A Chassis Lm72d SMxor_45No ratings yet
- MYTU 04 ServiceDocument28 pagesMYTU 04 ServiceIain JubbNo ratings yet
- Samsung LE37D550K1WXXNDocument146 pagesSamsung LE37D550K1WXXNdasch7788No ratings yet
- TTP-225 / TTP-323 Series: Thermal Transfer / Direct Thermal Bar Code PrinterDocument42 pagesTTP-225 / TTP-323 Series: Thermal Transfer / Direct Thermal Bar Code PrinterSeimurNo ratings yet
- Frenic-Eco - Frn-F1: Starting GuideDocument49 pagesFrenic-Eco - Frn-F1: Starting GuideStefan HodanNo ratings yet
- Samsung Un55c6900vf N95aDocument103 pagesSamsung Un55c6900vf N95aMiguel ZambranoNo ratings yet
- Frenic Multi (인버터)Document54 pagesFrenic Multi (인버터)이태규No ratings yet
- 01-TD Series 1Document28 pages01-TD Series 1ChristianM.LeandroYauriNo ratings yet
- PKL PPC142 Operation ManualDocument41 pagesPKL PPC142 Operation ManualmarioNo ratings yet
- MWTU 11 ServiceDocument32 pagesMWTU 11 ServiceIain JubbNo ratings yet
- E21 Press Brake Numerical Control Device Installation Manual - V1.01-1Document38 pagesE21 Press Brake Numerical Control Device Installation Manual - V1.01-1Mohamad YuliantoNo ratings yet
- Mesa RX Carbono CT 160T-C PDFDocument27 pagesMesa RX Carbono CT 160T-C PDFvictorNo ratings yet
- PJ500C-LCD, PJ700C-LCD & PJ1000-LIGHT: User ManualDocument36 pagesPJ500C-LCD, PJ700C-LCD & PJ1000-LIGHT: User ManualRogerNo ratings yet
- Samsung MM-C430D EDCDocument60 pagesSamsung MM-C430D EDCbaris999100% (2)
- DV/DT Filter: User ManualDocument37 pagesDV/DT Filter: User ManualAhmadNo ratings yet
- Alstom KBCH 120Document199 pagesAlstom KBCH 120StipeLapov100% (1)
- SG Multi en 2 3 0Document54 pagesSG Multi en 2 3 0Riski FNo ratings yet
- GRD140D 6F2S0897 5.0Document438 pagesGRD140D 6F2S0897 5.0boopelectraNo ratings yet
- AIR-Intelligence ASD-320 Aspirating Smoke Detection System: P/N 33-308100-002 January 2010Document58 pagesAIR-Intelligence ASD-320 Aspirating Smoke Detection System: P/N 33-308100-002 January 2010leunamsayanNo ratings yet
- TR DMO200 Manual v4 User GuideDocument36 pagesTR DMO200 Manual v4 User Guideวิรวัฒน์ ปัททุมNo ratings yet
- R8124B MJTW01Document150 pagesR8124B MJTW01Rinda_RaynaNo ratings yet
- Samsung LN26A330J1D Chasis N45A PDFDocument173 pagesSamsung LN26A330J1D Chasis N45A PDFMiguel Arcangel Mejias MarreroNo ratings yet
- MR Mk30 Regulador TensionDocument269 pagesMR Mk30 Regulador TensionAnonymous 10zKm4n93No ratings yet
- Metor 250 Installation Operating Manual 2Document43 pagesMetor 250 Installation Operating Manual 2Aman Yadhuvanshi100% (1)
- ETP Control ETMFC610 - Manual - Control Box - Ver1.00Document24 pagesETP Control ETMFC610 - Manual - Control Box - Ver1.00kemalNo ratings yet
- 54105t mb103 It Rev-01Document22 pages54105t mb103 It Rev-01Abdullah FidviNo ratings yet
- Eng Ezm-4931 02 v03 05 - 16Document55 pagesEng Ezm-4931 02 v03 05 - 16Mithun KumarNo ratings yet
- Ansi Scte 04-2007Document9 pagesAnsi Scte 04-2007liuyx866No ratings yet
- Lci TX / Lci Tx-440: User GuideDocument42 pagesLci TX / Lci Tx-440: User GuideIqball ArdiyanNo ratings yet
- Instruction Manual Directional Overcurrent Protection Relay Grd140 - XXXDDocument438 pagesInstruction Manual Directional Overcurrent Protection Relay Grd140 - XXXDEpsp MedNo ratings yet
- Rotor Earth Fault Protection of GeneratorDocument31 pagesRotor Earth Fault Protection of GeneratorRoger IlachoqueNo ratings yet
- 4080 Pre Installation Guide 5989-6429EN-e5Document95 pages4080 Pre Installation Guide 5989-6429EN-e5Alexander AvdeiNo ratings yet
- Specsheet Wheel 2013 RaceLite29 Rear enUSDocument2 pagesSpecsheet Wheel 2013 RaceLite29 Rear enUSJesus DugarteNo ratings yet
- Specsheet Wheel 2014 RaceLite29 Front enUSDocument2 pagesSpecsheet Wheel 2014 RaceLite29 Front enUSJesus DugarteNo ratings yet
- Specsheet Wheel 2016 RaceLite29 Front enUSDocument2 pagesSpecsheet Wheel 2016 RaceLite29 Front enUSJesus DugarteNo ratings yet
- Specsheet Wheel 2016 RaceLite29 Front enUSDocument2 pagesSpecsheet Wheel 2016 RaceLite29 Front enUSJesus DugarteNo ratings yet
- Specsheet Wheel 2015 RaceLite29 Rear enUSDocument2 pagesSpecsheet Wheel 2015 RaceLite29 Rear enUSJesus DugarteNo ratings yet
- Specsheet Wheel 2014 RaceLite29 Rear enUSDocument2 pagesSpecsheet Wheel 2014 RaceLite29 Rear enUSJesus DugarteNo ratings yet
- Dealcorp CanadaDocument12 pagesDealcorp CanadaJesus DugarteNo ratings yet
- Telsmith Vibro King ScreensDocument2 pagesTelsmith Vibro King ScreensJesus Dugarte0% (1)
- Atb Hub Bearing Quick Reference Guide: Product Support Revised 12/3/2013Document4 pagesAtb Hub Bearing Quick Reference Guide: Product Support Revised 12/3/2013Jesus DugarteNo ratings yet
- SAGUARO - KHS BicyclesKHS BicyclesDocument2 pagesSAGUARO - KHS BicyclesKHS BicyclesJesus DugarteNo ratings yet
- 2012 Elixir™ 9 - Elixir 7 Service ManualDocument31 pages2012 Elixir™ 9 - Elixir 7 Service ManualJesus DugarteNo ratings yet
- IM 2 - Iventaris List April 2021Document11 pagesIM 2 - Iventaris List April 2021agung caaip53No ratings yet
- Jeppview For Windows: List of Pages in This Trip KitDocument18 pagesJeppview For Windows: List of Pages in This Trip KitGeorgiy DaneliaNo ratings yet
- CALF-Audio Filter ProjectDocument4 pagesCALF-Audio Filter ProjectBenjamin DoverNo ratings yet
- Best Practices For Electrical and Electronic Assembly and InstallationDocument12 pagesBest Practices For Electrical and Electronic Assembly and Installationvenora_123No ratings yet
- H 100 ManualDocument262 pagesH 100 ManualMurat CanNo ratings yet
- Unit 4 - Wireless Communication Notes - FINALDocument9 pagesUnit 4 - Wireless Communication Notes - FINALnaactitexcellenceNo ratings yet
- SPRAT IndexDocument39 pagesSPRAT IndexBill0% (1)
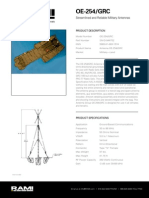
- Rami Mil Oe-254-GrcDocument1 pageRami Mil Oe-254-Grcspidermandude87No ratings yet
- Speed (Frequency) Converter To Analog Signal Series D421.31: Key FeaturesDocument4 pagesSpeed (Frequency) Converter To Analog Signal Series D421.31: Key FeaturesAnggi PrasetyoNo ratings yet
- ADC Notes PDFDocument121 pagesADC Notes PDFRavi ChourasiaNo ratings yet
- Name: Dialoma, Kurtney Iane L. Problem Set #2 STT101 Frequency DistributionsDocument2 pagesName: Dialoma, Kurtney Iane L. Problem Set #2 STT101 Frequency DistributionsChing DialomaNo ratings yet
- RF2483TR7Document1 pageRF2483TR7hiteshmediaaNo ratings yet
- Questionnaire On Radio StationDocument3 pagesQuestionnaire On Radio Stationpushp.rajput0% (2)
- VSX-422-K: Amplification Video FeaturesDocument2 pagesVSX-422-K: Amplification Video FeaturesPaulius KaminskasNo ratings yet
- LYCAR AIr Ops-AMC GM Part-NCO - Amendment 1 - Aug 16 - FinalDocument87 pagesLYCAR AIr Ops-AMC GM Part-NCO - Amendment 1 - Aug 16 - FinalEssamNo ratings yet
- Alcatel-Lucent RRH2x60W: (RRH2x60-21, RRH2x60-21A, RRH2x60-850, RRH2x60-1900, RRH2x60-1900A)Document41 pagesAlcatel-Lucent RRH2x60W: (RRH2x60-21, RRH2x60-21A, RRH2x60-850, RRH2x60-1900, RRH2x60-1900A)cuongNo ratings yet
- MCC Online Notes 2021-22-5 UnitsDocument183 pagesMCC Online Notes 2021-22-5 UnitsUDAYA ALLANINo ratings yet
- Diode - WikipediaDocument108 pagesDiode - WikipediaSushanta Kumar SahooNo ratings yet
- Performance Evaluation of UWB Wireless LinkDocument12 pagesPerformance Evaluation of UWB Wireless LinkInternational Journal of Information and Network Security (IJINS)No ratings yet
- 6.1 Physical Non-Synchronized Random Access ProcedureDocument274 pages6.1 Physical Non-Synchronized Random Access ProcedureJurassiclarkNo ratings yet
- KXTG 7841 SDocument114 pagesKXTG 7841 SLuis Eusebio SilvaNo ratings yet
- Helion RivosDocument11 pagesHelion RivosalexgkkNo ratings yet
- Status of ACE-9 SanctionedDocument7 pagesStatus of ACE-9 SanctionedPuneet NirajNo ratings yet
- E8400b Ds 160105Document2 pagesE8400b Ds 160105Marcelo Hernan LaurettiNo ratings yet
- P Chakrabarti - Optical Fiber Communication-Mc Graw Hill India (2015) PDFDocument600 pagesP Chakrabarti - Optical Fiber Communication-Mc Graw Hill India (2015) PDFRaja Sekhar100% (1)
- Antenna Integrated Radio Unit Description 1641Document15 pagesAntenna Integrated Radio Unit Description 1641OlegNo ratings yet
- Survey On Anti-Drone Systems Components Designs and ChallengesDocument25 pagesSurvey On Anti-Drone Systems Components Designs and ChallengesTyler JacksonNo ratings yet
- What Effect Does Direct Coupling Have On A Two Stage BJT AmplifierDocument63 pagesWhat Effect Does Direct Coupling Have On A Two Stage BJT Amplifierzraider50% (2)
- 8491A Coaxial Fixed Attenuator: Data SheetDocument1 page8491A Coaxial Fixed Attenuator: Data SheetSTORMEMCNo ratings yet
- RF50 54 LCXDocument2 pagesRF50 54 LCXKanasai 89No ratings yet