You might also like
- Distillation Model Rev1Document9 pagesDistillation Model Rev1mehul1094167% (3)
- T.C. Forensic - Article 4 - AIDS USED FOR DETECTING ACCELERANTS AT FIRE SCENESDocument4 pagesT.C. Forensic - Article 4 - AIDS USED FOR DETECTING ACCELERANTS AT FIRE SCENESecordova1No ratings yet
- Steam Distillation Lab Chemistry 11Document3 pagesSteam Distillation Lab Chemistry 11tashy richardsNo ratings yet
- Separacion SARADocument16 pagesSeparacion SARAivan estevesNo ratings yet
- J Fuel 2004 06 008Document7 pagesJ Fuel 2004 06 008amitsaxenazhcetNo ratings yet
- Ef0501243 PDFDocument4 pagesEf0501243 PDFJonathanNo ratings yet
- Determination of Polysorbate 80 in Parenteral FormDocument7 pagesDetermination of Polysorbate 80 in Parenteral FormNavisa HaifaNo ratings yet
- Xanthan Biopolymer A Review of Methods For The Determination of Concentration and For The Measurement of Acetate and Pyruvate ContentDocument7 pagesXanthan Biopolymer A Review of Methods For The Determination of Concentration and For The Measurement of Acetate and Pyruvate ContentSorin LazarNo ratings yet
- Of And: Chromatographic Determination Campesterol, P-Sitosterol StigmasterolDocument5 pagesOf And: Chromatographic Determination Campesterol, P-Sitosterol Stigmasterolnbson217No ratings yet
- D 2580 - 94 R01 - Rdi1odaDocument8 pagesD 2580 - 94 R01 - Rdi1odaabutaflahNo ratings yet
- WHOC09-404 Paper PDFDocument3 pagesWHOC09-404 Paper PDFEngelbert MorenoNo ratings yet
- GC-MS Analysis of Volatile Off-Flavour Compounds from Citral DegradationDocument8 pagesGC-MS Analysis of Volatile Off-Flavour Compounds from Citral DegradationcarlosNo ratings yet
- Thin Layer Chromatography - Flame Ionization Analysis On Transesterified Vegetable OilsDocument6 pagesThin Layer Chromatography - Flame Ionization Analysis On Transesterified Vegetable OilsNatalia KovalovaNo ratings yet
- Cris Tante 1990Document10 pagesCris Tante 1990Mohamed ElotmaniNo ratings yet
- Characterization of Maya Asphaltene and Maltene by Means of Pyrolysis ApplicationDocument10 pagesCharacterization of Maya Asphaltene and Maltene by Means of Pyrolysis ApplicationoreamigNo ratings yet
- Determination of Polychlorinated Biphenyls (PCBS) in Waste Materials by Gas ChromatographyDocument15 pagesDetermination of Polychlorinated Biphenyls (PCBS) in Waste Materials by Gas ChromatographyZainabNo ratings yet
- SPE-164128-MS James JohnstoneDocument20 pagesSPE-164128-MS James JohnstoneOilfieldJimNo ratings yet
- Food Chemistry: Antonis Kanavouras, Apostolos Kiritsakis, Ruben J. HernandezDocument11 pagesFood Chemistry: Antonis Kanavouras, Apostolos Kiritsakis, Ruben J. HernandezAlan JerishNo ratings yet
- Determinación COVs en aguas por CG-MS HeadspaceDocument6 pagesDeterminación COVs en aguas por CG-MS HeadspaceCristian CarrascoNo ratings yet
- Hod PaperDocument9 pagesHod PaperRajab RatiebNo ratings yet
- Determination of Polychlorinated Biphenyls (PCBS) in Waste Materials by Gas ChromatographyDocument14 pagesDetermination of Polychlorinated Biphenyls (PCBS) in Waste Materials by Gas ChromatographyahmedNo ratings yet
- Analysis of Tocopherols by High Performance Liquid ChromatographyDocument5 pagesAnalysis of Tocopherols by High Performance Liquid ChromatographyFira AlifathaNo ratings yet
- Phenols in FuelDocument12 pagesPhenols in Fuelvzimak2355No ratings yet
- Effects of Hydroprocessing On Structure and Properties of Base Oils Using NMRDocument8 pagesEffects of Hydroprocessing On Structure and Properties of Base Oils Using NMRAvyan KelanNo ratings yet
- A Simple Capillary Column GC Method For Analysis of Palm Oil-Based Polyol EstersDocument6 pagesA Simple Capillary Column GC Method For Analysis of Palm Oil-Based Polyol Estersanuradha.d.bhat9860No ratings yet
- Jar Tests For Evaluation of Atrazine RemovaDocument16 pagesJar Tests For Evaluation of Atrazine RemovaAlaa SalemNo ratings yet
- Parkinson 2004Document8 pagesParkinson 2004VincentNo ratings yet
- Asphaltene Temperature PDFDocument9 pagesAsphaltene Temperature PDFmarcoesteban97No ratings yet
- Severino 2021Document11 pagesSeverino 2021roger souza de oliveiraNo ratings yet
- SPE 80262 Asphaltene Deposition Prediction and Control in A North MonagasDocument8 pagesSPE 80262 Asphaltene Deposition Prediction and Control in A North MonagasEdgar GonzalezNo ratings yet
- Detailed Chemical Characterization of Petroleum Middle Fractions by Chemometrics Analysis of Their Ultraviolet SpectrumDocument18 pagesDetailed Chemical Characterization of Petroleum Middle Fractions by Chemometrics Analysis of Their Ultraviolet SpectrumneversigNo ratings yet
- Da Silva - New Additives For The Pour Point Reduction of Petroleum Middle Distillates, 2004Document6 pagesDa Silva - New Additives For The Pour Point Reduction of Petroleum Middle Distillates, 2004oreamigNo ratings yet
- PKI - 2019 - AN Fast, Quantitative Analysis of Residual Solvents in Cannabis Concentrates by GCMSDocument5 pagesPKI - 2019 - AN Fast, Quantitative Analysis of Residual Solvents in Cannabis Concentrates by GCMSAdelitza StrubingerNo ratings yet
- 10 1016@j Chroma 2004 10 102Document6 pages10 1016@j Chroma 2004 10 102LIYAKATH AHAMED MNo ratings yet
- Deterioration of Edible Oils During Food Processing by UltrasoundDocument3 pagesDeterioration of Edible Oils During Food Processing by UltrasoundgiovanniNo ratings yet
- Correlations Between Physical and Chemical Properties of Pyrolysis Liquids Derived From Coal, Oil Shale, and Tar SandDocument9 pagesCorrelations Between Physical and Chemical Properties of Pyrolysis Liquids Derived From Coal, Oil Shale, and Tar SandyemresimsekNo ratings yet
- NMR METHOD FOR OIL PALM BUNCH ANALYSISDocument18 pagesNMR METHOD FOR OIL PALM BUNCH ANALYSISRandi PathaulyNo ratings yet
- Bots Og Lou 1994Document7 pagesBots Og Lou 1994derboNo ratings yet
- Food Chemistry 75 (2001) 255–259Document5 pagesFood Chemistry 75 (2001) 255–259Nailah Nurjihan UlfahNo ratings yet
- ASTM_D_3545_1995_,_Standard_Test_Method_for_Alcohol_Content_andDocument10 pagesASTM_D_3545_1995_,_Standard_Test_Method_for_Alcohol_Content_andYusuf AtesNo ratings yet
- Reverchon 1996 AIChE - JournalDocument7 pagesReverchon 1996 AIChE - JournalJosé Jacques GarcezNo ratings yet
- A Guide To TurpentineDocument4 pagesA Guide To TurpentinefaridsidikNo ratings yet
- Mathematical Modeling of Supercritical Extraction of Sage OilDocument7 pagesMathematical Modeling of Supercritical Extraction of Sage OilDavide Di ZioNo ratings yet
- D 5837 - 99 - Rdu4mzctukve PDFDocument11 pagesD 5837 - 99 - Rdu4mzctukve PDFjayakumarNo ratings yet
- D 6560 - 00 - Rdy1njaDocument5 pagesD 6560 - 00 - Rdy1njaAdrian IbarraNo ratings yet
- Geoffrey C. Klein, Sunghwan Kim, Ryan P. Rodgers, and Alan G. MarshallDocument8 pagesGeoffrey C. Klein, Sunghwan Kim, Ryan P. Rodgers, and Alan G. MarshallJonathanNo ratings yet
- SARA Method D4124Document9 pagesSARA Method D4124mahamuninaresh1No ratings yet
- PDFDocument11 pagesPDFizzyguyNo ratings yet
- Pyrolysis Analysis of Crude Oils and Their Fractions: Ozgen Karacan and Mustafa Versan KokDocument7 pagesPyrolysis Analysis of Crude Oils and Their Fractions: Ozgen Karacan and Mustafa Versan Kokakreminho89No ratings yet
- Steam Deacidification of Palm Oil: Food and Bioproducts ProcessingDocument8 pagesSteam Deacidification of Palm Oil: Food and Bioproducts ProcessingIlyas FaizNo ratings yet
- Alternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationDocument5 pagesAlternative Calibration and Standardization Procedure of Iatroscan TLC FID For SARA Hydrocarbon Class QuantificationNatalia KovalovaNo ratings yet
- ATP Lichen - KreshDocument11 pagesATP Lichen - KreshIniNo ratings yet
- Batch and Fixed-Bed Adsorption of Tartrazine Azo-Dye Onto Activated Carbon Prepared From Apricot StonesDocument12 pagesBatch and Fixed-Bed Adsorption of Tartrazine Azo-Dye Onto Activated Carbon Prepared From Apricot StonesWILFREDO ROMAN PAUCARNo ratings yet
- D 3921 - 2003Document7 pagesD 3921 - 2003THANGVU100% (1)
- 2001 Gonzalez, HPLC Analysis of Tocopherols and Triglycerides in Coffee and Their Use As Authentication ParametersDocument9 pages2001 Gonzalez, HPLC Analysis of Tocopherols and Triglycerides in Coffee and Their Use As Authentication Parametersm222000No ratings yet
- Influence of Hydrocarbon Distribution in Crude Oil and Residues On Asphaltene StabilityDocument13 pagesInfluence of Hydrocarbon Distribution in Crude Oil and Residues On Asphaltene StabilitySharen NursalilNo ratings yet
- Relative Solubility Stability and Absorptivity of Lutein and B-Carotene in Organic Solvents JAFC1992Document4 pagesRelative Solubility Stability and Absorptivity of Lutein and B-Carotene in Organic Solvents JAFC1992StephanieAliciaSalimNo ratings yet
- Tesser 2005Document5 pagesTesser 2005Glorie Mae BurerosNo ratings yet
- Determination of Asphaltenes in Petroleum Crude Oils by Fourier Transform Infrared SpectrosDocument5 pagesDetermination of Asphaltenes in Petroleum Crude Oils by Fourier Transform Infrared SpectrosGreciel Egurrola SanchezNo ratings yet
- Phase Composition of Asphaltenes: Journal of Thermal Analysis and Calorimetry February 2014Document11 pagesPhase Composition of Asphaltenes: Journal of Thermal Analysis and Calorimetry February 2014Gabriel LatiuNo ratings yet
- Silanes Used in Rubber Formulations (Bis - (Triethoxysilylpropyl) Sulfanes) : Characterization by High Performance Liquid Chromatography (HPLC)Document4 pagesSilanes Used in Rubber Formulations (Bis - (Triethoxysilylpropyl) Sulfanes) : Characterization by High Performance Liquid Chromatography (HPLC)Prakash MakadiaNo ratings yet
- Applications of Zeeman Graphite Furnace Atomic Absorption Spectrometry in the Chemical Laboratory and in ToxicologyFrom EverandApplications of Zeeman Graphite Furnace Atomic Absorption Spectrometry in the Chemical Laboratory and in ToxicologyC. MinoiaNo ratings yet
- Critical Evaluation of Some Equilibrium Constants Involving Alkylammonium Extractants: Commission on Equilibrium DataFrom EverandCritical Evaluation of Some Equilibrium Constants Involving Alkylammonium Extractants: Commission on Equilibrium DataNo ratings yet
- Rocha Et Al., 2021 (IMOG)Document2 pagesRocha Et Al., 2021 (IMOG)Leticia SakaiNo ratings yet
- Xu Et Al, 2020 (Environmental Science - Technology)Document9 pagesXu Et Al, 2020 (Environmental Science - Technology)Leticia SakaiNo ratings yet
- Bjoroy Et Al., 2002Document2 pagesBjoroy Et Al., 2002Leticia SakaiNo ratings yet
- Da Cruz Et Al., 2021 (EAGE)Document2 pagesDa Cruz Et Al., 2021 (EAGE)Leticia SakaiNo ratings yet
- Petroleomics: The Next Grand Challenge For Chemical AnalysisDocument7 pagesPetroleomics: The Next Grand Challenge For Chemical AnalysisLeticia SakaiNo ratings yet
- Smith Et Al., 2018 (Analytical Chemistry)Document7 pagesSmith Et Al., 2018 (Analytical Chemistry)Leticia SakaiNo ratings yet
- Brown Et Al., 2000 (Analytical Chemistry)Document7 pagesBrown Et Al., 2000 (Analytical Chemistry)Leticia SakaiNo ratings yet
- Anand Et Al., 2012 (Petrophysics)Document16 pagesAnand Et Al., 2012 (Petrophysics)Leticia SakaiNo ratings yet
- Santos Et Al., 2017 (Energy&Fuels)Document22 pagesSantos Et Al., 2017 (Energy&Fuels)Leticia SakaiNo ratings yet
- Yue Et Al., 2021 (Organic Geochemistry)Document14 pagesYue Et Al., 2021 (Organic Geochemistry)Leticia SakaiNo ratings yet
- Santos Et Al., 2017 (Energy&Fuels)Document22 pagesSantos Et Al., 2017 (Energy&Fuels)Leticia SakaiNo ratings yet
- Nascimento Et Al., 2021 (Marine and Petroleum Geology)Document18 pagesNascimento Et Al., 2021 (Marine and Petroleum Geology)Leticia SakaiNo ratings yet
- Bissada Et Al., 2016 (Organic Geochemistry)Document8 pagesBissada Et Al., 2016 (Organic Geochemistry)Leticia SakaiNo ratings yet
- Angolini Et Al., 2015 (Energy - Fuels)Document7 pagesAngolini Et Al., 2015 (Energy - Fuels)Leticia SakaiNo ratings yet
- Martins Et Al., 2017 (Energy & Fuels)Document9 pagesMartins Et Al., 2017 (Energy & Fuels)Leticia SakaiNo ratings yet
- Organic and elemental elucidation of Nigerian crude oil asphaltenesDocument6 pagesOrganic and elemental elucidation of Nigerian crude oil asphaltenesLeticia SakaiNo ratings yet
- Martins Et Al., 2021 (Organic Geochemistry) - ESI (-) FT-ICR MSDocument18 pagesMartins Et Al., 2021 (Organic Geochemistry) - ESI (-) FT-ICR MSLeticia SakaiNo ratings yet
- Wenger Et Al., 2002 (SPE)Document9 pagesWenger Et Al., 2002 (SPE)Leticia SakaiNo ratings yet
- M. Dos Santos, 2020 (Elsevier)Document15 pagesM. Dos Santos, 2020 (Elsevier)Leticia SakaiNo ratings yet
- Martins Et Al., 2017 (Energy & Fuels)Document9 pagesMartins Et Al., 2017 (Energy & Fuels)Leticia SakaiNo ratings yet
- Groune Et Al., 2014 (Arabian Journal of Chemistry)Document11 pagesGroune Et Al., 2014 (Arabian Journal of Chemistry)Leticia SakaiNo ratings yet
- Head Et Al., 2003Document9 pagesHead Et Al., 2003Leticia SakaiNo ratings yet
- Martins Et Al., 2020a - Supplementary MaterialDocument8 pagesMartins Et Al., 2020a - Supplementary MaterialLeticia SakaiNo ratings yet
- Organic Geochemistry of Smackover Oils Revealed by FT-ICR-MSDocument18 pagesOrganic Geochemistry of Smackover Oils Revealed by FT-ICR-MSLeticia SakaiNo ratings yet
- Head Et Al., 2003Document9 pagesHead Et Al., 2003Leticia SakaiNo ratings yet
- Kim Et Al., 2005 (Organic Geochemistry)Document18 pagesKim Et Al., 2005 (Organic Geochemistry)Leticia SakaiNo ratings yet
- Wenger Et Al., 2002 (SPE)Document9 pagesWenger Et Al., 2002 (SPE)Leticia SakaiNo ratings yet
- Groune Et Al., 2014 (Arabian Journal of Chemistry)Document11 pagesGroune Et Al., 2014 (Arabian Journal of Chemistry)Leticia SakaiNo ratings yet
- Ekha PDFDocument8 pagesEkha PDFAnonymous yTVMBz4No ratings yet
- Astm D 323 - 06 PDFDocument10 pagesAstm D 323 - 06 PDFJulian Felipe Noguera CruzNo ratings yet
- Preoces de DezalcoolizareDocument18 pagesPreoces de DezalcoolizareMarina ButuceaNo ratings yet
- Distillation Rectification: Basic Knowledge Basic KnowledgeDocument1 pageDistillation Rectification: Basic Knowledge Basic KnowledgeRohan lallNo ratings yet
- CHEM 111.1 Exercise 4Document13 pagesCHEM 111.1 Exercise 4paradoxcomplex100% (1)
- An Overview of Essential Oil Bearing Plants of NepalDocument7 pagesAn Overview of Essential Oil Bearing Plants of NepalKhilendra Gurung100% (3)
- A. Experiment TitleDocument23 pagesA. Experiment TitleLailatul BadriyahNo ratings yet
- Swamy's School: Answer The Following in ShortDocument3 pagesSwamy's School: Answer The Following in ShortPrajan ArunNo ratings yet
- Chemical Engineering Volume 2 - (Chapter 4. Flow of Fluids Through Granular Beds and Packed Columns)Document20 pagesChemical Engineering Volume 2 - (Chapter 4. Flow of Fluids Through Granular Beds and Packed Columns)Christine KhoNo ratings yet
- Aviation Gasolines: Standard Specification ForDocument8 pagesAviation Gasolines: Standard Specification ForDennise ChicaizaNo ratings yet
- Cryogenic GrindingDocument3 pagesCryogenic GrindingSadiq Khan100% (1)
- ASTM D 86 - 16aDocument28 pagesASTM D 86 - 16aDiana L PérezNo ratings yet
- Rayleigh'S Differential Distillation: Title: Aim: ApparatusDocument12 pagesRayleigh'S Differential Distillation: Title: Aim: ApparatusLewis Katongo KabwitaNo ratings yet
- Experiment 6: Extraction of Essential Oil From Lemon Peel: Conducted By: Life Science'18Document7 pagesExperiment 6: Extraction of Essential Oil From Lemon Peel: Conducted By: Life Science'18Rich LeeNo ratings yet
- Solution 1176952Document4 pagesSolution 1176952arb88279No ratings yet
- 2022-Experimental and Computer Simulation of A Molecular Distillation Process For The Dehydration of Tetramethylammonium Hydroxide SolutionDocument10 pages2022-Experimental and Computer Simulation of A Molecular Distillation Process For The Dehydration of Tetramethylammonium Hydroxide SolutionChantelleNo ratings yet
- Refinery Products Blending CalculationsDocument175 pagesRefinery Products Blending CalculationsLuong SonNo ratings yet
- Distillation Column - Group5 - Eh2204aDocument23 pagesDistillation Column - Group5 - Eh2204aatikah hasnorNo ratings yet
- Tutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredDocument3 pagesTutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredSyafiyatulMunawarahNo ratings yet
- (ACS Symposium Volume 788) Fereidoon Shahidi and John W. Finley (Eds.) - Omega-3 Fatty Acids. Chemistry, Nutrition, and Health Effects-American Chemical Society (2001)Document328 pages(ACS Symposium Volume 788) Fereidoon Shahidi and John W. Finley (Eds.) - Omega-3 Fatty Acids. Chemistry, Nutrition, and Health Effects-American Chemical Society (2001)Carl OSNo ratings yet
- Evaporation Chemical Engineering Series 2 PDF FreeDocument52 pagesEvaporation Chemical Engineering Series 2 PDF FreeBagus Dina AkadahNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- PhychemobjectiveDocument11 pagesPhychemobjectiveElizabeth SulitNo ratings yet
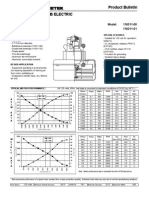
- Caracteristicas Motores Hi-Vol Lamb ElectricDocument2 pagesCaracteristicas Motores Hi-Vol Lamb ElectricMarco Antonio Torres CespedesNo ratings yet
- Summer Internship Report 3Document29 pagesSummer Internship Report 3Bharat SharmaNo ratings yet
- Investigatory Project - Chemistry Class XIIDocument19 pagesInvestigatory Project - Chemistry Class XIIvjkumar777355% (146)
- Generate Ethylene Vapor Pressure CurveDocument15 pagesGenerate Ethylene Vapor Pressure CurveKashaf TehreemNo ratings yet
- Aromatic Ammonia Spirit SolutionDocument19 pagesAromatic Ammonia Spirit SolutionRye M. Birung100% (1)