You might also like
- AK-47 Souptonuts 5Document7 pagesAK-47 Souptonuts 5tshirley47100% (3)
- HK Demil TutorialDocument19 pagesHK Demil TutorialAnonymous njvKxG89% (9)
- AK-47 BuildDocument105 pagesAK-47 BuildProfessor100% (1)
- Gun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.From EverandGun Digest's Customize Your Revolver Concealed Carry Collection eShort: From regular pistol maintenance to sights, action, barrel and finish upgrades for your custom revolver.No ratings yet
- Gun Digest Guide to the Modern AK: Gear, Accessories & Upgrades for the AK-47 and Its VariantsFrom EverandGun Digest Guide to the Modern AK: Gear, Accessories & Upgrades for the AK-47 and Its VariantsRating: 5 out of 5 stars5/5 (1)
- Practical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRFrom EverandPractical Guide to the Use of the SEMI-AUTO PPS-43C Pistol/SBRNo ratings yet
- Io Inc January 2016 News Press ReleaseDocument4 pagesIo Inc January 2016 News Press Releaseapi-242710584No ratings yet
- Practical Guide to the Operational Use of the PPS-43 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPS-43 Submachine GunNo ratings yet
- Practical Guide to the Operational Use of the PPSh-41 Submachine GunFrom EverandPractical Guide to the Operational Use of the PPSh-41 Submachine GunRating: 5 out of 5 stars5/5 (2)
- Build An AK 47 PDFDocument36 pagesBuild An AK 47 PDFwienslaw580480% (15)
- RPD Build - Red Neck EngineerDocument6 pagesRPD Build - Red Neck EngineerDale Wade67% (3)
- Chimera ManualDocument12 pagesChimera ManualticocrazyNo ratings yet
- V3 ECM Tutorial v1.0Document40 pagesV3 ECM Tutorial v1.0lmkkilo3No ratings yet
- Cetme FlatDocument15 pagesCetme Flatjohnoneal0% (2)
- Grasshopper Ak-47 Jig GuncoDocument5 pagesGrasshopper Ak-47 Jig Guncoterrencebelles100% (2)
- Revolver PatentDocument5 pagesRevolver PatentdududadamikeNo ratings yet
- The Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsFrom EverandThe Gun Digest Book of Firearms Assembly/Disassembly Part V - ShotgunsRating: 5 out of 5 stars5/5 (3)
- Practical Guide to the Operational Use of the UZI Submachine GunFrom EverandPractical Guide to the Operational Use of the UZI Submachine GunNo ratings yet
- AK BuildDocument185 pagesAK BuildSteven W. Ninichuck100% (6)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- Product Instructions - Flat Bending Jig InstructionsDocument34 pagesProduct Instructions - Flat Bending Jig InstructionsDale WadeNo ratings yet
- Pistol Nickl Us1427966Document11 pagesPistol Nickl Us1427966cll1968No ratings yet
- Puma M1887 Lever Shotgun ManualDocument24 pagesPuma M1887 Lever Shotgun Manualesporadico123100% (1)
- Complete Step by Step AK BuildingDocument70 pagesComplete Step by Step AK BuildingAdam Hemsley90% (39)
- US660725 Hamilton Rifling MachineDocument3 pagesUS660725 Hamilton Rifling MachineDavid Corbett100% (2)
- Ruger Mark IDocument7 pagesRuger Mark IAdam OrionNo ratings yet
- Polymer80: Phoenix Version - G150 80% Lower Receiver InstructionsDocument13 pagesPolymer80: Phoenix Version - G150 80% Lower Receiver InstructionsTimothy ScottNo ratings yet
- Browning Round Slide PistolDocument9 pagesBrowning Round Slide PistolHarrie Nak100% (2)
- Glock Generation PDFDocument18 pagesGlock Generation PDFสุรา ไทประดิษฐ์100% (2)
- ОружиеСтрелкаГермания9мая PDFDocument11 pagesОружиеСтрелкаГермания9мая PDF482358209596249420204458140058798324454948309300% (1)
- Navigation Search: Jump ToDocument9 pagesNavigation Search: Jump ToMăry CrețaNo ratings yet
- DIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!From EverandDIY GUNS: Recoil Magazine's Guide to Homebuilt Suppressors, 80 Percent Lowers, Rifle Mods and More!Rating: 4 out of 5 stars4/5 (4)
- Assault Rifles and Their AmmunitionDocument21 pagesAssault Rifles and Their Ammunitionalpha95No ratings yet
- 9mm BSP Machine Gun: Legal NoteDocument29 pages9mm BSP Machine Gun: Legal NoteLeonBackups100% (1)
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesFrom EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNo ratings yet
- SuppressorsFrom EverandSuppressorsEditors of RECOIL MagazineNo ratings yet
- Practical Guide to the Operational Use of the RPD Machine GunFrom EverandPractical Guide to the Operational Use of the RPD Machine GunNo ratings yet
- Practical Guide to the Operational Use of the RPG-7 Grenade LauncherFrom EverandPractical Guide to the Operational Use of the RPG-7 Grenade LauncherRating: 4 out of 5 stars4/5 (5)
- Rechambering ShotgunsDocument6 pagesRechambering ShotgunsZardoz1090No ratings yet
- Sterling SMG Trigger GroupDocument1 pageSterling SMG Trigger GroupAaron100% (1)
- Instruction Manual For I.O. Inc S Semi-Automatic Pistol Caliber 7.62X25 TokarevDocument20 pagesInstruction Manual For I.O. Inc S Semi-Automatic Pistol Caliber 7.62X25 TokarevRobert L Buettner80% (5)
- PPs Semi-Auto FCGDocument5 pagesPPs Semi-Auto FCGangelines12375% (8)
- A History of the Small Arms Made by the Sterling Armament Company: Excellence in AdversityFrom EverandA History of the Small Arms Made by the Sterling Armament Company: Excellence in AdversityRating: 4 out of 5 stars4/5 (1)
- Blueprints To Build A Mark II Sten GunDocument25 pagesBlueprints To Build A Mark II Sten GunKawchhar AhammedNo ratings yet
- Ak47 All in OneDocument16 pagesAk47 All in OneNazar Naz100% (1)
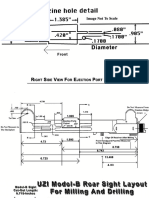
- Uzi Receiver Blueprints AaDocument7 pagesUzi Receiver Blueprints AaMamoun Kh Omari100% (2)
- OBAS-12 Updated v2Document89 pagesOBAS-12 Updated v2Professor100% (2)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- Clamped, Square Isotropic Plate With A Uniform Pressure LoadDocument3 pagesClamped, Square Isotropic Plate With A Uniform Pressure LoadLucas MartinsNo ratings yet
- Operation of Winding Machine 03Document2 pagesOperation of Winding Machine 03Aris PurnamaNo ratings yet
- The Myawady Daily (12-5-2012)Document15 pagesThe Myawady Daily (12-5-2012)TheMyawadyDailyNo ratings yet
- QA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)Document10 pagesQA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)miaicarba100% (2)
- Azure Devops Vs GitlabDocument8 pagesAzure Devops Vs GitlabdebajyotiguhaNo ratings yet
- Faa Recommends Grooved RunwaysDocument2 pagesFaa Recommends Grooved RunwayscagbahaNo ratings yet
- Radial Motors IniDocument174 pagesRadial Motors IniBernardo Orozco LariosNo ratings yet
- Plumbing FixturesDocument16 pagesPlumbing FixturesArnold Magdalita FranciscoNo ratings yet
- Injection Precast Concrete PileDocument18 pagesInjection Precast Concrete PileLee CwNo ratings yet
- Put Mysql Functions Back Into PHP 7Document9 pagesPut Mysql Functions Back Into PHP 7yassineNo ratings yet
- Bonita BPM and Aura Portal ComparisonDocument9 pagesBonita BPM and Aura Portal ComparisonYuvraj KumarNo ratings yet
- CDP Model of Purchasing A Bike in Current Indian Scenario.Document46 pagesCDP Model of Purchasing A Bike in Current Indian Scenario.mukabbasNo ratings yet
- A Project Study Report On: Project Guide:-Submitted ByDocument118 pagesA Project Study Report On: Project Guide:-Submitted ByRanjan KumarNo ratings yet
- ConsultanciesDocument8 pagesConsultanciesSaranya PugazhenthiNo ratings yet
- Life Plan: Sean Doutt ENGR 310 Section 3Document10 pagesLife Plan: Sean Doutt ENGR 310 Section 3sad5121No ratings yet
- Concrete Casting Inspection Checklist 11 Rev 1Document1 pageConcrete Casting Inspection Checklist 11 Rev 1Thulani BethuelNo ratings yet
- Syllabus Compendium For PCN Aerospace Sector ExaminationsDocument27 pagesSyllabus Compendium For PCN Aerospace Sector ExaminationstomcanNo ratings yet
- Long Paper Nicmar - Peb HangarDocument88 pagesLong Paper Nicmar - Peb HangarZuber Ahmed100% (2)
- Bill of Materials HSFDB-CDocument89 pagesBill of Materials HSFDB-CDBA DruidNo ratings yet
- Plastics PDFDocument10 pagesPlastics PDFRa BalamuruganNo ratings yet
- SAP SD by Manoj Tony Latest PDFDocument15 pagesSAP SD by Manoj Tony Latest PDFPavan TodkarNo ratings yet
- Bearing, Crankshaft, Valve, and Camshaft Service: C H A P T E RDocument17 pagesBearing, Crankshaft, Valve, and Camshaft Service: C H A P T E RMohammad El DeebNo ratings yet
- 11i APC Imp GuideDocument108 pages11i APC Imp GuidePrashanth ReddyNo ratings yet
- Exercise 3 To Be SolvedDocument4 pagesExercise 3 To Be SolvedNikhilesh Prabhakar33% (6)
- Anadarko ReportDocument228 pagesAnadarko Reportcrazycheekboy100% (1)
- System Analysis and Development Henley Driving SchoolDocument59 pagesSystem Analysis and Development Henley Driving SchoolYushiiMuhammad67% (3)
- Global Supply Chain Management: The Fresh Connection Simulation ReportDocument5 pagesGlobal Supply Chain Management: The Fresh Connection Simulation ReportnishantNo ratings yet
- Design Criteria Checklist Handbook For Process Plant Project EngineersDocument5 pagesDesign Criteria Checklist Handbook For Process Plant Project Engineersmehra222No ratings yet
- Seneca ChecklistDocument10 pagesSeneca ChecklistPaulo AndreisNo ratings yet
- Structural Engineer CVDocument2 pagesStructural Engineer CVkarthikNo ratings yet