You might also like
- TITAN-1M Setup - Operation SheetDocument2 pagesTITAN-1M Setup - Operation Sheetenricoadriels7No ratings yet
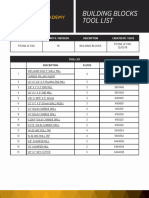
- TITAN Building Blocks TOOL LISTDocument1 pageTITAN Building Blocks TOOL LISTPranav SatputeNo ratings yet
- 701 Material ListDocument1 page701 Material ListIdris100% (1)
- SheartakDocument47 pagesSheartakВладимир СкорняковNo ratings yet
- Cut-Off Wheels SmallDocument3 pagesCut-Off Wheels Smallherysyam1980No ratings yet
- Canvass of MaterialsDocument18 pagesCanvass of MaterialsRonaldo B VillaromanNo ratings yet
- Abrasive Flyer TMRDocument4 pagesAbrasive Flyer TMRherysyam1980No ratings yet
- Operating and Maintenance Manual Mini Jaw CrusherDocument10 pagesOperating and Maintenance Manual Mini Jaw CrusherYasir KhanNo ratings yet
- Titan 1MDocument1 pageTitan 1MPranav SatputeNo ratings yet
- NILAI SISA MATERIAL PERTASHOP Tahap 3 Dan 4Document24 pagesNILAI SISA MATERIAL PERTASHOP Tahap 3 Dan 4Dhodho Agung S MachinNo ratings yet
- TITAN-84L Setup - Operation SheetDocument1 pageTITAN-84L Setup - Operation SheetOyunbat GansukhNo ratings yet
- Modular Air Handling Unit (FMA)Document3 pagesModular Air Handling Unit (FMA)Salamet TeguhNo ratings yet
- Glass Machinery Burners and Tools Sales List 2019Document2 pagesGlass Machinery Burners and Tools Sales List 2019Dan George IonescuNo ratings yet
- 05 MachiningDocument12 pages05 MachiningVisvas RajyaguruNo ratings yet
- Bus Bar Bolting - TorqueDocument2 pagesBus Bar Bolting - TorquePrince KumarNo ratings yet
- Milling Speeds and FeedsDocument1 pageMilling Speeds and FeedsMahesh Deivasiga Mani DNo ratings yet
- Project in Jewelry - BoxDocument2 pagesProject in Jewelry - BoxsimalauraNo ratings yet
- Scalping: Scalping Is Performed On An Ingot To Remove AnyDocument2 pagesScalping: Scalping Is Performed On An Ingot To Remove AnyDevendra kumar DubeyNo ratings yet
- NPA104 enDocument4 pagesNPA104 enAdelino GasparNo ratings yet
- Automatic Wood Screw Making PlantDocument4 pagesAutomatic Wood Screw Making PlantsmarjanNo ratings yet
- Sheeting AccessoriesDocument6 pagesSheeting AccessoriesWaleedAL-suheelyDNo ratings yet
- XXX Small Diameter Cut-Off: Norton - The Muscle Behind The MachineDocument15 pagesXXX Small Diameter Cut-Off: Norton - The Muscle Behind The Machineherysyam1980No ratings yet
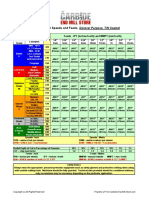
- Carbide End Mill Feeds and Speeds General Purpose TiNDocument1 pageCarbide End Mill Feeds and Speeds General Purpose TiNjoshNo ratings yet
- 4-999-1504 Yellow Banded TapsDocument4 pages4-999-1504 Yellow Banded Tapshumberto cerda gonzalezNo ratings yet
- Drill Press Speed ChartDocument1 pageDrill Press Speed ChartFerdinand ValdezNo ratings yet
- Spare Parts Need From ChinaDocument1 pageSpare Parts Need From ChinaCarlos Eugenio Lovera VelasquezNo ratings yet
- Dole Application FormDocument2 pagesDole Application FormMarvin DyNo ratings yet
- Bigboss Cement Mill DataDocument4 pagesBigboss Cement Mill DataherwinNo ratings yet
- Tungsten ElectrodesDocument2 pagesTungsten ElectrodesRoyal AccessoriesNo ratings yet
- Rubi 850Document7 pagesRubi 850GedasNo ratings yet
- V Forge ThixocastingDocument1 pageV Forge ThixocastinggiakovidNo ratings yet
- Pt. Medi Hop: Kode Kemasan Batch Onhand GIT Nama Produk Expired DateDocument34 pagesPt. Medi Hop: Kode Kemasan Batch Onhand GIT Nama Produk Expired Datesuamiistri apotekerNo ratings yet
- Line6 Spider IV 3012 Schematic and BOMDocument8 pagesLine6 Spider IV 3012 Schematic and BOMFrancisco Perez0% (2)
- Techweld BrochureDocument12 pagesTechweld BrochurekratingdiengNo ratings yet
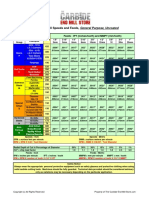
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- 6061 Aluminum Plate SuppliersDocument12 pages6061 Aluminum Plate Supplierssanghvi overseas incNo ratings yet
- ICp PerkinDocument4 pagesICp PerkinLeila EspinosaNo ratings yet
- Material PricesDocument5 pagesMaterial PricesAzel GarciaNo ratings yet
- Consumbles Aug-22Document5 pagesConsumbles Aug-22engineeringNo ratings yet
- VT Stolz l1102 Sec 08Document4 pagesVT Stolz l1102 Sec 08trungNo ratings yet
- KA4401-054-25list of General Tools and Fittings For MachinerDocument18 pagesKA4401-054-25list of General Tools and Fittings For MachinerLuận NguyễnNo ratings yet
- SMC Steel Cal IFlr SlabDocument10 pagesSMC Steel Cal IFlr SlabAnonymous 1uGSx8bNo ratings yet
- SFM Formulae Chart 2Document2 pagesSFM Formulae Chart 2Carlos Gabriel PensamientoNo ratings yet
- Equipment List Rev.02Document1 pageEquipment List Rev.02khuzafaNo ratings yet
- ATI Other Products 2009 PDFDocument13 pagesATI Other Products 2009 PDFinammurad12No ratings yet
- Book 1Document4 pagesBook 1Kalpeshkumar PatelNo ratings yet
- BobTail Fastener Pressure Chart - InchDocument8 pagesBobTail Fastener Pressure Chart - Incherick montesNo ratings yet
- Compression: Tu Ty Cy UuDocument4 pagesCompression: Tu Ty Cy UuJohn CharlesNo ratings yet
- Cast Iron Welding AlloysDocument4 pagesCast Iron Welding AlloysKhin Aung ShweNo ratings yet
- Drill Speed ChartDocument2 pagesDrill Speed ChartArmySGT100% (1)
- Canvass For Sir EugeneDocument2 pagesCanvass For Sir Eugenefyrelyn.pdgraceNo ratings yet
- Paper+Cutting+Knives+englDocument23 pagesPaper+Cutting+Knives+englbelan_80No ratings yet
- Tungsten Carbide Mill Rolls and Guide RollersDocument2 pagesTungsten Carbide Mill Rolls and Guide RollersQuy SopNo ratings yet
- SSM Crno Prst.Document35 pagesSSM Crno Prst.Agnihotri VikasNo ratings yet
- Dewalt Sanding and Grinding SupplyDocument16 pagesDewalt Sanding and Grinding Supplyzexi84No ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Instructor: Training GuideDocument1 pageInstructor: Training GuideluisNo ratings yet
- Setup & Operate CNC Mill Lesson 2-No GraphicsDocument24 pagesSetup & Operate CNC Mill Lesson 2-No GraphicsluisNo ratings yet
- Tecnical Report Prom EDM Machine English PDFDocument1 pageTecnical Report Prom EDM Machine English PDFluisNo ratings yet
- Tecnical Report Prom EDM Machine EnglishDocument1 pageTecnical Report Prom EDM Machine EnglishluisNo ratings yet
- 2 FB 450 600MC Bedienung Sin828D enDocument30 pages2 FB 450 600MC Bedienung Sin828D enluisNo ratings yet
- Manual Prompt ErosionDocument118 pagesManual Prompt Erosionluis100% (1)