You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- COLLINS - MFD 85 CorretoDocument131 pagesCOLLINS - MFD 85 CorretoIndiomarcio Ghelardi100% (2)
- Buy Spotify PlaysDocument3 pagesBuy Spotify PlaysBuy Spotify PlaysNo ratings yet
- Flare Tip and Ignition PackageDocument8 pagesFlare Tip and Ignition Packageemartinez_bernal5989100% (2)
- A Pi 510 External Inspection Checklist SampleDocument3 pagesA Pi 510 External Inspection Checklist SampleMetallurgist007100% (3)
- Smart Inventory Management System: OPUS Open Portal To University ScholarshipDocument23 pagesSmart Inventory Management System: OPUS Open Portal To University ScholarshipLalit Chikte100% (1)
- Direct Broadcast Satellite (DBS) Television SystemsDocument6 pagesDirect Broadcast Satellite (DBS) Television SystemsThu PhạmNo ratings yet
- QuizDocument5 pagesQuizHersy Marie Azores GarayNo ratings yet
- GE - gl314 Installation Manual PDFDocument208 pagesGE - gl314 Installation Manual PDFJEFFERSON ALEJANDRO MURILLO CAPERA100% (3)
- SAP Adapter For WM SCPP Integration White Paper 2014Document10 pagesSAP Adapter For WM SCPP Integration White Paper 2014Alejandro SaavedraNo ratings yet
- Rotary DryerDocument12 pagesRotary DryerImam Baliqin100% (1)
- Disposition StockDocument4 pagesDisposition StockEnd LabNo ratings yet
- Test MethodDocument4 pagesTest MethodEnd LabNo ratings yet
- Standards ReferenceDocument4 pagesStandards ReferenceEnd LabNo ratings yet
- Nde CouplingDocument4 pagesNde CouplingEnd LabNo ratings yet
- INSPECCIÓNDocument4 pagesINSPECCIÓNEnd LabNo ratings yet
- TOLERANCIASDocument3 pagesTOLERANCIASEnd LabNo ratings yet
- Measurement ImperfectionsDocument5 pagesMeasurement ImperfectionsEnd LabNo ratings yet
- Manufacture ProcessDocument3 pagesManufacture ProcessEnd LabNo ratings yet
- DIAMETROSDocument4 pagesDIAMETROSEnd LabNo ratings yet
- Diameter TubeDocument8 pagesDiameter TubeEnd LabNo ratings yet
- Information To Be SuppliedDocument7 pagesInformation To Be SuppliedEnd LabNo ratings yet
- Operation Manual 2100Document18 pagesOperation Manual 2100End LabNo ratings yet
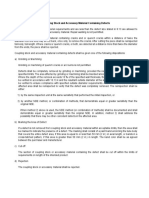
- Tubing and CasingDocument10 pagesTubing and CasingEnd LabNo ratings yet
- Novotest ProbeDocument2 pagesNovotest ProbeEnd LabNo ratings yet
- Instruction IplexDocument208 pagesInstruction IplexEnd LabNo ratings yet
- Explosives-Detection Systems: Configuration Management and Performance Verification ofDocument20 pagesExplosives-Detection Systems: Configuration Management and Performance Verification ofbernardinodinoNo ratings yet
- It Despiece JBMDocument44 pagesIt Despiece JBMcessione attivitàNo ratings yet
- Dead Weight TesterDocument5 pagesDead Weight Testersanjaysingh2013100% (3)
- Huawei ESpace U1911 Unified Gateway DatasheetDocument4 pagesHuawei ESpace U1911 Unified Gateway DatasheetCeliz NoeNo ratings yet
- Programming With Sci LabDocument25 pagesProgramming With Sci LabSopna BalakrishnanNo ratings yet
- Hot Rolled Products Biz: Samsung C&T CorporationDocument18 pagesHot Rolled Products Biz: Samsung C&T CorporationGuntur PSNo ratings yet
- Kioti Daedong CX2510 (H), CX2510 (H) (N) - EU Tractors Service ManualDocument19 pagesKioti Daedong CX2510 (H), CX2510 (H) (N) - EU Tractors Service ManualLisakolyNo ratings yet
- ZARA - MITE Group 3Document15 pagesZARA - MITE Group 3Karina Permata SariNo ratings yet
- 216MHS6W: General InformationDocument3 pages216MHS6W: General Informationsrikanth NakkaNo ratings yet
- FishFinder PDFDocument4 pagesFishFinder PDFdanieligpNo ratings yet
- Visual Literacy PresentationDocument18 pagesVisual Literacy PresentationFarhan Zafar ShahNo ratings yet
- Effect of Cyclic Loading On Flexural Behaviour of FRP Strengthened RC Beams: A Stability Point ApproachDocument18 pagesEffect of Cyclic Loading On Flexural Behaviour of FRP Strengthened RC Beams: A Stability Point ApproachTam LamNo ratings yet
- Mult Gas Dector Portable ALTAIR 5X - ALTAIR 5X IR Operating Manual - GB PDFDocument82 pagesMult Gas Dector Portable ALTAIR 5X - ALTAIR 5X IR Operating Manual - GB PDFAnonymous TG7Ss76D0KNo ratings yet
- SOLiD Technical NoteDocument24 pagesSOLiD Technical NoteJhon GrandezNo ratings yet
- Condenser BRCQ0241BDDocument4 pagesCondenser BRCQ0241BDaligator98No ratings yet
- Indonesian Government Knowledge ManagementDocument5 pagesIndonesian Government Knowledge ManagementHaldamir YavetilNo ratings yet
- 3D PrintingDocument23 pages3D PrintingSrijan Upadhyay100% (1)
- 9-0-SP1 Implementing E-Form Support For BPMDocument54 pages9-0-SP1 Implementing E-Form Support For BPMSrinu RayalaNo ratings yet
- "HD PROTAB" Professional Broadcast HD AnalyzerDocument16 pages"HD PROTAB" Professional Broadcast HD AnalyzererdemsecenNo ratings yet