You might also like
- Handbook of Heating, Ventilating and Air ConditioningFrom EverandHandbook of Heating, Ventilating and Air ConditioningRating: 4 out of 5 stars4/5 (6)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualFrom EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Artigo Patologias Nas Estruturas de Concreto ArmadoDocument28 pagesArtigo Patologias Nas Estruturas de Concreto ArmadoWildney Santos de Almeida Jr.No ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Circulating Fluidized Bed Boilers: Design and OperationsFrom EverandCirculating Fluidized Bed Boilers: Design and OperationsRating: 4.5 out of 5 stars4.5/5 (6)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Engineering: Facts, Fiction and FablesFrom EverandProcess Engineering: Facts, Fiction and FablesRating: 3 out of 5 stars3/5 (2)
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- GTD 450 Gas Turbine MaterialDocument12 pagesGTD 450 Gas Turbine MaterialJJNo ratings yet
- Weld Repair of GTD 111 SuperalloyDocument10 pagesWeld Repair of GTD 111 SuperalloyJJNo ratings yet
- Case Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferFrom EverandCase Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferRating: 5 out of 5 stars5/5 (2)
- Nimonic Alloy 263Document12 pagesNimonic Alloy 263JJNo ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Technical Information Letter: Dangers of Bearing RefurbishmentDocument7 pagesTechnical Information Letter: Dangers of Bearing RefurbishmentJJNo ratings yet
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4.5 out of 5 stars4.5/5 (14)
- Lavado de Manos QuirúrgicoDocument4 pagesLavado de Manos QuirúrgicoDanitza Mayli Bernabe HuamanNo ratings yet
- Boeing 737 MaxDocument2 pagesBoeing 737 MaxJJ0% (1)
- 12000270-HA-Refurbishment of Fr-5 GTG Spares - Job Scope - AnnexureDocument4 pages12000270-HA-Refurbishment of Fr-5 GTG Spares - Job Scope - AnnexureJJNo ratings yet
- Rim and Face AlignmentDocument4 pagesRim and Face AlignmentJJNo ratings yet
- The Steam Engine and Turbine - A Text Book for Engineering CollegesFrom EverandThe Steam Engine and Turbine - A Text Book for Engineering CollegesNo ratings yet
- Cholorobenzene ProductionDocument32 pagesCholorobenzene ProductionAntarim Dutta85% (13)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantFrom EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNo ratings yet
- Process Heat Transfer: Principles, Applications and Rules of ThumbFrom EverandProcess Heat Transfer: Principles, Applications and Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (11)
- Mechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionFrom EverandMechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionA. SherryRating: 4 out of 5 stars4/5 (5)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Analysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesFrom EverandAnalysis of Engineering Cycles: Thermodynamics and Fluid Mechanics SeriesRating: 3 out of 5 stars3/5 (1)
- Working Guide to Petroleum and Natural Gas Production EngineeringFrom EverandWorking Guide to Petroleum and Natural Gas Production EngineeringRating: 5 out of 5 stars5/5 (2)
- Turbulence and Molecular Processes in CombustionFrom EverandTurbulence and Molecular Processes in CombustionT. TakenoNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingFrom EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNo ratings yet
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- Lufkin Gear Operation & Maintenance ManualDocument43 pagesLufkin Gear Operation & Maintenance ManualJJNo ratings yet
- F6FA 2019 Conference Program V8Document4 pagesF6FA 2019 Conference Program V8JJ100% (1)
- A 403 PDFDocument7 pagesA 403 PDFJJNo ratings yet
- In 738 Alloy Strain CharacteristicsDocument7 pagesIn 738 Alloy Strain CharacteristicsJJNo ratings yet
- 7EA Experience With Water Cooled Liquid FuelDocument5 pages7EA Experience With Water Cooled Liquid FuelJJNo ratings yet
- GTD 111 AlloyDocument7 pagesGTD 111 AlloyJJNo ratings yet
- Frame 5001 Operation DetailsDocument1 pageFrame 5001 Operation DetailsJJNo ratings yet
- GTD 444 Material Gas TurbineDocument15 pagesGTD 444 Material Gas TurbineJJNo ratings yet
- FSX 414 Cobalt Base SuperalloyDocument4 pagesFSX 414 Cobalt Base SuperalloyJJNo ratings yet
- Wind PowerDocument1 pageWind PowerJJNo ratings yet
- Dhi-Qar Combined Cycle Gas Turbine Power Plant Project: Environmental and Social Impact Assessment (Esia) ReportDocument288 pagesDhi-Qar Combined Cycle Gas Turbine Power Plant Project: Environmental and Social Impact Assessment (Esia) ReportJJ100% (1)
- From Concept To ConstructionDocument9 pagesFrom Concept To ConstructionJJNo ratings yet
- Nickel Base Alloy GTD 222Document2 pagesNickel Base Alloy GTD 222JJNo ratings yet
- Types of Renewable Energy: What Is Renewable Energy and How Does It Work?Document3 pagesTypes of Renewable Energy: What Is Renewable Energy and How Does It Work?JJNo ratings yet
- GAS TURBINE PARTS OPERATING LIFE - Compressed PDFDocument1 pageGAS TURBINE PARTS OPERATING LIFE - Compressed PDFJJNo ratings yet
- Turbofan EngineDocument1 pageTurbofan EngineJJNo ratings yet
- GAS TURBINE PARTS OPERATING LIFE - Compressed PDFDocument1 pageGAS TURBINE PARTS OPERATING LIFE - Compressed PDFJJNo ratings yet
- Mechanical VibrationsDocument29 pagesMechanical VibrationsJuan Jose0% (1)
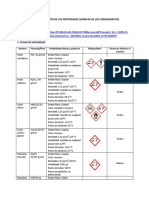
- Preinforme Reconocimiento de Las Propiedades Químicas de Los CarbohidratosDocument8 pagesPreinforme Reconocimiento de Las Propiedades Químicas de Los CarbohidratosBrigith quirogaNo ratings yet
- Cargas Que Actúan Sobre Los Muros de SostenimientoDocument6 pagesCargas Que Actúan Sobre Los Muros de SostenimientoEvelin Gutierrez TorresNo ratings yet
- Electrones de ValenciaDocument4 pagesElectrones de ValenciaStephanie BalcedoNo ratings yet
- P7 Cinetica Oxidacion de Etanol Por CrVIDocument9 pagesP7 Cinetica Oxidacion de Etanol Por CrVIDani FP100% (1)
- Norma Interna de Calidad Agua Potable de OSEDocument6 pagesNorma Interna de Calidad Agua Potable de OSElourdes vasquezNo ratings yet
- 1 Génesis Del SueloDocument69 pages1 Génesis Del SueloRenán GarciaNo ratings yet
- Depósitos de ETRDocument8 pagesDepósitos de ETRJosé Patricio Ortega RojasNo ratings yet
- Opito International Er Guidelines Spanish PDFDocument68 pagesOpito International Er Guidelines Spanish PDFalonso_rNo ratings yet
- Ficha Tecnica Multirae ProDocument2 pagesFicha Tecnica Multirae ProJUAN MORELYNo ratings yet
- Proyecto Integrador.c1 6 AbDocument15 pagesProyecto Integrador.c1 6 AbAngel HernandezNo ratings yet
- Practica Faro Clasificacion de La MateriaDocument12 pagesPractica Faro Clasificacion de La MateriaGERARDO MORA ROJASNo ratings yet
- Elasticidad de Un Resorte Informe de FisicaDocument23 pagesElasticidad de Un Resorte Informe de FisicaDayner Alfredo Amante TorresNo ratings yet
- Grade Engenharia QuímicaDocument6 pagesGrade Engenharia QuímicaEunice VieiraNo ratings yet
- Cromatografía de Gases PPT UptlaxDocument8 pagesCromatografía de Gases PPT UptlaxAxel LopezNo ratings yet
- Cimentos OdontologicosDocument1 pageCimentos OdontologicosDayane CristoNo ratings yet
- 5.2. Seleccion de CasingDocument45 pages5.2. Seleccion de CasingSergio García100% (1)
- Tiempo de GelacionDocument4 pagesTiempo de GelacionAngelaNo ratings yet
- Válvula de Bola SaidiDocument200 pagesVálvula de Bola SaidiFernando MANo ratings yet
- Experimento TripDocument2 pagesExperimento TripjosueNo ratings yet
- DWF 406Document7 pagesDWF 406Chris BöckNo ratings yet
- Formato Registro Ingreso de FrutasDocument4 pagesFormato Registro Ingreso de Frutasevann gomezNo ratings yet
- Schüttwinkel MineraldüngerDocument3 pagesSchüttwinkel MineraldüngerMarkus AichingerNo ratings yet
- TOA PH TransmitterDocument4 pagesTOA PH TransmitterTuanNo ratings yet
- Tema 12.propiedades Coligativas de Las DisolucionesDocument43 pagesTema 12.propiedades Coligativas de Las Disoluciones7r4fnmgdxpNo ratings yet
- Proper Handling Household MaterialsDocument16 pagesProper Handling Household MaterialsCharm Velasco100% (1)
- Propiedades de Los PrecipitadosDocument13 pagesPropiedades de Los PrecipitadosRicardo Mena50% (4)