You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Mdpe 3305MQDocument2 pagesMdpe 3305MQHữu LộcNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Lldpe FN810 (Octeno Sin Slip)Document2 pagesLldpe FN810 (Octeno Sin Slip)Hữu LộcNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 5 - Effects of Anti - Block - PPA - FINAL - 2016Document14 pages5 - Effects of Anti - Block - PPA - FINAL - 2016Hữu LộcNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- VaT 2018 3 3Document11 pagesVaT 2018 3 3Hữu LộcNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Troisi Et Al EPJ 2015Document33 pagesTroisi Et Al EPJ 2015Hữu LộcNo ratings yet
- Polímeros: Ciência e Tecnologia 1678-5169Document10 pagesPolímeros: Ciência e Tecnologia 1678-5169Hữu LộcNo ratings yet
- F Introduction To Fabrication TechniquesDocument42 pagesF Introduction To Fabrication TechniquesHữu LộcNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Effect of Lamellar Microstructure On The Permeability of PolyethyDocument90 pagesEffect of Lamellar Microstructure On The Permeability of PolyethyHữu LộcNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) ComponentsDocument34 pagesAirbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Componentsolegprikhodko2809No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Astm D2563-08Document24 pagesAstm D2563-08Dalton Jay Casila100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- WPP FabricspressDocument18 pagesWPP FabricspressAkhil SinghNo ratings yet
- Summer Internship Project On Durian Laminates PDFDocument82 pagesSummer Internship Project On Durian Laminates PDFShubham MittalNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Xyron 510 Creative Station Laminator Users GuideDocument3 pagesXyron 510 Creative Station Laminator Users GuideChelsie WarrenNo ratings yet
- Company Profile FinalDocument11 pagesCompany Profile FinalLinesh BabariyaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Furniture BOQDocument21 pagesFurniture BOQabasNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Project ReportDocument61 pagesProject Reportjeetto75% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Strip PlankingDocument5 pagesStrip PlankingJoao CalinhoNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
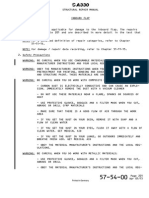
- 57-54!00!201 A330 - Inboard Flap RT RepairDocument137 pages57-54!00!201 A330 - Inboard Flap RT RepairGeraldo Pires Júnior100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- En 13121-3 (2016) (E)Document10 pagesEn 13121-3 (2016) (E)jasonNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Slitting Job ResponsibilitiesDocument4 pagesSlitting Job ResponsibilitiesMATTHEW MUNGAINo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Visual Aid TemplatesDocument38 pagesVisual Aid TemplatesomayaNo ratings yet
- 03 - NFAF - AcousticDocument4 pages03 - NFAF - AcousticRAMI HAMADNo ratings yet
- RPT - 20 - 08 - LomDocument27 pagesRPT - 20 - 08 - LomfamilyumaNo ratings yet
- Kuraray PUMMEL Book LowDocument16 pagesKuraray PUMMEL Book LowAlfaro ArrietaNo ratings yet
- IS 7903 StandardsDocument14 pagesIS 7903 StandardsCHIRAG PATELNo ratings yet
- Aerospace Material Specification: Shim Stock, LaminatedDocument12 pagesAerospace Material Specification: Shim Stock, LaminatedmmrNo ratings yet
- Fusetex Rubber Bonding ProcessDocument23 pagesFusetex Rubber Bonding ProcessA31fordNo ratings yet
- E 215 Self Stick Pipe MarkerDocument2 pagesE 215 Self Stick Pipe MarkerGautam SawhneyNo ratings yet
- Msra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002Document71 pagesMsra For GRP Piping Installtion in Ro Plant: AE004-S3TU-MS-0002adnan hanifNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Main Types of ThinFlex Materials For Flex BoardDocument4 pagesMain Types of ThinFlex Materials For Flex BoardjackNo ratings yet
- Laminated Thermosetting Materials: Standard Specification ForDocument34 pagesLaminated Thermosetting Materials: Standard Specification ForROHITNo ratings yet
- Estimating The Percentage of Wood Failure in Adhesive Bonded JointsDocument4 pagesEstimating The Percentage of Wood Failure in Adhesive Bonded Jointsارفع راسك فوق انت يمنيNo ratings yet
- Wall FinishesDocument21 pagesWall FinisheslavekushNo ratings yet
- 4AV.3.24 PaperDocument4 pages4AV.3.24 Papermohammed umarNo ratings yet
- Inspection Report-Hdpec BlankDocument2 pagesInspection Report-Hdpec BlankJoseph Perez100% (1)
- Ftpi RP T 95 1Document8 pagesFtpi RP T 95 1Amanda Williams HensleyNo ratings yet
- Adhesive Transfer Tapes With Adhesive 300Document6 pagesAdhesive Transfer Tapes With Adhesive 300Tommy JonceNo ratings yet
- State Wise Sales Analysis - GSNDocument22 pagesState Wise Sales Analysis - GSNPriyankaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)