You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument8 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsMahsaNo ratings yet
- 08.COSHH RegisterDocument38 pages08.COSHH RegisterRichu Pali100% (1)
- Piping Progress Measurement (In Dia and in Meter)Document6 pagesPiping Progress Measurement (In Dia and in Meter)bumkj100% (1)
- BS en 12540-2000 PDFDocument26 pagesBS en 12540-2000 PDFpham khietNo ratings yet
- Fabrication Manual ThermoformingDocument100 pagesFabrication Manual ThermoformingHà Văn TúNo ratings yet
- Title NO. Material Q'Ty Sgrface Treatment Remark 1 - Heat TreatmentDocument1 pageTitle NO. Material Q'Ty Sgrface Treatment Remark 1 - Heat TreatmentHà Văn TúNo ratings yet
- Coc DC MarkingDocument1 pageCoc DC MarkingHà Văn TúNo ratings yet
- Cps-03-Tam Lap LCDDocument1 pageCps-03-Tam Lap LCDHà Văn TúNo ratings yet
- Title NO. Material Q'Ty Sgrface Treatment Remark 1 - Heat TreatmentDocument1 pageTitle NO. Material Q'Ty Sgrface Treatment Remark 1 - Heat TreatmentHà Văn TúNo ratings yet
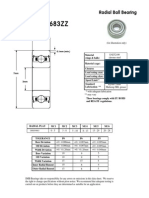
- Part Number: 683ZZ: SMB Bearings Radial Ball BearingDocument1 pagePart Number: 683ZZ: SMB Bearings Radial Ball BearingHà Văn TúNo ratings yet
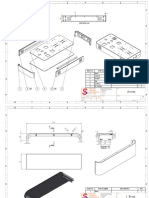
- Assembly DrawingDocument7 pagesAssembly DrawingHà Văn TúNo ratings yet
- Catia v6 2012x Installation GuideDocument13 pagesCatia v6 2012x Installation GuideShirley MansonNo ratings yet
- Volvo Group Metallic Materials Conversion List 2019Document90 pagesVolvo Group Metallic Materials Conversion List 2019thisisjineshNo ratings yet
- BW FOX+EV+Pipe EN 2019 GL 232 PreviewDocument2 pagesBW FOX+EV+Pipe EN 2019 GL 232 Previewtan yahyaNo ratings yet
- MS Project 2013Document42 pagesMS Project 2013jasekan.dcNo ratings yet
- Al Chris BoqDocument35 pagesAl Chris BoqYhan SaludoNo ratings yet
- Biil of Quantity - Option I: Project: Residence Location: Canggu Kuta - BaliDocument23 pagesBiil of Quantity - Option I: Project: Residence Location: Canggu Kuta - BaliArmida ShareNo ratings yet
- Beechwood Primary School Structural CalculationsDocument28 pagesBeechwood Primary School Structural CalculationsRonnie SmithNo ratings yet
- Structural PathologyDocument12 pagesStructural PathologyAndres ForeroNo ratings yet
- List of Qualified WeldersDocument3 pagesList of Qualified WeldersRaghavan VenkatramanNo ratings yet
- Sika Waterbars PDFDocument5 pagesSika Waterbars PDFAnonymous wXNVIXbUNo ratings yet
- API 607 and 6FA Fire Tested ValvesDocument4 pagesAPI 607 and 6FA Fire Tested ValvesKajer quemarNo ratings yet
- Light Weight Concrete Modular ConstructionDocument10 pagesLight Weight Concrete Modular ConstructionMohammad AshifNo ratings yet
- Basf Masterseal 725hc TdsDocument2 pagesBasf Masterseal 725hc TdsshashiNo ratings yet
- 2 ND Lot: Construction of 3 Offices Bloc With 1 Library and Installation of 2 Water Plastic Tanks For Rain Water CollectionDocument6 pages2 ND Lot: Construction of 3 Offices Bloc With 1 Library and Installation of 2 Water Plastic Tanks For Rain Water Collectionnshutiyimana valensNo ratings yet
- Valve: From Wikipedia, The Free EncyclopediaDocument12 pagesValve: From Wikipedia, The Free EncyclopediaAVINASHRAJNo ratings yet
- Catalog CoreDrillDocument16 pagesCatalog CoreDrillgeologerNo ratings yet
- Fuel Pipe - Fuel TankDocument2 pagesFuel Pipe - Fuel TankPower MobileNo ratings yet
- Cement and Steel Rates For The Month of September 2013Document1 pageCement and Steel Rates For The Month of September 2013Guru PrasadNo ratings yet
- Cabstrut Price List March 2014Document48 pagesCabstrut Price List March 2014maxmorekNo ratings yet
- Detailed Cost Breakdown for Irrigation Department Building ProjectDocument7 pagesDetailed Cost Breakdown for Irrigation Department Building ProjectMariam MustafaNo ratings yet
- Ymphony: Beyond EleganceDocument6 pagesYmphony: Beyond Elegancejcc3417No ratings yet
- Bandarban Site RevisedDocument70 pagesBandarban Site RevisedmehediNo ratings yet
- Gna 7089Document84 pagesGna 7089intesabNo ratings yet
- Occidental Mindoro State College: Punch List Report No. 7Document3 pagesOccidental Mindoro State College: Punch List Report No. 7Mark Stephen FelipeNo ratings yet
- Mirrax Esr Heat Treatm - RecDocument4 pagesMirrax Esr Heat Treatm - RechamidharvardNo ratings yet
- Comparative Study of Epoxy and Polyester Resin-Based Polymer ConcreteDocument7 pagesComparative Study of Epoxy and Polyester Resin-Based Polymer Concretemohamadi42No ratings yet
- Measuring Concrete Work 1Document19 pagesMeasuring Concrete Work 1Akbar RafeekNo ratings yet