You might also like
- Rexroth Hd2 ControlairDocument15 pagesRexroth Hd2 ControlairRafaelNo ratings yet
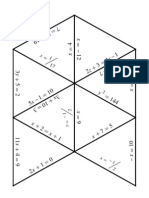
- Algebra1 Review PuzzleDocument3 pagesAlgebra1 Review PuzzleNicholas Yates100% (1)
- Fuses f150Document7 pagesFuses f150ORLANDONo ratings yet
- Spying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)Document230 pagesSpying From Space - Constructing America's Satellite Command and Control Systems (PDFDrive)MohammadNo ratings yet
- Book - Sefer Yetzira - Book of Creation - Free KabbalahDocument3 pagesBook - Sefer Yetzira - Book of Creation - Free KabbalahJoshuaNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Stability Analysis of Cut Slopes Using Empirical, Kinematical, Numerical and Limit Equilibrium MethodsDocument27 pagesStability Analysis of Cut Slopes Using Empirical, Kinematical, Numerical and Limit Equilibrium MethodsBYRON BRAVONo ratings yet
- How To Formulate An Effective Ore Comminution Characterization ProgramDocument24 pagesHow To Formulate An Effective Ore Comminution Characterization ProgramRenzo Pinto Muñoz100% (1)
- Interpretation of Pressuremeter Tests in Rock: Conference PaperDocument13 pagesInterpretation of Pressuremeter Tests in Rock: Conference PaperPraveen RanaNo ratings yet
- SGS MIN TP2011 08 SAG Mill Testing For Ore GrindabilityDocument10 pagesSGS MIN TP2011 08 SAG Mill Testing For Ore GrindabilityPia LoisNo ratings yet
- AXB JK Reliability-of-Some-Ore-Characterization-Tests PDFDocument22 pagesAXB JK Reliability-of-Some-Ore-Characterization-Tests PDFrodrigoalcainoNo ratings yet
- What Can Go Wrong in Comminution Circuit Design?: January 2009Document8 pagesWhat Can Go Wrong in Comminution Circuit Design?: January 2009souzabaiano2No ratings yet
- Kahraman-Kilic2020 Article EvaluationOfEmpiricalApproacheDocument9 pagesKahraman-Kilic2020 Article EvaluationOfEmpiricalApproacheDiallo saidouNo ratings yet
- Calibration of Methods For Designing Large-Diameter Bored Piles: Ultimate Limit StateDocument13 pagesCalibration of Methods For Designing Large-Diameter Bored Piles: Ultimate Limit StateBalajiNo ratings yet
- Rock Fragmentation Prediction Using Kuz-Ram Model: January 2018Document7 pagesRock Fragmentation Prediction Using Kuz-Ram Model: January 2018diegoNo ratings yet
- Reliability of Axial Pile Capacity Calculation Methods: Canadian Geotechnical Journal January 2013Document9 pagesReliability of Axial Pile Capacity Calculation Methods: Canadian Geotechnical Journal January 2013Pushpendra BhardwajNo ratings yet
- What Can Go Wrong in Comminution Circuit DesignDocument8 pagesWhat Can Go Wrong in Comminution Circuit DesignAdilene LaresNo ratings yet
- What Can Go Wrong in Comminution Circuit DesignDocument7 pagesWhat Can Go Wrong in Comminution Circuit DesignMarionNo ratings yet
- RockFragmentationPredictionusingKuz RamModelDocument7 pagesRockFragmentationPredictionusingKuz RamModelFikri RachmandaNo ratings yet
- Impact of ROM PSD in Crushing and Grinding Circuit Throughput FinalDocument10 pagesImpact of ROM PSD in Crushing and Grinding Circuit Throughput FinalDiego Araya HernándezNo ratings yet
- Impulse Hammer TechniqueDocument13 pagesImpulse Hammer TechniqueBaraNo ratings yet
- Comparison Between CSM and NTH Hard Rock TBM PerfoDocument12 pagesComparison Between CSM and NTH Hard Rock TBM PerfoGeopatarecaNo ratings yet
- 2015 ANZ Lacey Look Characteristic ValuesDocument9 pages2015 ANZ Lacey Look Characteristic ValuesNitaiGauranga108No ratings yet
- A Review of 2004 Austroads Rigid Pavement Design: January 2006Document18 pagesA Review of 2004 Austroads Rigid Pavement Design: January 2006Bakhtiyar Q.KhawajaNo ratings yet
- Evaluation of The Relationships Among Drilling Rate Index (DRI), Mechanical Properties, Cerchar Abrasivity Index and Specific Energy For RocksDocument15 pagesEvaluation of The Relationships Among Drilling Rate Index (DRI), Mechanical Properties, Cerchar Abrasivity Index and Specific Energy For RocksKumar RamNo ratings yet
- VNITNagpur2020 ReviewofFragmentationPredictionModelsDocument10 pagesVNITNagpur2020 ReviewofFragmentationPredictionModelsAldijana SehicNo ratings yet
- 6-Stephen Morrell Global Trends in Ore HardnessDocument25 pages6-Stephen Morrell Global Trends in Ore HardnessJUAN DIEGO FALCON CHURANo ratings yet
- Self Compacting ConcreteDocument9 pagesSelf Compacting ConcreteSiva KrishnaNo ratings yet
- Comparison of Rock Toughness Measurement Methods For Hydraulic Fracturing - A Research Note (#1419495) - 3658827Document6 pagesComparison of Rock Toughness Measurement Methods For Hydraulic Fracturing - A Research Note (#1419495) - 3658827BilgiNo ratings yet
- Journal of Rock Mechanics and Geotechnical EngineeringDocument13 pagesJournal of Rock Mechanics and Geotechnical EngineeringYan Romulo Ribeiro OliveiraNo ratings yet
- IRC3Document13 pagesIRC3Arjun DixitNo ratings yet
- Jurnal Vlastimil Bilek 2015 - Development of Alkali Activated ConcreteDocument5 pagesJurnal Vlastimil Bilek 2015 - Development of Alkali Activated ConcreteAlviona KabanNo ratings yet
- Volume Based Closed-Cycle Hardgrove Grindability MDocument10 pagesVolume Based Closed-Cycle Hardgrove Grindability MForspams SpamNo ratings yet
- Effect of Triaxial Specimen Size On Engineering deDocument18 pagesEffect of Triaxial Specimen Size On Engineering deUdo SantosNo ratings yet
- Evaluation of Methods Used To Quantify The Durability of Coal-Biomass BriquettesDocument11 pagesEvaluation of Methods Used To Quantify The Durability of Coal-Biomass BriquettesChanaNo ratings yet
- Comparitive Study On Strength of Geopolymerized Dredged Sea Sand On Tetrapods For The Application in Coastal RegionDocument49 pagesComparitive Study On Strength of Geopolymerized Dredged Sea Sand On Tetrapods For The Application in Coastal RegionVinod RajNo ratings yet
- International Journal of Rock Mechanics & Mining SciencesDocument9 pagesInternational Journal of Rock Mechanics & Mining SciencesAhmed GharbiNo ratings yet
- Cuttings-Test Method For Predicting Rock StrengthDocument6 pagesCuttings-Test Method For Predicting Rock StrengthAryo KamandanuNo ratings yet
- Assessing Rock Compressive Strength and Predicting Formation Drillability Using Sonic, Gamma & Density LogsDocument7 pagesAssessing Rock Compressive Strength and Predicting Formation Drillability Using Sonic, Gamma & Density Logsflasher_for_nokiaNo ratings yet
- Open-Ended Experiment: Rock Mechanics (2G4) Students Pack + Test Manual (2G4-1, 2G4-2, 2G4-3) + Assessment RubricsDocument17 pagesOpen-Ended Experiment: Rock Mechanics (2G4) Students Pack + Test Manual (2G4-1, 2G4-2, 2G4-3) + Assessment RubricsFendy Royn100% (1)
- Rai (Rock Abrasivity Index)Document9 pagesRai (Rock Abrasivity Index)JonathanNo ratings yet
- Nusitetal 2015Document9 pagesNusitetal 2015LZfPQ TestsNo ratings yet
- Dynamic Analysis of Heavy Equipment Mounted On Steel Skid FoundationsDocument11 pagesDynamic Analysis of Heavy Equipment Mounted On Steel Skid FoundationsSagar M JadhavNo ratings yet
- Are SAG Mills Losing Market Confidence?: September 2015Document18 pagesAre SAG Mills Losing Market Confidence?: September 2015José Helí Vallejos CoronadoNo ratings yet
- EUROCK2015 Pausz Nowotny JungDocument7 pagesEUROCK2015 Pausz Nowotny Jungdwi adliNo ratings yet
- Paper Hagan VariabilityDocument7 pagesPaper Hagan VariabilityPradhith KattaNo ratings yet
- 2018 Stauder Diss Paper 1 BendingtestDocument10 pages2018 Stauder Diss Paper 1 BendingtestTalha Nibras AliNo ratings yet
- 1 ResatUlusay - Keynote - ICGE'20 - TunusiaDocument11 pages1 ResatUlusay - Keynote - ICGE'20 - TunusiaRafik SaadaNo ratings yet
- Comparison Between CSM and NTH Hard Rock TBM PerfoDocument12 pagesComparison Between CSM and NTH Hard Rock TBM PerfoLuca BrandiNo ratings yet
- The Schmidt Hammer in Rock Material Characterization: Engineering Geology September 2005Document15 pagesThe Schmidt Hammer in Rock Material Characterization: Engineering Geology September 2005pankaj rawatNo ratings yet
- An Experimental Study Using Recycled Steel Fiber On Strength and Initial Surface Absorption of ConcreteDocument4 pagesAn Experimental Study Using Recycled Steel Fiber On Strength and Initial Surface Absorption of ConcreteEditor IJTSRDNo ratings yet
- Effective Evaluation of Shale Gas Reservoirs by Means of An IntegratedDocument25 pagesEffective Evaluation of Shale Gas Reservoirs by Means of An Integratedarafath007jamsbondNo ratings yet
- Investigation Into Laboratory Scale Tests For The Sizing of HPGRDocument19 pagesInvestigation Into Laboratory Scale Tests For The Sizing of HPGRNicolas PerezNo ratings yet
- Effect of Molding Parameters On Chemically Bonded Sand Mold PropertiesDocument8 pagesEffect of Molding Parameters On Chemically Bonded Sand Mold PropertiesDiditOctianoNo ratings yet
- OTC 26434 MS - SubmittalDocument21 pagesOTC 26434 MS - SubmittalMuhamad FarhanNo ratings yet
- Reducing Drill and Blast Cost Through Blast Optimisation - A Case StudyDocument10 pagesReducing Drill and Blast Cost Through Blast Optimisation - A Case StudyRodolfoNo ratings yet
- Interpretation of Pressuremeter Tests in Rock: Conference PaperDocument13 pagesInterpretation of Pressuremeter Tests in Rock: Conference PaperSergio glezNo ratings yet
- Impc2016 - Comminution Circuit Design ConsiderationsDocument13 pagesImpc2016 - Comminution Circuit Design ConsiderationsMarcos BuenoNo ratings yet
- Determination of Creep Behaviour of Concrete Made by Brick Chips in BangladeshDocument10 pagesDetermination of Creep Behaviour of Concrete Made by Brick Chips in BangladeshHomero VillarrealNo ratings yet
- An Experimental Study On Bond Strength of ReinforcDocument12 pagesAn Experimental Study On Bond Strength of ReinforcHafiz SaeedNo ratings yet
- Scaleup of Laboratory Measured Coal Permeability.: September 2008Document15 pagesScaleup of Laboratory Measured Coal Permeability.: September 2008Vinod KumarNo ratings yet
- 2012 ANZ Lacey Kemp SundaramDocument7 pages2012 ANZ Lacey Kemp SundaramVetriselvan ArumugamNo ratings yet
- Split Disk Test-CompositesDocument10 pagesSplit Disk Test-CompositeshoucinejNo ratings yet
- Determining Situ Deformation Modulus Using A Flexible Volumetric DilatometerDocument26 pagesDetermining Situ Deformation Modulus Using A Flexible Volumetric DilatometerelenaNo ratings yet
- FGDFDDocument10 pagesFGDFDFerdian SahputraNo ratings yet
- SE DP CX Procemin2015Document11 pagesSE DP CX Procemin2015Paulina Salgado De la ParraNo ratings yet
- GMJPaperDocument9 pagesGMJPaperPaulina Salgado De la ParraNo ratings yet
- Heavy Metal Pollution in Surface and Ground WatersDocument10 pagesHeavy Metal Pollution in Surface and Ground WatersPaulina Salgado De la ParraNo ratings yet
- Procemin Geomet 2017Document11 pagesProcemin Geomet 2017Paulina Salgado De la ParraNo ratings yet
- 2017PRM GMT CaseronesPaperDocument11 pages2017PRM GMT CaseronesPaperPaulina Salgado De la ParraNo ratings yet
- Metallurgical Testwork Demonstrates Low-Cost Crushing and Grinding Potential at Abujar Gold ProjectDocument20 pagesMetallurgical Testwork Demonstrates Low-Cost Crushing and Grinding Potential at Abujar Gold ProjectPaulina Salgado De la ParraNo ratings yet
- Fly Ash Characterization by SEM-EDSDocument8 pagesFly Ash Characterization by SEM-EDSPaulina Salgado De la ParraNo ratings yet
- Sem-Eds Dust Storm AustraliaDocument1 pageSem-Eds Dust Storm AustraliaPaulina Salgado De la ParraNo ratings yet
- 1.rle Rubrics For Case PresentationDocument2 pages1.rle Rubrics For Case PresentationKhristine EstosoNo ratings yet
- Anger Management: Gaurav Sharma 138Document21 pagesAnger Management: Gaurav Sharma 138gaurav_sharma_19900No ratings yet
- 12 ĀnurũpyenaDocument7 pages12 ĀnurũpyenashuklahouseNo ratings yet
- TCS3400 DS000411 4-00Document34 pagesTCS3400 DS000411 4-00Miguel_Angel92No ratings yet
- G20 SolutionDocument11 pagesG20 SolutionAbidemi Benjamen AttehNo ratings yet
- Research 9: Activity 4: Background of The StudyDocument7 pagesResearch 9: Activity 4: Background of The StudyPhilip AmelingNo ratings yet
- Bhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Document37 pagesBhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Anu RsNo ratings yet
- Evolution of Media INDUSTRIAL ERADocument16 pagesEvolution of Media INDUSTRIAL ERAAlec Ruht MasulaNo ratings yet
- Conquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmDocument144 pagesConquering College The Most Fun You Can Have Learning The Things You Need To Know NodrmVithorNo ratings yet
- Lithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileDocument29 pagesLithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileAbdiel MuñozNo ratings yet
- SH5108 - 5 Occupational Health ProgrammeDocument34 pagesSH5108 - 5 Occupational Health Programmetaaouicha mujahidNo ratings yet
- Law of DemandDocument16 pagesLaw of DemandARUN KUMARNo ratings yet
- Studi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoDocument9 pagesStudi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoAri WibowoNo ratings yet
- CHAPTER 2 - ALGEBRA (Latest)Document41 pagesCHAPTER 2 - ALGEBRA (Latest)FirdausNo ratings yet
- Nokia 2690 RM-635 Service ManualDocument18 pagesNokia 2690 RM-635 Service ManualEdgar Jose Aranguibel MorilloNo ratings yet
- Empowerment TechnologyDocument15 pagesEmpowerment Technologysxhan gwenNo ratings yet
- Examiners' Report Principal Examiner Feedback January 2018Document7 pagesExaminers' Report Principal Examiner Feedback January 2018WandaNo ratings yet
- Silenat Berhanu SimaDocument6 pagesSilenat Berhanu SimaSilenat BerhanuNo ratings yet
- Inglês - Degrees of ComparisonDocument4 pagesInglês - Degrees of ComparisonVersehgi IINo ratings yet
- Karyn Corbett Pedagogy Letter To SelfDocument2 pagesKaryn Corbett Pedagogy Letter To Selfapi-513861296No ratings yet
- Rivers and Their Origin (Top MCQ)Document24 pagesRivers and Their Origin (Top MCQ)Anil Yadav100% (1)
- Generic StructureDocument6 pagesGeneric StructureAndre AlvarezNo ratings yet
- PC-ABS Bayblend FR3010Document4 pagesPC-ABS Bayblend FR3010countzeroaslNo ratings yet
- LogDocument67 pagesLogRudhi Al GhaisanNo ratings yet
- THE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFDocument3 pagesTHE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFUjjwalNo ratings yet