etiyon 6 (2020) co4oss
lor
journal homepage: veww.cellcorheliyon
a
jew article
Design and capital cost optimisation of three-phase gravity separators ®
Soa
‘Tariq Ahmed®”, Paul A, Russell, Nura Makwashi", Faik Hamad”, Samantha Gooneratne”
{ eparmen of haa ant Pe Ege Unt Kar, Nie
» Sal of Camp ini nd Digi Then ele Unive
ARTICLE INFO ABSTRACT
omni
runic hes
‘The pce spatter
The separation of produced Rui ewer onee reaches the mace. Thi eparation i achiev in rity
separators. The design and sing of separator can be challenging dv fo the namber of factors involved
Injpoper separator design can btleneck and zed he prdueton of he ete fey This paper describes he
development ofa apt cont optimisation made for sizing three phae separators. The developed made ws
{GRG Nemtnear algorithms to determine the minimum cost score with the emsracton of harm sep
ators sbjet to four sts of contains. A mumerical suing example was solved to provide the details associated
‘rth the exdl and the ease with which parameters can be varied to suit the wer needs Final. a seeadet
‘comparison beowcen rests abtsined fom the developed mel and four other extant models is cried ot
‘sults indicated that the developed model pede results within an asolate car of HS in mas eae ad 3
‘maximum of £125" for ery high gas lows in comparison Io conventional models developed based on
‘tention ume theory.
1, Introduction
Over the years the composition of produced fluids has changed [1
‘This ean be atributed to inereasing demand and reducing supply of easly
produced oll which ha led to the itzadietion of enknced ol recovery
techniques and production from deeper wells. Hence, the types of res
‘ervoirs now in production, ure of enhanced ol recovery techniques and
the inerasing concer about damage tothe environmen, dictate thatthe
‘design and operation ofthe surface separation techniques used to recover
the oll from the produced fluids are re-examined and adapted for the
‘urtent market demands. Three-Phase Separators ae the Key component
surface separation equipment (2.
Ithas been established that some of the main factors affecting gs, of,
‘and water separation include; droplet size (3), physical properties ofthe
fluids (4), and slenderness ratio [5]. A well-designed separator should
separate the gas, ol, and water streams 10 ensure feeds to other down
stream equipment are within design specification. These include, clean
{25 stream to prevent compressor breakdown, a pure oil stream to avoid
Pump cavitation, pipeline corrosion and hydrate formation, and finaly @
Pure water stream to minimise hydrocarbon loss as well as minimise
produced water treatment cost. To achieve these functions, sveral
‘conventional separator sizing, models have been developed Based on
retention time and droplet settling theory. In some cases, the droplet
* Comesponding author.
mal eres TAhme@tees ck CT. Ahmed
Ieps//dolog/10.1016/ hliyon.2020 04065
settling i used for the separation of liquid from the gravity setting
section while the retention time theory is used for liquid iguid separa
tion (4, (6,71
‘The limitation ofthe conventional sizing models is that they require a
great deal of experience, involve extensive table lookups, and uses
empirical constants. Therefore, more sophisticated design models have
bbeen developed using computational uid dynamics and computational
algorithms. CFD models [9, 10, 11, 12) are used to model the dynamics
and hydrodynamics of phases and lows in three-phase separators. They
fare mostly used to determine the effect of the separator interna fom
which modifications ean be made to improve the performance of the
separator [13 14, 15]. Comptational algorithm models [16 17 involve
mathematical programming techniques that are flexible and can be
assessed to determine the optimality of generated designs. These models
‘unlike CFD models are used to determine the dimensions of Ue sepa
ator. A imitation of these madelss that they are over constrained snd
often limit the separator design to empirical constants set by conven:
tional separators suchas a slendemess rato of 3-5.
This work presents the development ofa capital cost optimisation
‘model that ims to link the design of the separator to the economic costs
sssocated with its construction, The model is based on capital cost
‘minimisation using Generalised Reduced Gradient (GRG) Non-linear a-
gorithms in excel, The model provides accurate separator dimensions
Received 23 August 2019; Received in revise form 30 March 2020; Accepted 21 May 2020
2405.8440/6 2020 The Authors. Published by Eleer Li This is an open ees article ander the CC BY-NCND license (hp//reatvecommons onlcensen by
neni).
with transparent calculations that do not rely on arbitrary table Took ups
for constants that are not clearly defined.
2. Heonomic analysis
‘The first task in preparing an economic evaluation ofa process deals
with obtaining a capital cost estimate. Diferent cost estimating methods
have different errors and accuracy [18]. Idealy, the cost estimate of a
specific plant can be obtained by costing the individual plant equipment.
‘The capital cost of pece of chemical equipments usually a function of
its sie, the typeof material use! for its fabrication, design temperature,
and design pressure [19]. As such the simplest way to determine the
‘capital cost of equipment is to multiply the equipment size by the cost per
unit size provided by vendors. Cost per unit size can aso be obtained
from tterature inthe form of graphs and charts [20]. This process ts
referred to as cost estimation using correlations. Cost coreations do not
‘start from the origin because even for very low capacities, there i some
‘overhead costs associated with the equipment. Cost correlations have a
slope of 1 meaning that the cost increases to infinity. AC this point, 8
more economical to install multiple unit rather than one (21). Eq, (1)
‘also known a the “sistent rule” i obtained fr intermediate capscty
range. The “sith-tenths rule” states that ‘the ratio of cost of two plants
producing the same product s proportional to the ratio oftheir capacities
raised to the power of 0.6
“(@0,) o
Where Gy and Qy are the cost and eapacity ofa predetermine size, m is
‘usually from 0.48 to 0.87 with an average value of 0.6, Often the cost of|
‘equipment has to be converted to account for inflation. Cost indices are
used in such eases using (2). The cost indices are published monthly
‘or annually such as Chemical Engineering (CE) Plant Cost Index, et
e=e(4) ®
Where I represent the relevant index and C; and C2 represent different
time periods
‘Asecond method of estimating the capital costs the factorial method.
‘Similarly, this method is based on an estimate of the purchase cost of
major equipment required fora proces. However, other costs arc est
rated as factors ofthe equipment cost (22. This method is ateibuted to
Lang and has been used extensively to estimate the epital cost of process
plats using Ea. (3)
GG @
Where Gris the fixed investment, Cy isthe cost of major items of pro-
‘essing equipment and Fare the factors for the direct cost. Lang pro-
Posed diferent values of F, for diferent processing plant.
‘Over the years, the Lang factor method has been modified to improve
Its accuracy especially sine only one factor i wsed [23]. Hand suggested
the use of equipment type factors rather than plant type which implies
more details. Guthrie (24) proposed a module-based technique which
waslater improved by Ulrich (25) These methods consider the plantas a
‘set of modules where each module consists of similar items. in modile
based techniques, the cost ofeach modules ealeulated, and material and
pressure corrections are also applied. respective ofthe cost estimate
‘method applied, the overall objective of process plantsistoamake prof.
‘One vray of achieving ths objective is through mathematical optimise.
tion, which involves the selection of the best clement from a set of
available elements
yn (200) e408
3. Mathematieal optimisation
Mathematical optimisation involves formulating an objective fune-
tion that ean be minimised or maximised to an optimal solution fr a set
fof independent variables. This method has been used extensively in
chemical and process design. To achieve this, the problem must be
designed to fit into the following general form;
Optimize: y=F1Ki Nave) o
2p o
Where, (4) i the objective function, whichis maximised or min-
ised subject to, (5), which isthe set of constraints imposed on the
solution The variables x, xa.» Xx are these of decision variables. The
constraints are expressed as equalities and inequalities. Satisfying all the
constraints renders feasible solution.
Different algorithms are available for solving Mathematical optim
sation problems. Therefor, itis important to choose te right algorithms
for each optimisation problem. In ths case, due tothe nonlinearity in
both the objective function and the constraints, the Generalised Reduced
Gradient (GRG) was chosen to optimize the separator design. This
method has been proven to be effetive and efficient fr such problems
[261 The basie concept of GRG involves linearizing the non-linear
objective and constraint functions at a local solution with the Taylor
‘expansion Equation.
FO) =f1%) + /(KNX—X) o
nfg) ha) +l) =, a a
‘The variables are divided into two subsets of basic (x) and non-basie
(4 variables using the concept of reduced gradient. The basie variables
fare then expressed in terms ofthe non-basie variables using the concept
of implicit variable elimination. The constraints ae finaly eliminated,
and the variable space is reduced to non-basc variables only. Other
proven methods for non-constrained non-linear optimisation problems
are then employed 1 solve the approximated problem. The nest optimal
solution forthe approximated problems is obtained in this manner and
the process repeats until the optimal conditions are met [27].
3.1, Model theoretical design
An objective function and some constraints are required for mathe-
‘matical optimisation. A generalised form ofthe optimisation problem is
presented in Eqs. (9) and (10).
Minimise: Cost (C
Subject to;
anton of (Capi cost) o
‘Outlet Safety Constrins
‘Gravity Satling Socion Comsat
Logical and Gcomeareal Constants
Decision Variable Consains
a0
‘The optimisation problem consists of many adjustable variables that
would be dificult to fixby traditional trial and eror approaches. As uch,
the General Reduced Gradient (GRG) non-linear algorithms were chosen
asthe minimisation funetion for this model due to the non-linearity inthe
separator design and to counteract the excessive number of independent
‘variables and constraints. The GRG solver uses an iterative nimerical
method that uss trial values forthe adjustable ell and observes the
results calculated by the constraint cells an the optimum cell. The GRG
solver performs an extensive analysis ofthe observed output and thee
rate ofchange a the inputs changes, fo guide the selection of tral values.
‘The low diagram in Figure 1 explains how the model works
Summary of Programme
Stat the spreadsheet model
Inpot nal geser
+ Diameter (>) = Dy = (32)
+ Normal operating evel (NOL) = Di72
¢ Normal nterfoe evel (MI) = Dis
4 tength (VD — Dis
Caleiate Mean Diameter (Om)
Calelate Leth of gravity stling section
Sele the mimi length of gravity setling section.
‘The maximum length sletd is wed to enlelate the vest length
‘The vessel thickoes then ealclted
“This then ed to cleat the vestel cost
‘Alltheconstaint are then caleulated
‘he GRG solver then es an Hetive numerical method that uses
trial vals forthe atl ce nd observes the escalated
by the constraint cells and the optimum cell.
“The GRG solver pesfoms an extensive analysis tne observed utp
and thee ete of changes the inputs changes, to guide the selection
cial ales
‘The dimensions (Le. ameter and ese length) tha produced the
tinimum Vessel Cost and als satis all the constants are chosen
asthe outpat.
Once stopped the values for ll the en igi evel side the sep
tar aswel asthe inlet and outlet dimensions, and weir eight are
shuined
‘The first step involves the input of initial gueses forthe Tength and
‘ameter ofthe separator, notmal operating level, and normal interface
level. The inputted values are used 10 calculate the vessel mean diameter.
‘The length requires for gravity setting is then calculate fo, gas, of and
yn (200) e408
water. The maximum length fr gravity setting i then selected fom the
thre. This length is used to calculate the total vessel length The vessel
thickness and vessel cost (objective function) are ealeulated next. The
constraints are then calculated. Once valid, the objective function is
‘minimised, andthe proces is repeated until the minimum vessel costs
‘obtained that satisfies all the constraints. At this point sn optimal sl
tion is obtained and the separator dimensions and capital cost are ob-
tained, The following sections provide more details on the model
objective function and constraints and how each parameter is calculated.
B.LL. Objective faction
1 was decided to base this model on an objective function formed
fom capital variables. Note that in thie work, only the capital cost ie
considered. Once the vesel dimensions are obtaine, it can be used to
obtain the Separation Performance Indicator (SPD), and then the oper
ating cost can be determined. The capital cost i based on the work
cried out by Powers [8] for determining the capital cost ofa horizontal
vessel (see Equation 11.
C= PF p (aD2VL+ 2F.F.D2) ay
Where Cis the vessel capital eos, is the vessel thickness, Fs the cost
per unit mass o manufacture vesel shell, is density of see, Dy isthe
vessel mean diameter, VL isthe vessel length, Fi the factor for deer
mining surface area of a vescel head from vessel diameter squared, Fy
the ratio of cost per unit mass to manufacture a vessel head compared
with that of vessel sell
5g (11) ean be broken down into input variables and ealeulated
variables;
3.11.1. Inpueveriabes, These variables are dived into calestated input
variable(s), manufaeturersupplied input variables, and constants. The
vessel shell thickness isa calculated input variable. Vessel shell can be
cither thin oF thick-walled. The rule of thumb used to differentiate be
tween the 10 categories is that, for a thin-walled vessel, the vessels
diameter is an order of magniuide bigger than the vessel thickness,
otherwise, i i categorised as a thick-walled vessel. Most separator
c = worse
[ae er
=e >
7 EA
=
Figure 1. Process How Digram forthe eatent Model
‘vessels in the process industries are thin-walled. The design, fabrication,
‘and testing of pressure vessel s commonly based on the American So:
‘ety of Mechanical Engineers (ASME) code for the design of pressure
vessels [25] This code is widely used inthe land industry inthe sizing
‘of three-phase separators among other pressure vessels. Hence vessel
shell thickness (hin-walled) is calculated using Ea. (12) [29]
Po,
Jaf a2
‘The design pressure (P) (See Equation 13) is typically the maximum
‘of either the operating pressure plus 10% or the operating pressure plus
15 to 30 psi (71. Join efficiency (E) ranges from 0.6 to 1, with 1 for @
100% x-rayed joint. The tensile strength (a) of carbon stel commonly
used dueto its ability to withstand high temperature is 950bar. Corrosion
allowance (te) anges fom 1.6mm to 3.2m
Pp = max(L.1P, P $200,000) aa)
Manufacturer supplied input variables are supplied by the vessel,
manufacturer. They include the cost per unit mass to manufacture the
‘vessel (F) factor for determining surface area of head from the vessel
liameter(F,) and the ratio of cost per unit mass to manufacture vessel
head compared with the vessel shell F,). Default values of 5, 1.15 and 3
were included [11]
Finally, the last group of inputs in the objective function are the
‘constants, These are pi (x) and the density of the carbon stel, Note that
this value can be changed for other materials such as stainless tel
3.11.2. Calculated varable, The vessel mean diameter and vessel length
‘are the caleulated variables, The vessel mean diameter (Dj) in (11)
‘obvained using Eq. (14).
ay
‘Where Dis the separator internal diameter, fis the vessel shell thickness.
“The separator intemal diameter i ited by the GRG function How
‘ever, it equites an initial gues (Dy). F.(15) is used to obtain the initial
gues for the model
v.-(22) as
The es eg a fo (1) edd te son fe
sags oe punting od pe
rua eee mune ee el
State der of eo
VE= bt lay be ae
Similar to the separator internal diameter, the length ofthe gravity
‘setlng seeton is also fitted by the GRG function and therefore requires
‘an inital guess. This is assumed to be four times dhe intemal diameter
(Di ealeaate from Ea, (15). The length ofthe separator outlet section is
‘calculated asthe sum of twice the liquid outlets and the length ofthe weit
‘aspresented in (17). Theil and water outlets ae calculated using,
aa) m1,
Lo=2dae a) + Lae an
dy = td) Q, x o> as)
yn (200) e408
‘Where do and dao at the diameters of land water outlets, Lael s the
length of weir, dois the diameter of phase (ol oF water) outlet, Qs the
hase (olor water) ow rate and is the phase (ol or water) density.
‘Once the objective function is calculated, the next step isto determine
the constraints. These are explained in the following section,
51.2. Constraints
‘The constraints that confine the objective function are dived into
four groups.
3.12.1, Outs safety consraints. A well-designed separator should
produce outlet qualities specified for each product depending on the
requirement and dovenstream process f the normal operating level de
ates far from its intended setings, the separator cannot produce
acceptable effluents. Trip/shutdown levels were assigned at very low and
very igh levels (low-low interface level, high-high interface level, low:
low liquid level, and highshigh liquid leveb. This is to ensure the
ceffient quality is within the desired standard and to also provet
downstream equipment such as pumps and compressors
Alarm levels (low interface level, high interface level, low liquid level,
and high liquid level) were asigned in berween the shutdown levels to
enable operators to intervene in cases where the automated contol
system is unable to manage the level [31] Figure 2 present the separator
‘with the ten liquid levels, The normal levels represent the ol levels while
the interface levels represent the water level. The height between the
liquid level and mist extractor inet has been proposed by [14] and (16)
For this work, an average height of 0.175m is used asthe safety factor
between the liquid levels highlighted above.
‘The liquid levels presented in Figure 2 can be related to into and
water flow rates through the Norsok Standard [22] and Holdup and
Surge Equations. The Norsok standard states that “inthe sizing of the
Separators, the equivalent residence time between normal and alarm
level and between alarm and trp level should not be less than 30 s oF
100mm vehichever fs greater, for both high and low ranges”. This state
‘ment ean be expressed as Eg. (19) and (20) for normal levels and Eqs
(21) and 23) for interface level
(Q.4+.Q.)8in5 = VUUA, =A) a9
‘lhe < (hehe) 20)
For interface levels, only the water flow rate i significant. Similarly,
the length ofthe vessel available for interface control ends a the wer.
‘Therefore, these two Equations can be represented as;
vd < VHA. —A,) en
u
(4+ ban +2) ey
ow < (he) @)
Where Q, and Qyarecil and water flow rate, Atys isthe time proposed by
NNorsok standard! as 30, Vis the vessel length, V1 isthe vessl length up
to the wer, wo is the water outlet dlameter, Aa and Ab are the areas
corresponding to liquid levels an b. Li is the length of separator inlet
section, Lye the length of gravity settling section, i the height
proposed by Norsokas 100mm, hy and hy are the height coresponding to
levels a and b. Ay and Ay are the areas corresponding to the
interface levels x and y, hy and hy are the heights coresponding to
interface levels x and y. Note that subscripts a and b are replaced by
liquid levels whereas subseript x and y are replaced by interface levels as
showin belo,
yn (200) e408
Figure 2. Separator Outlet Seeion showing out constrains: HII ~ High igh gid level, HL
gh teste level, NIL Nowa ntefae bevel, LL ~ Low interface level,
guid evel LLL ~ Lowlow lig level, I~ High igh interlace lve, lL
Lancto interface level, BV ~ Vesel bottom, TV = Vessel Top
a= (LLL, NUL, HLL, HELL)
x= (UL, NIL, MIL, HHL)
b= (LULL, LUL, NLL, HLL)
y = (LUIL, LiL, NIL, iL)
Holdup and surge volume Equations can be used to sta distance from
the Normal operating level to the Low and High liquid levels using Eqs.
(24) and (25).
Vinay = VEC — Avs) en
Vang = VE(Ans — Ave) oe)
For interface levels, the holdup and surge Equations are presented as
Bas (26) and (27)
Vasie ($2) < vA) 08)
on) 015m @
‘The height of the low-low interface level ean be calculated fom the
Area of low-low interface level using Pa. (32). Remember this requires
conversion from area to height and hence the word “ATOH which uses
qs. (24) and (25)
f/}-—— tern ——§+
Figure 3. Cylinder partly filed with igi
=o) 0 ©
Teen ug (he iia 2) an 2)
wets say rn
ing an ier he aaa gs a 9 A
te i ia econanrito sesh
rman
ue Au ~ (22) o
un =H 880, 09
= 36)
7
In Eqs (34) and (35) A, is equired. Thisis calculated by substicting
‘and y for NIL-and LIL into Eqs. (21), (23), and (26) and solving for ALL
gives Eqs. (97), (38) and (39)
fant (2) om
A = ron (at, oa)
sie
Au. = Av oe
Height of Low interface level (ha) in (95) isealelated from fa,
40.
ruc -aron() wo
‘ett i On. ed
= iil tn tobom ag
san =on(t) a a
Tek other esr once che
wel dae da ne Toes mes pe
pede rime lien paaeemr esr
Mah mere ee
1, Avoid Water fom leaving through the Oil oet.
“Three-phase separators are usually equipped with a weir for ease of
interface evel control. The weit i located in between the oil and water
‘outlets and itis used to prevent the water phase fom leaving through the
yn (200) e408
oil outlet. To avoid overflow of the water into the ol section, the dif:
ference between the weit height and the high-high interface level isto
be equal to or greater than 0.175m as presented in Eg, (42). Failure to
enforce this constraint in the separator might lead to water overflow into
the oil compartment and leaving through the ol outlet.
gy a > 0178 a
‘The height of high-high interface level is calculated from the Area of
hhigh-high interface level
Da
aron(“e) a
Astin iin ny HL Lin
eno an es
e*Atns
we
+ Am coy
Aue
Aaa =o (eh) «s
Substituting x andy for HL and NIL nto Eqs. (21), (23),and(27),and
solving for Ay gives Eqs. (46), (47), and (48).
tm
tm = 25 6
c= ron at), w
Met,
‘The maximum value obtained from Eqs (46), (47), and (48) suse as
the value for Ay by is calculated fom Aya, using Eo 4.
Ae
c= aron(%2)
snd ad ed ee a 2
sua =1ron() oo
ee ee
shige blond ean aa
TI. Avoid gas from leaving through the liquid outlets.
‘The low-low liquid level was set to be the greather than the weir
height as shown in Eg, (51), The weir height was set inthe previous
section to be a minimum of hyua, plus 0.175m. As such it has tobe be
tween the high high interface level andthe low low liquid level. This
constraint will prevent the gas phase from leaving through the oil outlet.
‘ow-low liquid level height can be ealeulated from the area ofthe low:
Jow liquid level. Note “HTOA" in the Equation converts height to area,
MLL >buy + O75 on
‘The area of low-Low ligui levels ealelated by substituting a and b
for Uk and ULL and solving for A in Bas. (19) and 20)
Note “HOA” in (5%) converts height to ae,
(0s + On ain
ae Aan ~ ($22 Gels %
Aue = 104 (ME A) 6
Substituting‘ andb for NOL and LLL nto Bas. (19), (20), and (25),
and solving for Au gives Eas. (54), (55), and (59).
A= Ay — (Weel oo
trot) ay 5)
Aue = Ans “eae 60,
exited fem.
ou =1ox() o
Csi 9) is (9
uu =aron ©
‘
{he ih tonne! a ow ed ele a
scl oth sae sete ac
cea an tis cng NS ain a
IV, Avoid ol from leaving dough the gas outlet
“The difference between the height of mist extractor inlet and the
height ofthe high high liquid level should be more than safety factor as
shown in Ea, (59)
rat ~ has > 0475 oe
“The Mist Extractor Inlet is obtained by subtracting the vessel diameter
(Di by 0.3m, Note that the difference between the internal diameter and
high-high liquid level is set to be greater than 0.175m for separators
Without mist extractors. The mist extractor height i usally set to be
(0.15m (6 inches). Another 0.15m is allowed from the top of the vessel to
the mist extractor outlet. This height is set to obtain a uniform flow
listribution through the extractor. If placed too else tothe outlet nozzle,
the extractor’ efficiency will be reduced since most of the flow willbe
rected towards the centre. The height ofhigh-high liquid level can be
‘obianed from the area of High-high Liquid Level using a, (60)
ra = avon (“se ), co)
Sohn and for HHL nd HL nt a (19) and (20) and
solving for Aus gives Bes (61 and (62)
fan = (228) Ag
ts +
=o), @
‘Auu.can is calculated from the maximum of Es. (63), (64), and (65)
‘biained from Eqs. (19), (20), and (25)
Petes hey 6
A = Ton (St a ey
= “+ As cy
yn (200) e408
Avot iscaleufated using F957). The height of HLL i calculate from
the Atea of HLL using Ea (65).
von), ra
na
All the liquid and interface levels ae obtained using the outlet safety
constraints presented in this section. The next section presents the gravity
sealing section constraints. These constraints were set to ensure the
length of gravity setlng is sufficient forthe phases to separa
3.1.2.2 Graviy sing setion consis. The minimum length required
for gravity setlng is set asa constrain, ean be eaeulated by setting the
phase retention time in the vessel equal to the bubble/droplet rsing/
setting time (se Eaton 68), For thismodel, rising/seting paths were
assumed and used to calculate the lengths required for separation ofthe
sol and water.
bee (3)
‘Thre criteria that exist for this behaviour depending upon the bale
phase that is present:
«Ina continuous gos phase, ol and water droplets settle, water droplets
settle faster than oil droplets, so th ol droplet setling is controlling
‘nd is considered from the vessel top tothe Normal Operating Level.
+ Ina continuous ol phase, the gas bubbles ise, andthe water droples
settle. The gas bubbles rise faster so the water droplet settling i
‘controlling and is considered from the Normal Operating Level othe
Normal interface Level
Ina continuous water phase, the gas bubbles and the ol droplets ris.
‘The gas bubble ise faster and so the ol droplet rising from the bottom
ofthe vesel to the Normal Interface Level is controlling.
qs. (69) and (70) below are examples developed based on the sep-
aration of oil droplets from the gas continuous phase. The same pro-
cedure is used to determine the length required for gravity sting forthe
ol and water phases, respectively
9)
oe Ola, a
Retention time is set to be equal tothe Tength ofthe gravity seting
section divided by the low velocity a in Pa, (69). The low velocity can
be calculated by dividing the flow rate by the area as in (70).
Substituting Eq. and solving for Lgr gives Hx. (71) which is the length
required fr gravity setting ofthe droplets or bubbles out of continuous
phase.
1 bello, om
‘Time for ol droplets to sete through the gas phase in F. (68) ean be
expressed as;
@
a or
Ox(0,— han)
~alVA— Are)
‘The setling velocity (inthis cas, of oil out of gas phase) is deter
mined by equating the gravity force tothe drag force. Caeulating the
setting velocity using Eqs. (78) and (75) requires an iterative process
Which starts with an assumption for the intial value ofthe drag coef
cient. Te terminal velocity is calculated and used to calulate the Rey
‘olds number whieh in tur ie use to calelate the drag coetiient. This
valueisthen used as the input into the terminal velocity Equation and the
procedures repeated untl the difference between the calculated and the
assumed valves ae equal.
13Mle. =P)
Cory .
Me 3)
mis
C9044 +e 6)
‘The length required for setling water from the ol continuous phase
‘an that of ising ol from water continvous phase are obtained using Es
(77) and (78);
Qn — haw)
Tose = Aw) om
Ta
os)
3.12.3 Logica and geometric conairais. ‘The third group of constraints
was derived feom the maximum dimensions allowed for road transport in
the UK and the US. Most ofthe work carried auton the siting of three
phase separators does not consider the transportation of these vessels
from the manufacturing to the operation sites. Hence, iis necessary to
‘ensure all manufactured vessels are within the road transport limits.
From te literature, the maximum length that ean be transported by road
is 18.75m and a diameter of 423m.
“Therefore, the following constraints were developed
©The maximum separator diameter (VD) should not be more than
42am,
VD=D, +24 <4.25m 9)
© The maximum separator length (1) should not be more than 18.75
UT = ML + 2(HL + 16) < 18750 cc)
HL = Dit wp
1.24, Decision variables constrains. The final group of constraints are
‘sot on the decision variables. For optimisation to proceed, itis necessary
to set some inputs at the start and to constraint them towards a possible
solution. Therefore, the set inputs i. internal diameter (Di), length of
gravity Setingsoetion (Lg), heights of normal operating, and normal
Interface levels (hNOL, NIL) are consrained to be greater than 0.
Dislyshnssn > 0 we)
Note thatthe constraints can be easily modified to fit the users needs.
For example, the constraints can be modified to include oversized loads,
remove shut doven or alarm eves there isn requirement to sh down
the processor if there willbe no time for operators to react. Once the
separator dimension, liquid levels, and capital (equipment) cost are ob-
tained from the minimisation function, the separator fixed capital cost
‘an then be determined,
3.2. Excel spreadsheet model design
“The Capital cast model was formulated into an excel spreadsheet.
User-defined funetions (UDF) and subroutines were designed to gain
faceuracy and speed up the calculation process using Visual Basic
yn (200) e408
Application (VBA), The model uses Graphic user interface (GUI) also
develope using VBA for simplicity and ease of usage.
‘The excel spreadsheet model comprises 4 tabs; the fst tab contains
the nomenclature which states the meaning of all the abbreviations wed
{nthe model. The user can sleet the button o insert all he fluid prop-
cties and operating conditions (sce Figure 4. Default values are given
forall inputs but can be overwritten if propriety data isavailablefor all or
some ofthe variables. A second option is provided for data relating to
operating costs including the cost of crude oil, cost of Produced water
treatment, cost of eletricty, and transportation cost. Once submitted the
data is automatically stored into the capital and operating cost models
‘The capital cst tab uses the input variables supped by the user to
calculate the separator capital cost. The capital cost page ie divided into
four sections from left to right. Te fist section is where the input var
{ables are stored. The second section consists of intermediate variables.
‘These are caleulated from the input variable, Thre buttons that call the
goal seek function were developed using VBA fo solve the iterative pro-
‘cess ofcaleulatng the terminal velocities of oll in ga, ol in water and
water in ol The thied section is comprised of the fitted variables. These
variables are invally calculated using iia guesses and later fitted by
the GRG solver. The objective function and decision variables fall under
this section. The ast group of parameters are the constraints that were
{imposed on the objective function. The outpt from the two models in
terms of separator diameter, length, and various liquid level within the
Separator and capital cos are displayed in the output tab.
3.3. Numerical sizing example for capltal cost model
To study the economies of the separation process, a numerical
‘example is provided. It involves calculating the appropriate separator
length, diameter, liquid levels setting velocities, dag coefficients, outlet
2s, ol and water diameters, equipment cost, and cst related tothe day
to day operation ofthe separator.
3.3.1. Numerical sizing example question
Design a horizontal three-phase separator with a flat pl
diverter and overflow weir to separate a mixture of gas, oil, and water
and determine te total investment required to set up the equipment. The
‘ud properties and operating conditions are presented in Table 1, Other
{input variables and physical constant ae given in Table 2,
3.3.2, Numerical sling example rests
‘The step by step procedure developed is presented in Appendix 1
‘This was used to obtain the results presented in Table 9. The GRG solver
used agolution ime of ,093seconds and? iterations to obtain converged
Solution with the following values forthe decision variables; Di = 1 48m,
1e=7.13m, KNOL = 074m, KNIL = 0.37m, 1/D = 5.
‘Appendix: presents moe information about the satus and values of
the constraints at optimal conditions. The status column indicates the
constraints constraining the design i in tis ease the three safety con-
straints with binding status. All other constraints are not binding which
rans there is some slack between the constraint and its limit. For
example, if the gas, oll and water capacities are analysed, it will be
observed that a slack of 0.04, 7.10 and 7.11 were obtained. What this
‘means is that for this diameter, the length ofthe gravity setling section
coud be reduced to 7. 11m which isthe maximum vale among the three
values and the specified bubble/drop sizes would still have been
separated,
4. Comparison with other models
An excel spreadshect was built for [4, 14, 83, 34], and the current
work, For the comparison, flow rates of 2100-8200 m/h (2 to
7MMSCFD), 20-46 mh (3000-7000BPD), and 7-33 m®/h
(1000-50008D) were used for gas, ol, and water respectively.
yn (200) e408
aaa eee
peaoy cate =
cxdoue -—
cote wasteater —.
come nmers ——
cto ——
Figure 4. Screenshots of input page for developed mel
“Table 1. id properties for thee phase veprator numeri izing example.
id Pope Ga or won
a te 00 108) 5
easy | 1 50 1000
‘vicasty gms) 794008 0046 ooo
“Table 2. ln variables and physical conta
Ve Smbet vai
Nonaka Tm te ‘0 Seon
ook Redene Heit sh 10s
Sty Height ah 75m
Deny fie ” 730 bem?
Separate net eng 4 te.
‘ont Fc fr Vel Sel % sig
sei ey 5 1
‘oren Awance « ‘ons2
‘Tene Senet ° 210 x1
eng 08 Wee = aot
“These flow rates were based on real data (see Figure 5). The data
shows that the initial production contains small amount of water with
high gas and ofl fractions. However, afer some years, the ofl and gas
production declined while the water production increased significantly
During oil and gas production, the gas phase is usually much higher
than the liquid phase. In fact, the gas can be as high as 95% with the
liquid (oil and water) taking up only about 5% of the total production
volume fraction As such the comparison carried out focused on similar
Table 3. Numerical sing example resus
‘Sepamtetoe € 5
“Septal Deter o 4m
Separate tenet w 730m
ight gd evel aa 0m
gh iui Leet ae am
‘Noma Operating el cs 7am
ve ia Level om 6m
Lo Lad Level om 9580
wai ee a osm
gh igh nec Leet ea sam
gh tere Lee oo ase
Nona mce Level he osm
tow trace ol ma 20m
Diameter of Gis Oe ne 0744
‘ent Seen eth i 7360
Seperate Diameter > ry
8,000
‘4000
£000
% 2000
3 1.000 F
°
S00 1000 1500 2000 2500 3000
“me Days)
Figure 5 ly ol nd water procon dat.
8
7
-e
Es
Ba
Bs
2
1
°
2 a0
Ot Flowrate (mtr)
Figure 6. Length and diameter against Oil Flow rate at Fixed Gas and Water
Flows, Where (39) ts Abdel Aa, Aggour and Fahir (2002) (4, Amol snd
‘Stewart (2008) (7, Steck nl Monnery (1994) and (34 & Wiliam (2015)
yn (200) e408
16
4
12 f 183) a
Emp 4
gep Mm
5 gf —+This Work
s
ae
2
°
o 10 4 (80
2 30
Ot Flowrate (mr)
igure 7. A graph of volume againt Howrate at Fixed Gas and Water Flows
60
50
es
Baof Tin
Bah ~m
BoE new
Bf ea
=
oo
ow om
2 39
‘Oi Flowrato(m°/n)
Figure &. A graph of Slendemess ratio galt Ol Flow rate at Fixed Gas and
8 10
1
2 wm de
eo ene
Es sae= ters 16 E
ae = z
s 2 Ts werrcof 4 &
6 ered
< ae
1
a2 Bay
° °
. 0 o 0 4 50
Water Flowrato (mr)
igure 8. Diameter and Length against water ow rate at Faed Gas and
Of Rowe
16
“
_w
E10
ge
ge
af oq 4)
of ots Ais won
134)
°
° 10 20
20 20
Water Flowcate (mfr)
Figure 10. graph of volume against Fowrate at Fed Gas and Ol Hows,
ow conditions (high gas to liquid ratio). The effect of nereasing the
flow rate of each phase on the separator sizing models was determined
‘and preseated inthe following subsections.
4.1. Comparison of model at fved gas and water flow rates
Initially it was decided to fx the gas and water flow rates at 5886 m"/
bh (GMMSCFD) and 33.12 mh (S0O0BPD) respectively and vary the oi
flow rate from 19.8 to 46:2 m'/he (3000-70008PD) to investigate the
‘effect ofl faction on the separator size. Results from these comparisons
are presented in Figure 6.
‘The William (54 model produces separator dimensions that do not
‘change with increasing oil flow rate. This method is more closely con-
strained than the others given the slendernes ratio is fixed at four and
the separator has to operate a 80% fll of liquids. Taken together these
‘constraints fc the separator dimensions for all ol flows.
‘The cafeulators of [33] and [4 produce very similar results. A linear
relationships seen between te increas noi low rate andthe length of|
the vessel, Thisis nt surprising because these models were developed to
tse droplet setding theory for gas-liquid separation and retention time
theory for liquid-liquid separation. In both cases, i was found that
liquid
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Drilling LectureDocument157 pagesDrilling LectureAli Shan Kakar100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- AssignmentDocument8 pagesAssignmentAli Shan KakarNo ratings yet
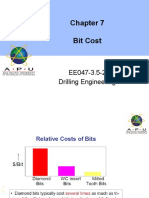
- 7 - Bit CostDocument14 pages7 - Bit CostAli Shan KakarNo ratings yet
- Drilling BitsDocument56 pagesDrilling BitsAli Shan KakarNo ratings yet
- Well LoggingDocument3 pagesWell LoggingAli Shan KakarNo ratings yet
- 5 - Mud PumpsDocument16 pages5 - Mud PumpsAli Shan KakarNo ratings yet
- PE3043 - chpt6 - Well Control - 1 (Autosaved)Document24 pagesPE3043 - chpt6 - Well Control - 1 (Autosaved)Ali Shan KakarNo ratings yet
- WETTABILITYDocument8 pagesWETTABILITYAli Shan KakarNo ratings yet
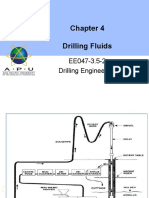
- 4 - Drilling Fluids UpdatesDocument84 pages4 - Drilling Fluids UpdatesAli Shan KakarNo ratings yet
- AssignmentDocument6 pagesAssignmentAli Shan KakarNo ratings yet
- PE3043 chpt5 Cuttings Transport 2Document15 pagesPE3043 chpt5 Cuttings Transport 2Ali Shan KakarNo ratings yet
- PE3043 chpt5 Cuttings Transport 1Document19 pagesPE3043 chpt5 Cuttings Transport 1Ali Shan KakarNo ratings yet