You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Epitaxial Single-Crystal Rare-Earth Oxide in Horizontal Slot Waveguide For Silicon-Based Intergarted Active Photonic DevicesDocument13 pagesEpitaxial Single-Crystal Rare-Earth Oxide in Horizontal Slot Waveguide For Silicon-Based Intergarted Active Photonic Devicespatilsahyadri2181No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Direct-Bandgap Emission From Hexagonal Ge and SiGe AlloysDocument24 pagesDirect-Bandgap Emission From Hexagonal Ge and SiGe Alloyspatilsahyadri2181No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Recent Progress in Lasers On SiliconDocument8 pagesRecent Progress in Lasers On Siliconpatilsahyadri2181No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Silicon Chips Lighten UpDocument2 pagesSilicon Chips Lighten Uppatilsahyadri2181No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- TablesDocument11 pagesTablespatilsahyadri2181No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Combustion and Flame: Uma Vellaisamy, Shelly BiswasDocument12 pagesCombustion and Flame: Uma Vellaisamy, Shelly Biswaspatilsahyadri2181No ratings yet
- 10 1016@j Proci 2020 06 387 PDFDocument9 pages10 1016@j Proci 2020 06 387 PDFpatilsahyadri2181No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- New Text DocumentDocument1 pageNew Text Documentpatilsahyadri2181No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument25 pagesJournal Pre-Proof: Journal of Materials Research and Technologypatilsahyadri2181No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Python3 Tutorial PDFDocument512 pagesPython3 Tutorial PDFAriane AquinoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Lec 4B - Enviro Chem Anal2 - ModDocument14 pagesLec 4B - Enviro Chem Anal2 - ModBuTter ScoTch100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Classification of Analytical Methods Not MineDocument20 pagesClassification of Analytical Methods Not MineMark Cliffton BadlonNo ratings yet
- Izod Impact PDFDocument2 pagesIzod Impact PDFpatilsahyadri2181No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- A Nice Introduction To The Overall Philosophy and The "Big Picture" of Instrumental AnalysisDocument56 pagesA Nice Introduction To The Overall Philosophy and The "Big Picture" of Instrumental AnalysisJanani AnbalaganNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Trache 2012Document9 pagesTrache 2012patilsahyadri2181No ratings yet
- Flynn1966 PDFDocument6 pagesFlynn1966 PDFpatilsahyadri2181No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Izod Impact PDFDocument2 pagesIzod Impact PDFpatilsahyadri2181No ratings yet
- Differential: Reaction KineticsDocument5 pagesDifferential: Reaction Kineticspatilsahyadri2181No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Penetration Dynamics of Earth Penetration Warhead Into Composite Target MediaDocument14 pagesPenetration Dynamics of Earth Penetration Warhead Into Composite Target Mediapatilsahyadri2181No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Ada263014 PDFDocument18 pagesAda263014 PDFpatilsahyadri2181No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- C 0 - 85 F ' C B A T A F: Reference: ACI 318-05 Reinforced Concrete Beam Design DefinitionsDocument116 pagesC 0 - 85 F ' C B A T A F: Reference: ACI 318-05 Reinforced Concrete Beam Design DefinitionsIbrahim El SharNo ratings yet
- DRV10003 AC MotorDocument20 pagesDRV10003 AC Motortomy budi WinartoNo ratings yet
- Spring DesignDocument49 pagesSpring DesignbennyfergusonNo ratings yet
- Geomet 500 PDFDocument2 pagesGeomet 500 PDFKaran Chadha100% (1)
- Heat Transfer Lab Report Exp 1Document14 pagesHeat Transfer Lab Report Exp 1Hafizuddin Adzhar100% (2)
- Tesi Lorenzo VeronelliDocument136 pagesTesi Lorenzo VeronelliJorge LunaNo ratings yet
- Heat Trans CH 4-2Document32 pagesHeat Trans CH 4-2Anonymous dWtqWj4qjNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Testing System Development For Creep Characterization of PolymersDocument6 pagesTesting System Development For Creep Characterization of PolymersJames UgoNo ratings yet
- 26 - Ray Optics - Master Slides (06-05-2022)Document16 pages26 - Ray Optics - Master Slides (06-05-2022)Zafar AhmadNo ratings yet
- Chapter 12 (Equilibrium and Elasticity)Document19 pagesChapter 12 (Equilibrium and Elasticity)Joud Alotaibi.No ratings yet
- 175 - XLR8 - SES SubmissionDocument37 pages175 - XLR8 - SES SubmissionGowtham ChNo ratings yet
- Rate of Evaporation of Different LiquidsDocument9 pagesRate of Evaporation of Different LiquidsRishabhNo ratings yet
- Are Over Simplified Thermal Structural Analyses ValidDocument10 pagesAre Over Simplified Thermal Structural Analyses ValidJorge LeconaNo ratings yet
- Dr. J. Murray Gavel CenterDocument1 pageDr. J. Murray Gavel Centerizeldien5870No ratings yet
- Magnetic and Ferroelectric Properties of Multiferroic Rmn2O5Document14 pagesMagnetic and Ferroelectric Properties of Multiferroic Rmn2O5Deym GómezNo ratings yet
- Effect of Free SilicaDocument2 pagesEffect of Free SilicaHazem DiabNo ratings yet
- C 18150Document2 pagesC 1815003sri03No ratings yet
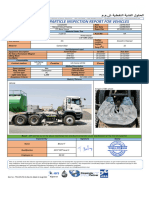
- Magnetic Particle Inspection Report For Vehicles: Particles CleanerDocument1 pageMagnetic Particle Inspection Report For Vehicles: Particles Cleanerbalaji baluNo ratings yet
- Galvanizing For Corrosion Protection (AGA)Document18 pagesGalvanizing For Corrosion Protection (AGA)Abrianto AkuanNo ratings yet
- BEAMDESIGN XLSMDocument4 pagesBEAMDESIGN XLSMSaurabh PednekarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sol-Gel - Wikipedia, The Free EncyclopediaDocument11 pagesSol-Gel - Wikipedia, The Free EncyclopediaJohnNo ratings yet
- Chapter 3 Dmt234Document75 pagesChapter 3 Dmt234AmriNo ratings yet
- Early Age CrackingDocument4 pagesEarly Age CrackingAngga Fajar SetiawanNo ratings yet
- Interpreting FEA Stresses - Primary or Secondary - Boiler and Pressure Vessel Engineering - Eng-TipsDocument4 pagesInterpreting FEA Stresses - Primary or Secondary - Boiler and Pressure Vessel Engineering - Eng-TipsAnonymous UoHUagNo ratings yet
- Mechanical Techniques - Particle Size Separation PDFDocument13 pagesMechanical Techniques - Particle Size Separation PDFSahil ChagtiNo ratings yet
- Engen Genlex SeriesDocument3 pagesEngen Genlex Seriespalraj_suriNo ratings yet
- Our Products: About Us What We Do About Us What We Do About Us What We Do About Us What We DoDocument4 pagesOur Products: About Us What We Do About Us What We Do About Us What We Do About Us What We DoThaw Zin HtayNo ratings yet
- CSWIP 3.1 Question and AnswerDocument31 pagesCSWIP 3.1 Question and AnswerDevendran Marappan92% (52)
- The Mechanical Properties of SteelDocument13 pagesThe Mechanical Properties of SteelAddrien DanielNo ratings yet
- Equilibrium and Elasticity: Powerpoint Lectures ForDocument16 pagesEquilibrium and Elasticity: Powerpoint Lectures FordeeparNo ratings yet
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseFrom EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseRating: 3.5 out of 5 stars3.5/5 (69)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceFrom EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceRating: 4 out of 5 stars4/5 (51)
- A Brief History of Time: From the Big Bang to Black HolesFrom EverandA Brief History of Time: From the Big Bang to Black HolesRating: 4 out of 5 stars4/5 (2193)