You might also like
- MA Only Notice Explains Coverage ChangeDocument2 pagesMA Only Notice Explains Coverage ChangeAnonymous Zp7kAtNo ratings yet
- G.V. Black's Classification and Class I Cavity PreparationDocument57 pagesG.V. Black's Classification and Class I Cavity PreparationPrakuz Harmony SubedifiedNo ratings yet
- Worthington LN 71576423-E PDFDocument32 pagesWorthington LN 71576423-E PDFPaul BrimhallNo ratings yet
- Natural Gas ProcessingDocument10 pagesNatural Gas Processingmd_petrolNo ratings yet
- A New Approach Towards Environmentally Friendly Desulfurization - 2002Document8 pagesA New Approach Towards Environmentally Friendly Desulfurization - 2002FSBollNo ratings yet
- 01 Itp-380kv Gis - PlanDocument9 pages01 Itp-380kv Gis - PlanYahya SamaraNo ratings yet
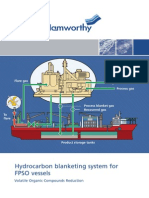
- Hydrocarbon Gas BlanketingDocument2 pagesHydrocarbon Gas Blanketingna_pariNo ratings yet
- Treating Oily Wastewater ReviewDocument10 pagesTreating Oily Wastewater ReviewAthinaNo ratings yet
- Process Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationDocument40 pagesProcess Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationeduryuNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- The Removal of CO2 and N2 From Natural Gas Review (Rufford Et Al 2012)Document32 pagesThe Removal of CO2 and N2 From Natural Gas Review (Rufford Et Al 2012)Satyam Dixit100% (1)
- Optimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockDocument18 pagesOptimization of Synthesis Gas (Autothermal) Reactor in Methanol Production Process Using Natural Gas As Feed StockainmnrhNo ratings yet
- Direct Methane to Methanol: Foundations and Prospects of the ProcessFrom EverandDirect Methane to Methanol: Foundations and Prospects of the ProcessNo ratings yet
- Treatment Methods of Marine Diesel EngineDocument6 pagesTreatment Methods of Marine Diesel EngineJawwad AhmedNo ratings yet
- Adsorptive Desulfurization of Dibenzothiophene From Fuels by Rubber Tyres-Derived Carbons: Kinetics and Isotherms EvaluationDocument11 pagesAdsorptive Desulfurization of Dibenzothiophene From Fuels by Rubber Tyres-Derived Carbons: Kinetics and Isotherms EvaluationPrativa BeheraNo ratings yet
- Sciencedirect: Isotherm and Thermodynamic Analysis of Carbon Dioxide On Activated CarbonDocument8 pagesSciencedirect: Isotherm and Thermodynamic Analysis of Carbon Dioxide On Activated CarbonAngel Santa CruzNo ratings yet
- Anders+T +Madsenم1Document172 pagesAnders+T +Madsenم1Ahmad InterestaNo ratings yet
- A Critical Analysis of CO - Sub - 2 - Sub - Capture TechnologiesDocument8 pagesA Critical Analysis of CO - Sub - 2 - Sub - Capture TechnologiesBamrung SungnoenNo ratings yet
- Processes: Production of Biodiesel From Waste Cooking Oil Via Deoxygenation Using Ni-Mo/Ac CatalystDocument12 pagesProcesses: Production of Biodiesel From Waste Cooking Oil Via Deoxygenation Using Ni-Mo/Ac CatalystaliNo ratings yet
- ST 15267Document10 pagesST 15267Anonymous slaSbtN0No ratings yet
- Ayo ProposalDocument17 pagesAyo ProposalakintundeakinboladeNo ratings yet
- Box Behnken Experimental DesignDocument9 pagesBox Behnken Experimental DesignJose Luis MoltoNo ratings yet
- Green Tutorial 2Document19 pagesGreen Tutorial 2hoocheeleong234No ratings yet
- Co Stcap - Cutting Cost of Co Capture in Process Industry: SciencedirectDocument13 pagesCo Stcap - Cutting Cost of Co Capture in Process Industry: SciencedirectZakiah Darajat NurfajrinNo ratings yet
- Extractive Oxidative Desulfurization of Model Oil/crude Oil Using KSF Montmorillonite-Supported 12-Tungstophosphoric AcidDocument10 pagesExtractive Oxidative Desulfurization of Model Oil/crude Oil Using KSF Montmorillonite-Supported 12-Tungstophosphoric AcidTsunami IntelligenceNo ratings yet
- Jokwanu WoDocument10 pagesJokwanu WoTsunami IntelligenceNo ratings yet
- Desulfurization of Natural GasDocument21 pagesDesulfurization of Natural GasnalNo ratings yet
- Co-Liquefaction of Elbistan Lignite With Manure BiDocument5 pagesCo-Liquefaction of Elbistan Lignite With Manure BiALLEN DEL CARMENNo ratings yet
- Heat of Absorption of Carbon Dioxide (CO2) Into Aqueous N-Methyldiethanolamine (MDEA) and N, N-Dimethylmonoethanolamine (Dmmea)Document14 pagesHeat of Absorption of Carbon Dioxide (CO2) Into Aqueous N-Methyldiethanolamine (MDEA) and N, N-Dimethylmonoethanolamine (Dmmea)A D MOORTHYNo ratings yet
- TSB SolventDocument9 pagesTSB SolventMaythee SaisriyootNo ratings yet
- A Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessesDocument16 pagesA Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessescokavoliNo ratings yet
- Synthesis of Waste Cooking Oil-Based Biodiesel Via Effectual RecyclableDocument8 pagesSynthesis of Waste Cooking Oil-Based Biodiesel Via Effectual RecyclableDiko FernandoNo ratings yet
- Carbon 04 00052Document19 pagesCarbon 04 00052Salome ValeriaNo ratings yet
- Ijaret 06 10 020Document16 pagesIjaret 06 10 020IAEME PublicationNo ratings yet
- Energies: Fractionation For Biodiesel Purification Using Supercritical Carbon DioxideDocument10 pagesEnergies: Fractionation For Biodiesel Purification Using Supercritical Carbon DioxideArdila Hayu TiwikramaNo ratings yet
- 1 s2.0 S1876610211003924 MainDocument8 pages1 s2.0 S1876610211003924 MainDivya ShahNo ratings yet
- 児玉先生熱交換論文Document9 pages児玉先生熱交換論文Long TranNo ratings yet
- Kinetics of CO2 EditedDocument28 pagesKinetics of CO2 EditedNeha MiracleNo ratings yet
- Sanchez Fernandez2014Document12 pagesSanchez Fernandez2014mppatilmayurNo ratings yet
- Integrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsDocument4 pagesIntegrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsMazen OthmanNo ratings yet
- Journal of Hazardous Materials: Oxidative Desulfurization: Kinetic ModellingDocument9 pagesJournal of Hazardous Materials: Oxidative Desulfurization: Kinetic ModellingconterfoilNo ratings yet
- Energy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanDocument9 pagesEnergy: 2 3 Aminul Islam, Yun Hin Tau Fiq-Yap, Pogaku Ravindra, Siow Hwa Teo, S. Sivasangar, Eng-Seng ChanMaria SiahaanNo ratings yet
- 1 s2.0 S0957582020303220 MainDocument14 pages1 s2.0 S0957582020303220 Mainwaled officeNo ratings yet
- EnergyDocument23 pagesEnergydilip matalNo ratings yet
- International Journal of Greenhouse Gas ControlDocument11 pagesInternational Journal of Greenhouse Gas Controlamirali2015No ratings yet
- Journal of The Taiwan Institute of Chemical Engineers: Tawfik A. Saleh, Gaddafi I. DanmalikiDocument9 pagesJournal of The Taiwan Institute of Chemical Engineers: Tawfik A. Saleh, Gaddafi I. DanmalikiPrativa BeheraNo ratings yet
- Catalysts 10 00352 PDFDocument38 pagesCatalysts 10 00352 PDFQian Jun AngNo ratings yet
- Carbon Capture UtilisationDocument86 pagesCarbon Capture UtilisationArshilkarim khanNo ratings yet
- Catalyst in Refining PetrochemicalsDocument5 pagesCatalyst in Refining PetrochemicalsgshdavidNo ratings yet
- 10.1016@j.jcou.2016.01.006Document6 pages10.1016@j.jcou.2016.01.006Himadri SahaNo ratings yet
- Liu 2015Document24 pagesLiu 2015chintz BhatNo ratings yet
- Efficient CO2 capture over ordered micro-mesoporous carbonDocument39 pagesEfficient CO2 capture over ordered micro-mesoporous carbonMoaz KhursheedNo ratings yet
- Journal of The Taiwan Institute of Chemical Engineers: Siew Hoong Shuit, Eng Poh NG, Soon Huat TanDocument9 pagesJournal of The Taiwan Institute of Chemical Engineers: Siew Hoong Shuit, Eng Poh NG, Soon Huat TanAL-Hassan NasserNo ratings yet
- Simulation of Hydrodesulphurization (HDS) Unit of Kaduna Refining and Petrochemical Company LimitedDocument7 pagesSimulation of Hydrodesulphurization (HDS) Unit of Kaduna Refining and Petrochemical Company Limitedmohsen ranjbarNo ratings yet
- Utilization of Co2 For EtoDocument8 pagesUtilization of Co2 For EtoMuhammad Dzikri AjauhariNo ratings yet
- Effect of Moisture Content On The Extraction Rate of Coffee Oil From Spent Coffee Grounds Using Norflurane As SolventDocument8 pagesEffect of Moisture Content On The Extraction Rate of Coffee Oil From Spent Coffee Grounds Using Norflurane As SolventMega MustikaningrumNo ratings yet
- Catalytic Decarboxylation of Naphthenic Acids in Crude OilsDocument9 pagesCatalytic Decarboxylation of Naphthenic Acids in Crude Oilsjuan9601No ratings yet
- A Review of Biogas UtilisationDocument18 pagesA Review of Biogas UtilisationTania Dealina SariNo ratings yet
- Minerals: Case Studies For Clean Technology Development in The Chemical Industry Using Zeolite Based CatalystsDocument14 pagesMinerals: Case Studies For Clean Technology Development in The Chemical Industry Using Zeolite Based Catalystsحاتم غيدان خلفNo ratings yet
- Energies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorDocument11 pagesEnergies: Gasification of A Dried Sewage Sludge in A Laboratory Scale Fixed Bed ReactorCABean1No ratings yet
- Study of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilDocument11 pagesStudy of The Thermal Cracking During The Vacuum Distillation of Atmospheric Residue of Crude OilPhạm QuânNo ratings yet
- 1 s2.0 S092633731300057X MainDocument5 pages1 s2.0 S092633731300057X MainGerson Martinez ZuñigaNo ratings yet
- Ultra-Fast and Highly Efficient Catalytic Oxidative Desulfurization ofDocument13 pagesUltra-Fast and Highly Efficient Catalytic Oxidative Desulfurization ofHaroon RashidNo ratings yet
- Nanomanufacturing 02 00009 v2Document12 pagesNanomanufacturing 02 00009 v2olivierNo ratings yet
- International Journal of Greenhouse Gas ControlDocument11 pagesInternational Journal of Greenhouse Gas Controlamirali2015No ratings yet
- CESAR1 Solvent Degradation and Thermal Reclaiming Results From TCM TestingDocument13 pagesCESAR1 Solvent Degradation and Thermal Reclaiming Results From TCM Testingamirali2015No ratings yet
- SSRN-id3814712 TCMDocument13 pagesSSRN-id3814712 TCMamirali2015No ratings yet
- Impact of Heat Stable Salts On Equilibrium CO2 AbsorptionDocument14 pagesImpact of Heat Stable Salts On Equilibrium CO2 Absorptionmatrix69No ratings yet
- ResiboDocument1 pageResiboAlex RespicioNo ratings yet
- Thermal Mass Flow Meter PrincipleDocument2 pagesThermal Mass Flow Meter Principleyousaf_zai_khan81995No ratings yet
- Aos Ce 15400Document4 pagesAos Ce 15400Jovenal TuplanoNo ratings yet
- Barriers To Nurse - Patient Communication in Saudi Arabia: An Integrative ReviewDocument10 pagesBarriers To Nurse - Patient Communication in Saudi Arabia: An Integrative Reviewmark3dasaNo ratings yet
- Admin, 085 - 799 - Ivan Master Worung - GalleyDocument5 pagesAdmin, 085 - 799 - Ivan Master Worung - GalleyM Ali AdrianNo ratings yet
- SOP of Gram StainDocument5 pagesSOP of Gram Stainzalam55100% (1)
- Mode of AssignmentDocument95 pagesMode of AssignmentQasim AliNo ratings yet
- Adult Assessment: Head To Toe Assessment Is The Baseline and Ongoing Data That Is Needed OnDocument2 pagesAdult Assessment: Head To Toe Assessment Is The Baseline and Ongoing Data That Is Needed OnAldrin NavarroNo ratings yet
- SGLGB Form 1 Barangay ProfileDocument3 pagesSGLGB Form 1 Barangay ProfileHELEN CASIANONo ratings yet
- Conversion Disorder in Childhood: James R. BrašićDocument8 pagesConversion Disorder in Childhood: James R. BrašićmasriffaNo ratings yet
- Multi Air Engine Seminar ReportDocument23 pagesMulti Air Engine Seminar ReportVishal ChauhanNo ratings yet
- Cs Varnavrat Land SlideDocument7 pagesCs Varnavrat Land SlideBIJAY KRISHNA DASNo ratings yet
- Convey 1996Document8 pagesConvey 1996Moises Tinte100% (1)
- MEM Micro-ProjectDocument16 pagesMEM Micro-ProjectGanesh GoreNo ratings yet
- Exercise 5 - Journalizing TransactionsDocument10 pagesExercise 5 - Journalizing TransactionsMichael DiputadoNo ratings yet
- WHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)Document3 pagesWHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)114912No ratings yet
- Aircraft Surface Protection and Paint CoatingsDocument2 pagesAircraft Surface Protection and Paint CoatingsSarah SNo ratings yet
- Subsea Cable Floats: Rising To Your Undersea ChallengesDocument1 pageSubsea Cable Floats: Rising To Your Undersea ChallengesMAURICIO DE LOS SANTOS HERNANDEZNo ratings yet
- Midterm MMMDocument2 pagesMidterm MMMasdfghjkl zxcvbnmNo ratings yet
- Physics Radiant Energy Light: GE 143 Remote SensingDocument1 pagePhysics Radiant Energy Light: GE 143 Remote SensingPISALBO, JEXTER P.No ratings yet
- Experiment # 04: Short-Circuit Test of Single Phase TransformerDocument5 pagesExperiment # 04: Short-Circuit Test of Single Phase TransformerNasir Ali / Lab Engineer, Electrical Engineering DepartmentNo ratings yet
- Cavab - kartı - numune (копия) (копия) (копия) (копия)Document2 pagesCavab - kartı - numune (копия) (копия) (копия) (копия)Javid NovruzovNo ratings yet
- Literature Review of ZnoDocument7 pagesLiterature Review of Znoea6mkqw2100% (1)
- Worksheet#3Document3 pagesWorksheet#3Richard GrayNo ratings yet
- Assay SolutionsDocument1 pageAssay SolutionsAlex RamirezNo ratings yet
- RUPEX Coupling RWNDocument26 pagesRUPEX Coupling RWNWaris La Joi WakatobiNo ratings yet