You might also like
- On The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelDocument8 pagesOn The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelMallikarjunrao PanabakaNo ratings yet
- Temperature Dependence of The Microstructure and MDocument11 pagesTemperature Dependence of The Microstructure and MAlokNo ratings yet
- Hot Deformation Behaviour Studies On 58Ni-39Cr Nickel Super Alloy by Thermo-Mechanical Simulation and Finite Element MethodDocument10 pagesHot Deformation Behaviour Studies On 58Ni-39Cr Nickel Super Alloy by Thermo-Mechanical Simulation and Finite Element MethodTJPRC PublicationsNo ratings yet
- Aleaciones 7000 AlDocument20 pagesAleaciones 7000 AlDavid FellinNo ratings yet
- 2effects of Cold-Rolling and Subsequent Annealing On The Nano-Mechanical and Creep Behaviors of CrCoNi Medium-Entropy AlloyDocument12 pages2effects of Cold-Rolling and Subsequent Annealing On The Nano-Mechanical and Creep Behaviors of CrCoNi Medium-Entropy Alloy波唐No ratings yet
- Grain Refinement Under Multi-Axial ForgingDocument7 pagesGrain Refinement Under Multi-Axial ForgingJoselo HRNo ratings yet
- Tensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresDocument6 pagesTensile Properties and Strain Rate SENSITIVITY OF Ti-47Al-2Cr-0.2Si Sheet Material With Different MicrostructuresTommy NoviantoNo ratings yet
- Fundamental Studies On The Thermal Stability and Mechanical Characteristics of AZ31Document9 pagesFundamental Studies On The Thermal Stability and Mechanical Characteristics of AZ31FrancoNo ratings yet
- Effects of Hot-Forging and SubsequentDocument14 pagesEffects of Hot-Forging and Subsequentwagdy87No ratings yet
- High Strength and Ductility of Nanostructured Al-Based Alloy, Prepared by High-Pressure TechniqueDocument4 pagesHigh Strength and Ductility of Nanostructured Al-Based Alloy, Prepared by High-Pressure TechniqueviniciushiperNo ratings yet
- Materials Characterization: Hee-Jeong Chung, Joo-Youl Huh, Woo-Sang Jung TDocument7 pagesMaterials Characterization: Hee-Jeong Chung, Joo-Youl Huh, Woo-Sang Jung TKOLLA LAKSHMAN RAONo ratings yet
- 58 4 NieDocument12 pages58 4 Nieestag.engNo ratings yet
- 2012 - Tensile Deformation Characteristics of Bulk Ultrafine-Grained Austenitic Stainless Steel Produced by Thermal CyclingDocument4 pages2012 - Tensile Deformation Characteristics of Bulk Ultrafine-Grained Austenitic Stainless Steel Produced by Thermal CyclingOmar S Al-AbriNo ratings yet
- Aging Behaviour and Tensile Strength of Maraging Steel Processed by Laser WeldingDocument8 pagesAging Behaviour and Tensile Strength of Maraging Steel Processed by Laser WeldingTJPRC PublicationsNo ratings yet
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDocument7 pagesMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqNo ratings yet
- Metals 13 01301Document11 pagesMetals 13 01301iqbal haiderNo ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- High Strength and Ductility)Document17 pagesHigh Strength and Ductility)ddsiva402No ratings yet
- Metals 12 00354Document15 pagesMetals 12 00354Srikanth SrikantiNo ratings yet
- Investigation On The Thermostability of Residual Stress and Microstructure in Shot Peened SAF 2507 Duplex Stainless SteelDocument9 pagesInvestigation On The Thermostability of Residual Stress and Microstructure in Shot Peened SAF 2507 Duplex Stainless SteelRodrigo MedeirosNo ratings yet
- Effect of Annealing Treatment On MicrostructuralDocument11 pagesEffect of Annealing Treatment On Microstructuralwagdy87No ratings yet
- Scale Development On Steel During Hot Strip RollingDocument7 pagesScale Development On Steel During Hot Strip RollingMochamad Kamal IhsanNo ratings yet
- 1 s2.0 S2213956721001821 MainDocument13 pages1 s2.0 S2213956721001821 MainChigoChigoNo ratings yet
- Materials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoDocument8 pagesMaterials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoKOLLA LAKSHMAN RAONo ratings yet
- TMP 39 DBDocument13 pagesTMP 39 DBFrontiersNo ratings yet
- Anand & SuDocument13 pagesAnand & SuKanishkSinhaNo ratings yet
- Plastic Deformation of Al and AA5754 Between 4.2K and 295KDocument15 pagesPlastic Deformation of Al and AA5754 Between 4.2K and 295Kenver328No ratings yet
- SI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...Document7 pagesSI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...鄭勝元No ratings yet
- Influence of Cooling Rate On Crystallisation Kinetics On Microstructure of Cast Zinc AlloysDocument7 pagesInfluence of Cooling Rate On Crystallisation Kinetics On Microstructure of Cast Zinc AlloystabibkarimNo ratings yet
- Study of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)Document15 pagesStudy of The Mechanical and Thermal Properties of Sn-5Sb (DR Alla Bahgat)eidelsayedNo ratings yet
- Microstructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelDocument8 pagesMicrostructure and Microhardness of Nano Ultrafine Nufg Grained Cold Rolled 006c SteelhoangNo ratings yet
- 2011 - Effect of Warm Rolling On Recrystalization Texture of 3%si SteelDocument8 pages2011 - Effect of Warm Rolling On Recrystalization Texture of 3%si SteelKetnipha SukwannawitNo ratings yet
- 3.1 s2.0 S1005030220308380 MainDocument9 pages3.1 s2.0 S1005030220308380 Mainzj xiaoNo ratings yet
- JEMP-kineticsofsecondarycarbidesDocument13 pagesJEMP-kineticsofsecondarycarbidesisaac quiroz catalanNo ratings yet
- DRX HeaDocument8 pagesDRX HeaWG ZhaiNo ratings yet
- Effect Thermal Ageing TemperaturDocument6 pagesEffect Thermal Ageing TemperaturThaharNo ratings yet
- 1 - Ion ActaMet 1982Document11 pages1 - Ion ActaMet 1982Chandra ClarkNo ratings yet
- Co CR Mo W 12+++Document39 pagesCo CR Mo W 12+++Михаил ВасильевNo ratings yet
- Ding 2013 Fem Modeling of Dynamical RecrystalDocument8 pagesDing 2013 Fem Modeling of Dynamical RecrystalЮрий ГаминNo ratings yet
- Microstructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIDocument15 pagesMicrostructure, Tensile Deformation, and Fracture in Aged Ti 10V-2Fe-3AIsatyanarayana chvvNo ratings yet
- Statics and DynamicsDocument5 pagesStatics and DynamicsShahrul AzeerieNo ratings yet
- Vacuum: SciencedirectDocument9 pagesVacuum: Sciencedirectdewang_yogesh3No ratings yet
- Rekristalisasi RemovedDocument1 pageRekristalisasi RemovedTetty Arsety GuluhNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Influence of Warm-Working On Quality of AISI 1015 Carbon SteelDocument7 pagesInfluence of Warm-Working On Quality of AISI 1015 Carbon SteelRicho Firdaus TumanggorNo ratings yet
- Improvement of Elevated-Temperature Strength and Recrystallization Resistance Via Mn-Containing Dispersoid Strengthening in Al-Mg-Si 6082 AlloyDocument9 pagesImprovement of Elevated-Temperature Strength and Recrystallization Resistance Via Mn-Containing Dispersoid Strengthening in Al-Mg-Si 6082 AlloyPengxuan DongNo ratings yet
- Strain and FractureDocument6 pagesStrain and FractureSinhro018No ratings yet
- 3 - Fatemi-Varzaneh MSEA 2007Document6 pages3 - Fatemi-Varzaneh MSEA 2007Chandra ClarkNo ratings yet
- Hot Deformation Studies of AISI 1035 Steel Using Thermo Mechanical SimulatorDocument6 pagesHot Deformation Studies of AISI 1035 Steel Using Thermo Mechanical SimulatorIsrar EqubalNo ratings yet
- 1 s2.0 S0921509318300029 MainDocument12 pages1 s2.0 S0921509318300029 MainMR GOKCHENNo ratings yet
- A Thermo-Mechanical Treatment To Improve The Superelastic Performances of Biomedical Ti-26Nb and Ti-20Nb-6Zr AlloysDocument9 pagesA Thermo-Mechanical Treatment To Improve The Superelastic Performances of Biomedical Ti-26Nb and Ti-20Nb-6Zr AlloysMárcia SilvaNo ratings yet
- Artigo CTMDocument6 pagesArtigo CTMGuilherme CarvalhoNo ratings yet
- Microstructure Evolution and Kinetics of Static Recrystallization of MEDIUM MNDocument26 pagesMicrostructure Evolution and Kinetics of Static Recrystallization of MEDIUM MNJoselo HRNo ratings yet
- Effect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelDocument8 pagesEffect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelNathanael Basana HisarNo ratings yet
- A356 Cooling Rate Vs DASDocument5 pagesA356 Cooling Rate Vs DASshilohNo ratings yet
- Mechanical Properties of Nanostructured Nickel BasDocument6 pagesMechanical Properties of Nanostructured Nickel BasMaryam TorfehNo ratings yet
- 2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateDocument7 pages2004 Effect of Macrostructure and Microstructure On The Viscosity of The A356 Alloy in The Semi Solid StateAna RivasNo ratings yet
- Liu 2017Document31 pagesLiu 2017Marco A. R. JimenesNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering AJonNo ratings yet
- مقایسه ریزساختار آلومینیوم فورج چند محوریDocument13 pagesمقایسه ریزساختار آلومینیوم فورج چند محوریuuseppNo ratings yet
- Effect of Recrystallization On Diffusion in Ultrafine-Grained NiDocument12 pagesEffect of Recrystallization On Diffusion in Ultrafine-Grained NiuuseppNo ratings yet
- Data Analysis in Excel Chapter1Document38 pagesData Analysis in Excel Chapter1jonNo ratings yet
- Grain Size Effects in Aluminum Processed by Severe Plastic DeformationDocument6 pagesGrain Size Effects in Aluminum Processed by Severe Plastic DeformationuuseppNo ratings yet
- Pandas Worksheets ALLDocument8 pagesPandas Worksheets ALLuusepp100% (1)
- Turbine Blade Repair TechnologiesDocument4 pagesTurbine Blade Repair TechnologiesuuseppNo ratings yet
- 5 - 1 - Course Notes Cluster AnalysisDocument7 pages5 - 1 - Course Notes Cluster AnalysisuuseppNo ratings yet
- Changing Plot Style and Color: Erin CaseDocument54 pagesChanging Plot Style and Color: Erin CaseBaldev KumarNo ratings yet
- Introduction To Data Visualization With Seaborn Chapter3Document32 pagesIntroduction To Data Visualization With Seaborn Chapter3FgpeqwNo ratings yet
- Introduction To Data Visualization With Seaborn Chapter1Document26 pagesIntroduction To Data Visualization With Seaborn Chapter1FgpeqwNo ratings yet
- Professional Photovoltaic Module: Manual de Usuario User S ManualDocument2 pagesProfessional Photovoltaic Module: Manual de Usuario User S ManualCarlos UenoNo ratings yet
- Electromagnetic EngineDocument2 pagesElectromagnetic EngineGiri Wip NxNo ratings yet
- Fault Diagnosis of Spacecraft Reaction Wheels Based On Principal Component AnalysisDocument6 pagesFault Diagnosis of Spacecraft Reaction Wheels Based On Principal Component AnalysisOthman NasriNo ratings yet
- Handbook of Lubrication and TribologyDocument1,139 pagesHandbook of Lubrication and Tribologydouglas100% (5)
- Eriez Sl08 Lifting Magnets BrochureDocument24 pagesEriez Sl08 Lifting Magnets Brochuredante224No ratings yet
- Eng Periodic-92 PDFDocument11 pagesEng Periodic-92 PDFPepe MNo ratings yet
- Biomechanical Evaluation of The Screw Preload Values Used in The Plate Placement For Bone FracturesDocument7 pagesBiomechanical Evaluation of The Screw Preload Values Used in The Plate Placement For Bone FracturesBaochun CaiNo ratings yet
- Calicut University Civil Engineering Fourth Semester Model Question PapersDocument9 pagesCalicut University Civil Engineering Fourth Semester Model Question PapersRanjith SomanNo ratings yet
- Caprolactam Technical SpecificationDocument6 pagesCaprolactam Technical SpecificationDavid Jackson100% (1)
- Lab 1 Electrical MeasurementsDocument8 pagesLab 1 Electrical MeasurementsHasib Amir0% (1)
- Cryostar I Article Nr. 7150: ManualDocument26 pagesCryostar I Article Nr. 7150: ManualAbraham Casadiego AlverniaNo ratings yet
- XD248 Temperature Controller SettingDocument2 pagesXD248 Temperature Controller SettingKan Chee LiangNo ratings yet
- Chemical Plant Design DDocument12 pagesChemical Plant Design DFebio DalantaNo ratings yet
- Sabic Diethylene Glycol: DescriptionDocument2 pagesSabic Diethylene Glycol: DescriptionAnant TyagiNo ratings yet
- q1wk1 gp1 La1Document1 pageq1wk1 gp1 La1ian babiloniaNo ratings yet
- Knowledge Organiser Module 2.227543735Document3 pagesKnowledge Organiser Module 2.227543735armaanb617No ratings yet
- SAFE VerificationDocument7 pagesSAFE VerificationRahul AggarwalNo ratings yet
- Desain Dan Simulasi Elemen Hingga Gantry Crane Kapasitas 9 Ton Menggunakan Autodesk Inventor 2017Document9 pagesDesain Dan Simulasi Elemen Hingga Gantry Crane Kapasitas 9 Ton Menggunakan Autodesk Inventor 2017Samuel Panda PotanNo ratings yet
- Extending Our Assessments: Homework and TestingDocument22 pagesExtending Our Assessments: Homework and TestingRyan HoganNo ratings yet
- ScP031 States LADocument2 pagesScP031 States LAORBeducation100% (4)
- (42!10!1) NPTEL - Safety in CryogenicsDocument42 pages(42!10!1) NPTEL - Safety in CryogenicsSouresh PalNo ratings yet
- Chapter 01Document19 pagesChapter 01Stefan SalvatorNo ratings yet
- Introduction To Atomic and Quantum Physics - Sommerfeld TheoryDocument5 pagesIntroduction To Atomic and Quantum Physics - Sommerfeld TheorySrinivas SaiNo ratings yet
- X-Ray: Prepared byDocument21 pagesX-Ray: Prepared bylaith adnanNo ratings yet
- BU FCAI BS111 P&S Lec08Document66 pagesBU FCAI BS111 P&S Lec08صلاح متوليNo ratings yet
- Determination of HHV of Diesel FuelDocument7 pagesDetermination of HHV of Diesel FuelAdrian Soriaga LontocNo ratings yet
- L GCE Maths SpecDocument130 pagesL GCE Maths SpecgaryngaraNo ratings yet
- Cogon Manuscript ICCBEI 2019 Japan PDFDocument7 pagesCogon Manuscript ICCBEI 2019 Japan PDFRevilo SilecNo ratings yet
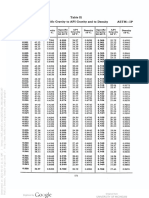
- API Astm IP: Specific Gravity Gravity Density API APIDocument1 pageAPI Astm IP: Specific Gravity Gravity Density API APIمحمد مNo ratings yet