You might also like
- Welding Technology: For EngineersDocument96 pagesWelding Technology: For Engineersankita awasthiNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- L2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding ProcessDocument18 pagesL2-Arc - Welding - Process - PPTX Filename UTF-8''L2-Arc Welding Process222-020-651No ratings yet
- Introduction to Welding ProcessesDocument68 pagesIntroduction to Welding ProcesseswinnieNo ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- Arc WeldingDocument42 pagesArc WeldingrkpnakNo ratings yet
- Welding Procedure & Welder Qualification: Pak-Arab Refinery LimitedDocument70 pagesWelding Procedure & Welder Qualification: Pak-Arab Refinery LimitedRizwan BangashNo ratings yet
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- Welding Electrodes Types and Application Procedures Welding DefectsDocument77 pagesWelding Electrodes Types and Application Procedures Welding DefectsmkpqNo ratings yet
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 pagesWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNo ratings yet
- MET 1321 MIG Welding Lab GuideDocument23 pagesMET 1321 MIG Welding Lab Guideafnene1No ratings yet
- Welding Procedure & Welder QualificationDocument71 pagesWelding Procedure & Welder QualificationRizwan BangashNo ratings yet
- Effect of Welding Current on A36 Steel Joint PropertiesDocument10 pagesEffect of Welding Current on A36 Steel Joint PropertiesBasim Al-bhadleNo ratings yet
- Welding & Joining Processes 26 September 2023Document30 pagesWelding & Joining Processes 26 September 2023Osaid AhmadNo ratings yet
- Welding DefectsDocument36 pagesWelding DefectsSunilNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- BMP Presentation Group - 6Document11 pagesBMP Presentation Group - 6Damage SinghNo ratings yet
- WELDING PROCESSES GUIDEDocument52 pagesWELDING PROCESSES GUIDEAnil Kumar TNo ratings yet
- Effect of Welding Current on Mechanical Properties of Steel WeldsDocument9 pagesEffect of Welding Current on Mechanical Properties of Steel WeldsMuhammad Zuhdi SyihabNo ratings yet
- Welding Processes and TechniqueDocument49 pagesWelding Processes and TechniqueRanendraNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Manual Metal Arc WeldingDocument13 pagesManual Metal Arc WeldingHirenNo ratings yet
- GHJDocument163 pagesGHJAbdul Gafoor ShaikhNo ratings yet
- Arc WeldingDocument14 pagesArc WeldingAnkitPandeyNo ratings yet
- The Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingDocument8 pagesThe Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingMenad SalahNo ratings yet
- WelcomeDocument25 pagesWelcomeEE166Srushti Vibhute.No ratings yet
- Unit-3 Metal Joining Processes-1Document20 pagesUnit-3 Metal Joining Processes-1Himanshu TiwariNo ratings yet
- Online GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Document53 pagesOnline GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Md. Zishanur RahmanNo ratings yet
- WeldingDocument52 pagesWeldingPhani Sridhar ChNo ratings yet
- Casting, Forming & Welding (ME31007) Lecture NotesDocument102 pagesCasting, Forming & Welding (ME31007) Lecture NotesramuNo ratings yet
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Spot WeldingDocument14 pagesSpot WeldingMuhammad Bin RiazNo ratings yet
- Pressure Vessel Code Asme Section IxDocument132 pagesPressure Vessel Code Asme Section IxImane KhammouriNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Welding Lectures 1-2 PDFDocument33 pagesWelding Lectures 1-2 PDFKshitijGauravVermaNo ratings yet
- Manual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingDocument132 pagesManual Electric Arc Welding Automatic Welding Processes, Electro-Slag, Electro-Ga S, TIG, MIG, SAW, Resistance WeldingRajesh PatroNo ratings yet
- Paper - 5QA 002 SA1Document12 pagesPaper - 5QA 002 SA1kreksomukti5508100% (1)
- Unit V: Design of Weld Joints, Weldability and Testing of WeldmentsDocument24 pagesUnit V: Design of Weld Joints, Weldability and Testing of WeldmentsparthibankNo ratings yet
- Arc Welding ProcessesDocument153 pagesArc Welding ProcessesAsad Bin Ala Qatari100% (3)
- JOINING of Metals: 1. WeldingDocument62 pagesJOINING of Metals: 1. WeldingMuhammad Ali BakhtNo ratings yet
- Optimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelDocument6 pagesOptimization of Process Parameters of MIG Welding To Improve Tensile Strength of Fe-415 Mild SteelIJRASETPublicationsNo ratings yet
- Welding BasicsDocument37 pagesWelding BasicsSnehal DeshmukhNo ratings yet
- 05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding ArcDocument6 pages05 Krawczyk Welding Parameter Ranges in Relation To Metal Transfer Method in Welding Arcprabhatkumar_6657012No ratings yet
- Welding Processes PDFDocument44 pagesWelding Processes PDFHusain AliNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- 2.welding ProcessesDocument81 pages2.welding ProcessesP. M. ISAI VISAAHANNo ratings yet
- 2 Joining ProcessDocument54 pages2 Joining ProcessIzzah Suhair Binti Sa'AbanNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- Percusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainDocument5 pagesPercusion Welding Gas Metal Arc Welding: 6. (A) (I) Explain 6. (A) (Ii) ExplainElumalai PcNo ratings yet
- Assignment 1 WeldingDocument11 pagesAssignment 1 WeldingLee Eyyh DeeNo ratings yet
- And Welding in Manufacturing: TIG MIGDocument27 pagesAnd Welding in Manufacturing: TIG MIGHope ThemNo ratings yet
- Welding DefectsDocument22 pagesWelding DefectsVijay Krishna KanthNo ratings yet
- MPR-unit-V D.B.Patil NDocument14 pagesMPR-unit-V D.B.Patil NSakshi SalunkheNo ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- d1 4 Wps 675 070 12 Digital FormDocument1 paged1 4 Wps 675 070 12 Digital FormAamer MohammedNo ratings yet
- Material Selection and Material Processing in DesignDocument28 pagesMaterial Selection and Material Processing in DesignShubham SahuNo ratings yet
- Welding Procedure Specification (WPS)Document7 pagesWelding Procedure Specification (WPS)Aamer MohammedNo ratings yet
- Welding Symbol Reference ChartDocument2 pagesWelding Symbol Reference ChartAamer MohammedNo ratings yet
- Fillet and groove weld procedure qualification requirementsDocument2 pagesFillet and groove weld procedure qualification requirementsAamer MohammedNo ratings yet
- AWS and ASME Welding Filler Metal ClassificationsDocument5 pagesAWS and ASME Welding Filler Metal ClassificationsRichard BennardoNo ratings yet
- Calculating Weld Volume and Weight - TWIDocument8 pagesCalculating Weld Volume and Weight - TWIAamer MohammedNo ratings yet
- Filler Metal ClassificationsDocument16 pagesFiller Metal ClassificationsAamer MohammedNo ratings yet
- ASTM Equivalent of EN10025 S355JR and 275JRDocument2 pagesASTM Equivalent of EN10025 S355JR and 275JRAamer MohammedNo ratings yet
- Silo - Tips - Ice Specification For Piling and Embedded Retaining Walls 2nd EditionDocument15 pagesSilo - Tips - Ice Specification For Piling and Embedded Retaining Walls 2nd EditionAamer MohammedNo ratings yet
- ASME P-NumbersDocument9 pagesASME P-NumbersAamer MohammedNo ratings yet
- ASME A-NumbersDocument6 pagesASME A-NumbersAamer MohammedNo ratings yet
- 1 Guide For WPS PQR WPQR PDFDocument6 pages1 Guide For WPS PQR WPQR PDFmuhammadazhar100% (1)
- Compressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForDocument5 pagesCompressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForViet DinhHongNo ratings yet
- Bs en 1536Document90 pagesBs en 1536Jakubcsek100% (2)
- Pittini Group Bars SPF291 B500BDocument2 pagesPittini Group Bars SPF291 B500BAamer MohammedNo ratings yet
- Bars and Rods - OverviewDocument48 pagesBars and Rods - OverviewAamer MohammedNo ratings yet
- Six Sigma - Model 03Document77 pagesSix Sigma - Model 03Aamer MohammedNo ratings yet
- Table - 1-Metric Torque ValuesDocument1 pageTable - 1-Metric Torque ValuesAamer MohammedNo ratings yet
- Bitugtjard: For A LtiDocument2 pagesBitugtjard: For A LtiAamer MohammedNo ratings yet
- Bituguard BoardDocument2 pagesBituguard BoardAamer MohammedNo ratings yet
- Bitugtjard: For A LtiDocument2 pagesBitugtjard: For A LtiAamer MohammedNo ratings yet
- Dezurik Balancing Valves Flow Curve 12quot 300mm 12-30-1jDocument1 pageDezurik Balancing Valves Flow Curve 12quot 300mm 12-30-1jgm_revankar3942No ratings yet
- MEM Micro-ProjectDocument16 pagesMEM Micro-ProjectGanesh GoreNo ratings yet
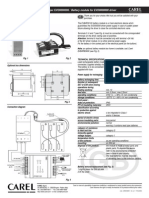
- EVBAT00100 Batterij ModuleDocument1 pageEVBAT00100 Batterij ModuleSaptCahbaguzNo ratings yet
- Intermolecular Forces Lesson PlanDocument34 pagesIntermolecular Forces Lesson Planapi-442754652No ratings yet
- HPLC Determination of Caffeine in Coffee BeverageDocument7 pagesHPLC Determination of Caffeine in Coffee Beveragemuhammad ihklasulNo ratings yet
- Catalogue Perkins 4012 46TAG1A 46TAG2ADocument18 pagesCatalogue Perkins 4012 46TAG1A 46TAG2AAbdoul-aziz Ben Ousmanou100% (1)
- Admin, 085 - 799 - Ivan Master Worung - GalleyDocument5 pagesAdmin, 085 - 799 - Ivan Master Worung - GalleyM Ali AdrianNo ratings yet
- Subsea Cable Floats: Rising To Your Undersea ChallengesDocument1 pageSubsea Cable Floats: Rising To Your Undersea ChallengesMAURICIO DE LOS SANTOS HERNANDEZNo ratings yet
- Manual de Reparacion TXV75Document16 pagesManual de Reparacion TXV75Ovh MaquinariasNo ratings yet
- Periodontal DiseaseDocument4 pagesPeriodontal Diseasemojako_badboysNo ratings yet
- Future Reference Craftsman Scroll Saw Serial and Model NumbersDocument22 pagesFuture Reference Craftsman Scroll Saw Serial and Model NumbersJL AlexanderNo ratings yet
- On of Smart Crab Water Monitoring System Using ArduinoDocument46 pagesOn of Smart Crab Water Monitoring System Using ArduinoLayla GarciaNo ratings yet
- Wind Energy 6Document12 pagesWind Energy 6Shanthi RameshNo ratings yet
- PT. Citilink Indonesia N P W P: 0 2 - 8 2 7 - 5 9 7 - 2 - 0 9 3 - 0 0 0 Jl. Raya Juanda Sawotratap Gedangan SidoarjoDocument2 pagesPT. Citilink Indonesia N P W P: 0 2 - 8 2 7 - 5 9 7 - 2 - 0 9 3 - 0 0 0 Jl. Raya Juanda Sawotratap Gedangan SidoarjoZemNo ratings yet
- 18 National Indicator Framework For Monitoring Evaluation Myanmar Ye Naing HtetDocument9 pages18 National Indicator Framework For Monitoring Evaluation Myanmar Ye Naing HtetKo KyawNo ratings yet
- Me, Myself, and My Dream CareerDocument12 pagesMe, Myself, and My Dream CareerJed CameronNo ratings yet
- EWM Certification Syllabus (9.5) Topic Areas Topic Details, Courses, Books WeightingDocument2 pagesEWM Certification Syllabus (9.5) Topic Areas Topic Details, Courses, Books Weightingguru_3112No ratings yet
- Include The Following in Your RTI ApplicationDocument4 pagesInclude The Following in Your RTI ApplicationRam LoharNo ratings yet
- FT-IR Analysis of Hock ProcessDocument4 pagesFT-IR Analysis of Hock ProcessmohsengolestanzadehNo ratings yet
- Devsecops Course Content: Module-1 Devops BasicsDocument3 pagesDevsecops Course Content: Module-1 Devops Basicshelo nameNo ratings yet
- Format Bahasa Inggeris UPSR 2016 ENGLISH (013) Section ADocument33 pagesFormat Bahasa Inggeris UPSR 2016 ENGLISH (013) Section AVINOTININo ratings yet
- CAT 6040 Hydraulic Excavator Undercarriage Service TrainingDocument18 pagesCAT 6040 Hydraulic Excavator Undercarriage Service TrainingWillian Ticlia Ruiz100% (1)
- Create Windows XP boot CD with McAfee Command Line ScannerDocument3 pagesCreate Windows XP boot CD with McAfee Command Line ScannerSudheesh PuthusseryNo ratings yet
- Water Purification Hardness Estimation EDTA Ion ExchangeDocument19 pagesWater Purification Hardness Estimation EDTA Ion ExchangesiddharthNo ratings yet
- G.V. Black's Classification and Class I Cavity PreparationDocument57 pagesG.V. Black's Classification and Class I Cavity PreparationPrakuz Harmony SubedifiedNo ratings yet
- District Potential Analysis of PilibhitDocument57 pagesDistrict Potential Analysis of PilibhitJasraj SinghNo ratings yet
- Lab Report 2Document5 pagesLab Report 2adrianeNo ratings yet
- Problems of Elder AbuseDocument13 pagesProblems of Elder AbuseNeha Jayaraman100% (3)
- Amul - BCG MatrixDocument9 pagesAmul - BCG MatrixBaidhani Mandal100% (1)
- Ecodial Advance Calculation 4.1Document33 pagesEcodial Advance Calculation 4.1Youwan LeeNo ratings yet