You might also like
- SDV-PR-003 Procedimiento de Control de SoldaduraDocument9 pagesSDV-PR-003 Procedimiento de Control de SoldaduraHernan OrganistaNo ratings yet
- PL-25. PusbiDocument1 pagePL-25. PusbiHernan OrganistaNo ratings yet
- PL3 PañambiDocument1 pagePL3 PañambiHernan OrganistaNo ratings yet
- Circuito 13 Secuencia A+ A - Ciclo Continuo PDFDocument1 pageCircuito 13 Secuencia A+ A - Ciclo Continuo PDFHernan OrganistaNo ratings yet
- Circuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFDocument1 pageCircuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFHernan OrganistaNo ratings yet
- Circuito 6 Mando Directo e Indirecto Valvula MonoestableDocument1 pageCircuito 6 Mando Directo e Indirecto Valvula MonoestableHernan OrganistaNo ratings yet
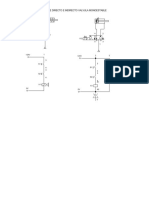
- Circuito 10 Mando Directo e Ind Valvula BiestableDocument1 pageCircuito 10 Mando Directo e Ind Valvula BiestableHernan OrganistaNo ratings yet
- Circuito 11 SECUENCIA A+ A PDFDocument1 pageCircuito 11 SECUENCIA A+ A PDFHernan OrganistaNo ratings yet
- Circuito 7 Mando Serie Directo e Ind Valv MonoestableDocument1 pageCircuito 7 Mando Serie Directo e Ind Valv MonoestableHernan OrganistaNo ratings yet
- Circuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFDocument1 pageCircuito 16 SECUENCIA: A+ B+ A - B - Sensores PDFHernan OrganistaNo ratings yet
- Circuito 12 SECUENCIA A+ A PDFDocument1 pageCircuito 12 SECUENCIA A+ A PDFHernan OrganistaNo ratings yet
- Circuito 14 SECUENCIA A+A - CICLO CONTINUO CON VALVULA BIESTABLE PDFDocument1 pageCircuito 14 SECUENCIA A+A - CICLO CONTINUO CON VALVULA BIESTABLE PDFHernan OrganistaNo ratings yet