You might also like
- Physics Mechanics) QuestionsDocument40 pagesPhysics Mechanics) QuestionsN4y33mNo ratings yet
- D3039 3039MDocument12 pagesD3039 3039MMariana CarvalhoNo ratings yet
- 1 Introduction To Analog IC DesignDocument41 pages1 Introduction To Analog IC Designnavinkumarrr588No ratings yet
- Choke Specification - CCI PDFDocument4 pagesChoke Specification - CCI PDFAakashRanjan100% (1)
- HP Lubricants CataloguesDocument170 pagesHP Lubricants CataloguesdhanusagNo ratings yet
- Extra Practice CH 14 AnsDocument6 pagesExtra Practice CH 14 Ansjona chemistryNo ratings yet
- Method Statement For Sonic Tube GroutingDocument22 pagesMethod Statement For Sonic Tube GroutingKaushalye Mahanama DissanayakeNo ratings yet
- Design and Control of Extractive Distillation ColumnDocument20 pagesDesign and Control of Extractive Distillation ColumnNishant GuptaNo ratings yet
- Alkaline Titration Method for Hydrocyanic Acid in BeansDocument1 pageAlkaline Titration Method for Hydrocyanic Acid in BeansAngie Cerinza Acosta0% (1)
- Tips On Kiln OperationDocument10 pagesTips On Kiln OperationElwathig Bakhiet100% (2)
- NanobotsDocument22 pagesNanobotsSasi KumarNo ratings yet
- Pilot Plant Scale Up Techniques SeminarDocument24 pagesPilot Plant Scale Up Techniques Seminarsakumar5678No ratings yet
- C ClampDocument26 pagesC Clamparulmurugu100% (4)
- Extractive Distillation of Acetone/Methanol Using WaterDocument9 pagesExtractive Distillation of Acetone/Methanol Using Waterjuan pablo macias leonNo ratings yet
- Separation of Tert-Butyl Alcohol-Water Mixtures by A Heterogeneous Azeotropic Batch Distillation ProcessDocument6 pagesSeparation of Tert-Butyl Alcohol-Water Mixtures by A Heterogeneous Azeotropic Batch Distillation Processshridhar andhaleNo ratings yet
- Extractive Distillation of Acetone/Methanol Mixture Using Water As EntrainerDocument8 pagesExtractive Distillation of Acetone/Methanol Mixture Using Water As EntrainernataliaNo ratings yet
- Mapas ResudualesDocument12 pagesMapas ResudualesDavinicolNo ratings yet
- Study On The Separation of Binary Azeotropic MixturesDocument22 pagesStudy On The Separation of Binary Azeotropic MixturesReyes Lopez EstebanNo ratings yet
- Separation of Azeotropes by Shifting The PDFDocument6 pagesSeparation of Azeotropes by Shifting The PDFKharisma JihadNo ratings yet
- 1 PBDocument6 pages1 PBakbarfebrilzaNo ratings yet
- Ethyl Acrylate PDFDocument9 pagesEthyl Acrylate PDFPeri HabibovaNo ratings yet
- 1 s2.0 S1383586619340894 MainDocument18 pages1 s2.0 S1383586619340894 MainPriyam NayakNo ratings yet
- Separation and Puri Fication Technology: SciencedirectDocument5 pagesSeparation and Puri Fication Technology: SciencedirectTrang Phạm ThịNo ratings yet
- Liquid-Liquid and Vapour-liquid Behaviour of Oleyl Alcohol Applied to Extractive Fermentation ProcessingDocument6 pagesLiquid-Liquid and Vapour-liquid Behaviour of Oleyl Alcohol Applied to Extractive Fermentation ProcessingLaiadhi DjemouiNo ratings yet
- 10 1016@j Seppur 2020 117953Document8 pages10 1016@j Seppur 2020 117953nabeelkhaliq323No ratings yet
- Separation and Purification Technology: Antti Kurkijärvi, Juha Lehtonen, Juha LinnekoskiDocument8 pagesSeparation and Purification Technology: Antti Kurkijärvi, Juha Lehtonen, Juha Linnekoskisupercubos1No ratings yet
- Batch Extractive Distillation of Mixture Methanol-Acetonitrile Using Aniline As A AsolventDocument6 pagesBatch Extractive Distillation of Mixture Methanol-Acetonitrile Using Aniline As A AsolventBharat SharmaNo ratings yet
- Heterogeneous Batch-Extractive Distillat PDFDocument37 pagesHeterogeneous Batch-Extractive Distillat PDFmanojNo ratings yet
- Nbutyl Acetate ExperimentalDocument8 pagesNbutyl Acetate ExperimentalNicpueurrNo ratings yet
- Entrainer Selection Rules For The Separation of Azeotropic and Close-Boiling-Temperature Mixtures by Homogeneous Batch Distillation ProcessDocument13 pagesEntrainer Selection Rules For The Separation of Azeotropic and Close-Boiling-Temperature Mixtures by Homogeneous Batch Distillation ProcessListya Eka AnggrainiNo ratings yet
- Separation of Acetonitrila Methanol Benzene Ternary Azeotrope Via Triple Column Pressure Swing DistillationDocument12 pagesSeparation of Acetonitrila Methanol Benzene Ternary Azeotrope Via Triple Column Pressure Swing DistillationJosemarPereiradaSilvaNo ratings yet
- Simulation and Process Integration For Tert-Amyl-Methyl EtherDocument18 pagesSimulation and Process Integration For Tert-Amyl-Methyl EtherJessica CehNo ratings yet
- Chemical Process PaperDocument12 pagesChemical Process PapersukanyagggNo ratings yet
- Benyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerDocument8 pagesBenyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerRajendraNo ratings yet
- Process Simulation of N-Butane and 1 - ButaneDocument5 pagesProcess Simulation of N-Butane and 1 - ButanemusaveerNo ratings yet
- Analysis and Control of BatchDocument14 pagesAnalysis and Control of BatchHarsh PatelNo ratings yet
- Journal of Molecular Liquids: Julio E. Sosa, João M.M. Araújo, Eliseo Amado-González, Ana B. PereiroDocument9 pagesJournal of Molecular Liquids: Julio E. Sosa, João M.M. Araújo, Eliseo Amado-González, Ana B. Pereirowilfred gomezNo ratings yet
- Destilacion Por MembranaDocument11 pagesDestilacion Por MembranaRobert MarleyNo ratings yet
- B-Liquid-Liquid Equilibrium in Ternary Systems Containing EthyleneDocument4 pagesB-Liquid-Liquid Equilibrium in Ternary Systems Containing EthyleneFERNANDA JESUS YANEZ ERIZANo ratings yet
- 188alvarado MoralesDocument6 pages188alvarado MoralesctomeyNo ratings yet
- You_15859 (1) (1)Document13 pagesYou_15859 (1) (1)Rafia Afzal Muhammad AfzalNo ratings yet
- Benzene Recovery 1Document12 pagesBenzene Recovery 1Student 80No ratings yet
- Entrainer Selection Approach For Distillation Column: Chapter - 6Document12 pagesEntrainer Selection Approach For Distillation Column: Chapter - 6Onkar DeorukhkarNo ratings yet
- Simulation and Process Integration For Tert-Amyl-methyl EtherDocument18 pagesSimulation and Process Integration For Tert-Amyl-methyl EtherjinmgNo ratings yet
- SSRN Id3874836Document10 pagesSSRN Id3874836Anirban BhowalNo ratings yet
- Entrainer SelectionDocument10 pagesEntrainer SelectionPurwajTiwariNo ratings yet
- 1.ISCA-RJCS-2012-001 DoneDocument12 pages1.ISCA-RJCS-2012-001 DoneChandra Icha KurniauanNo ratings yet
- Separation of Isobutyl Alcohol and Isobutyl Acetate by Extractive Distillation and Pressure-Swing DistillationDocument9 pagesSeparation of Isobutyl Alcohol and Isobutyl Acetate by Extractive Distillation and Pressure-Swing DistillationMiguel SantosNo ratings yet
- 2011 Separation of Butanol From Acetone-Butanol-Ethanol Fermentation by A HybridDocument15 pages2011 Separation of Butanol From Acetone-Butanol-Ethanol Fermentation by A HybridFatih AkmanNo ratings yet
- Journal of Chromatography A: Franziska Bezold, Maria E. Weinberger, Mirjana MincevaDocument6 pagesJournal of Chromatography A: Franziska Bezold, Maria E. Weinberger, Mirjana MincevaSimonaNo ratings yet
- Acetic acid dehydration control strategyDocument21 pagesAcetic acid dehydration control strategydianNo ratings yet
- UCTM2017Document13 pagesUCTM2017Medha HebbarNo ratings yet
- 14685S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 6 - Materi TambahanDocument9 pages14685S1TKCE60132018 - Operasi Teknik Kimia III - Pertemuan 6 - Materi TambahanAlifia PangestiNo ratings yet
- Recuperación de Productos Biotecnológicos Utilizando Sistemas Acuosos de Dos Fases.Document9 pagesRecuperación de Productos Biotecnológicos Utilizando Sistemas Acuosos de Dos Fases.Erika Alejandra Pardo AcostaNo ratings yet
- LLE (Water + Butyric Acid +Document7 pagesLLE (Water + Butyric Acid +Endarto YudoNo ratings yet
- Process Design and Control of A Reactive Distillation SystemDocument6 pagesProcess Design and Control of A Reactive Distillation SystemChava TututiNo ratings yet
- Bio-Butanol Separation by AdsorptionDocument12 pagesBio-Butanol Separation by AdsorptionDiah MuslimawatiNo ratings yet
- Articulo DescargableDocument15 pagesArticulo DescargableKelly RamosNo ratings yet
- Separation of Acetic Acid From Aqueous Solution Using Various Organic SolventsDocument10 pagesSeparation of Acetic Acid From Aqueous Solution Using Various Organic SolventsAYALEYDENNo ratings yet
- 7 - Bio-Based Membranes For Ethyl Tert-Butyl Ether (ETBE) Bio PDFDocument11 pages7 - Bio-Based Membranes For Ethyl Tert-Butyl Ether (ETBE) Bio PDFAlexVideoVaultNo ratings yet
- Official URLDocument23 pagesOfficial URLnoviNo ratings yet
- Computers and Chemical Engineering: Pravin D. Ghuge, Nilesh A. Mali, Sunil S. JoshiDocument13 pagesComputers and Chemical Engineering: Pravin D. Ghuge, Nilesh A. Mali, Sunil S. JoshiSebastián Castañeda100% (1)
- N-Butyl Acetate Synthesis Via Reactive Distillation: Thermodynamic Aspects, Reaction Kinetics, Pilot-Plant Experiments, and Simulation StudiesDocument9 pagesN-Butyl Acetate Synthesis Via Reactive Distillation: Thermodynamic Aspects, Reaction Kinetics, Pilot-Plant Experiments, and Simulation StudiesEdwin Cirilo ChaucaNo ratings yet
- N-Butanol and N-Amyl Alcohol: Reactive Distillation For Esterification of An Alcohol Mixture ContainingDocument19 pagesN-Butanol and N-Amyl Alcohol: Reactive Distillation For Esterification of An Alcohol Mixture ContainingSarang GohNo ratings yet
- Membranes 10 00345Document18 pagesMembranes 10 00345Justin Marc EstiponaNo ratings yet
- Fluid Phase Equilibria: Ling Li, Ting Zeng, Xiaoda Wang, Changshen Ye, Ting Qiu, Zhixian HuangDocument6 pagesFluid Phase Equilibria: Ling Li, Ting Zeng, Xiaoda Wang, Changshen Ye, Ting Qiu, Zhixian HuangvarunNo ratings yet
- Articulo (Maria Sepur)Document8 pagesArticulo (Maria Sepur)emad hayekNo ratings yet
- Fluid Phase Equilibria: Andr Es F. Martínez, Cesar A. Sanchez, Alvaro Orjuela, Gerardo RodríguezDocument9 pagesFluid Phase Equilibria: Andr Es F. Martínez, Cesar A. Sanchez, Alvaro Orjuela, Gerardo RodríguezJuan Camilo Rodriguez SandovalNo ratings yet
- Design/Optimization of Ternary Hetero-Geneous Azeotropic Distillation SequencesDocument10 pagesDesign/Optimization of Ternary Hetero-Geneous Azeotropic Distillation SequencesJuan Pablo Polania BNo ratings yet
- Eco-Friendly One Pot Synthesis of Coumarin Derivatives by Pechmann Condensation Using Tamarind Juice As A BiocatalystDocument4 pagesEco-Friendly One Pot Synthesis of Coumarin Derivatives by Pechmann Condensation Using Tamarind Juice As A BiocatalystInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Separation of Di-N-Propyl Ether and N-Propyl Alcohol by Extractive DistillationDocument9 pagesSeparation of Di-N-Propyl Ether and N-Propyl Alcohol by Extractive DistillationsaraNo ratings yet
- Visikol-HISTO - Clarifying Tissue For MicrosDocument30 pagesVisikol-HISTO - Clarifying Tissue For MicrosSathyaSrNo ratings yet
- Manual 28 - Draft Rev 1Document54 pagesManual 28 - Draft Rev 1chingwind21660No ratings yet
- 1) What Is Gloss ?Document14 pages1) What Is Gloss ?AvadhutNo ratings yet
- Rotary Homework #6: Calculating Torque, Center of Mass, and ForcesDocument4 pagesRotary Homework #6: Calculating Torque, Center of Mass, and ForcesamanNo ratings yet
- What We Know About Fluid Mechanics: Lecture 3 Morrison Transport I CM3110 9/8/2014Document23 pagesWhat We Know About Fluid Mechanics: Lecture 3 Morrison Transport I CM3110 9/8/2014Bhavya PatelNo ratings yet
- NIKE RSL Finished Product OriginalDocument65 pagesNIKE RSL Finished Product OriginalHasan SozeriNo ratings yet
- GPAMDocument7 pagesGPAMDivya SachdevNo ratings yet
- Module - 5 (Torsion)Document25 pagesModule - 5 (Torsion)rpkayNo ratings yet
- Research Article: Development of Quantum Simulator For Emerging Nanoelectronics DevicesDocument10 pagesResearch Article: Development of Quantum Simulator For Emerging Nanoelectronics DevicesandrewtomsonNo ratings yet
- MSDS Colalipid SilDocument3 pagesMSDS Colalipid SilmndmattNo ratings yet
- MSDS QS 705 - 020110Document2 pagesMSDS QS 705 - 020110Jet ToledoNo ratings yet
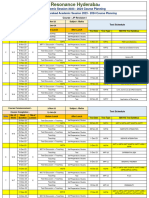
- Resonance Test PlanDocument15 pagesResonance Test Planbheemasaisurya976No ratings yet
- Polymer CompositeDocument3 pagesPolymer CompositeMayankBhattNo ratings yet
- Prediction of Thrust Force and Torque in Drilling On Aluminium AlloyDocument7 pagesPrediction of Thrust Force and Torque in Drilling On Aluminium Alloyanilsamuel0077418No ratings yet
- RedoxDocument14 pagesRedoxsaraNo ratings yet
- Particle Size Measurement Volume 2Document256 pagesParticle Size Measurement Volume 2fateme292100% (1)
- Ucm Anna Univ Question PapersDocument24 pagesUcm Anna Univ Question PapersNarayanan SubramanianNo ratings yet