You might also like
- Taguchi Method Design of Experiments Using Orthogonal ArraysDocument17 pagesTaguchi Method Design of Experiments Using Orthogonal ArraysNatKTh0% (1)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Design of Experiments Via Taguchi Methods Orthogonal ArraysDocument21 pagesDesign of Experiments Via Taguchi Methods Orthogonal ArraysRohan ViswanathNo ratings yet
- Aga-Reference-Paper OK PDFDocument61 pagesAga-Reference-Paper OK PDFangeljosNo ratings yet
- Taguchi TechniqueDocument20 pagesTaguchi TechniqueFunand JoyNo ratings yet
- Ultrasonic Meter Calibration Uncertainty AnalysisDocument11 pagesUltrasonic Meter Calibration Uncertainty AnalysisTran Quoc VinhNo ratings yet
- Model Definition, Development, and Analysis: Assignment 1 - Project Report 1Document5 pagesModel Definition, Development, and Analysis: Assignment 1 - Project Report 1SarahNo ratings yet
- Statistical Analysis of Parameter Variations Using The Taguchi MethodDocument18 pagesStatistical Analysis of Parameter Variations Using The Taguchi MethodMohamedKamalNo ratings yet
- Chapter 11 - HeuristicsDocument40 pagesChapter 11 - HeuristicsAmeerRashidNo ratings yet
- JCIT3528PPLDocument8 pagesJCIT3528PPLgajendra2010No ratings yet
- Design of Experiments Via Taguchi Methods - Orthogonal Arrays - ControlsWikiDocument11 pagesDesign of Experiments Via Taguchi Methods - Orthogonal Arrays - ControlsWikiRachel HillNo ratings yet
- ExamplesDocument11 pagesExamplesdong_hkNo ratings yet
- Chapter 11 - HeuristicsDocument39 pagesChapter 11 - HeuristicsFatthulHadiNo ratings yet
- CFD Analysis of Optimal Hardware CoolingDocument10 pagesCFD Analysis of Optimal Hardware CoolingAmjadRiazNo ratings yet
- Nozzle Thrust ExperimentDocument2 pagesNozzle Thrust Experimentvidic971No ratings yet
- Fluke - Calibration How To Calibrate An RTDDocument8 pagesFluke - Calibration How To Calibrate An RTDseba007_xNo ratings yet
- Study of A Sieved Tray Column For Methanol Water DistillationDocument19 pagesStudy of A Sieved Tray Column For Methanol Water DistillationTom Cullinan100% (1)
- 08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLDocument10 pages08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLابوالحروف العربي ابوالحروفNo ratings yet
- CFD Modelling of Supersonic Airflow Generated by 2D NozzleDocument7 pagesCFD Modelling of Supersonic Airflow Generated by 2D NozzleSkanda HebbarNo ratings yet
- Final Report v.1-1Document31 pagesFinal Report v.1-1Damien NaiduNo ratings yet
- Electro Cyclone Separator For Arresting Diesel Soot Particulate MatterDocument6 pagesElectro Cyclone Separator For Arresting Diesel Soot Particulate MatterAniruddha DasNo ratings yet
- Application of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing OperationDocument7 pagesApplication of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing Operationwww.irjes.comNo ratings yet
- Model-based HVAC Duct BalancingDocument31 pagesModel-based HVAC Duct BalancingIntan Luruh LarasatiNo ratings yet
- Martinez HEAT EXCHANGERDocument26 pagesMartinez HEAT EXCHANGERVernix FoNo ratings yet
- Thermodynamic Modeling and Optimization of A Coal Fired Thermal Power Plant Using Cycle Tempo, Taguchi and ANOVADocument10 pagesThermodynamic Modeling and Optimization of A Coal Fired Thermal Power Plant Using Cycle Tempo, Taguchi and ANOVARituraj SinghNo ratings yet
- Heat Exchanger ExampleDocument7 pagesHeat Exchanger ExampleBrian MasonNo ratings yet
- tn-16 Rate Process Method Projecting Pe PipeDocument8 pagestn-16 Rate Process Method Projecting Pe Pipeyrdna nawaiteos100% (1)
- Dissecting Hydrometer CalculationsDocument5 pagesDissecting Hydrometer CalculationsJose Miguel Romero SevillaNo ratings yet
- DOEvsOFATDocument6 pagesDOEvsOFATkmsteamNo ratings yet
- Data Analysis and Performance Model Calibration of A Small Turbojet EngineDocument24 pagesData Analysis and Performance Model Calibration of A Small Turbojet EngineFathima J100% (1)
- Probably The Best Simple PID Tuning Rules in The WorldDocument12 pagesProbably The Best Simple PID Tuning Rules in The WorldKarthi KarthyNo ratings yet
- Reliability Analysis in Mechanical Failure Diagnosis For Automotive Air Conditioning SystemsDocument6 pagesReliability Analysis in Mechanical Failure Diagnosis For Automotive Air Conditioning SystemsPriscilla EdenNo ratings yet
- AAPA 2019asadiDocument9 pagesAAPA 2019asadizhizhang5591No ratings yet
- Jorge Antonio Villar Alé, Gabriel Da Silva Simioni, Cássia Pederiva de Oliveira, Rafael Crespo Izquierdo, Fabrício Petry de Abreu SouzaDocument9 pagesJorge Antonio Villar Alé, Gabriel Da Silva Simioni, Cássia Pederiva de Oliveira, Rafael Crespo Izquierdo, Fabrício Petry de Abreu Souzazivkovic brankoNo ratings yet
- CHE 372 Project ReportDocument12 pagesCHE 372 Project ReportGonzalo Jose SequeiraNo ratings yet
- Vallemedina Mariaelena 2019 Ed269-100-221Document122 pagesVallemedina Mariaelena 2019 Ed269-100-221IBTISSAM ENNAMIRINo ratings yet
- Design and AnalysisDocument5 pagesDesign and AnalysiscliveNo ratings yet
- A125703 288 PDFDocument7 pagesA125703 288 PDFTimothy FieldsNo ratings yet
- Exercicios de TemperaturaDocument9 pagesExercicios de TemperaturaMirellaNo ratings yet
- Application of Metering Process in Oil and Gas Production in Niger Delta FieldsDocument7 pagesApplication of Metering Process in Oil and Gas Production in Niger Delta FieldsAnthony H TLNo ratings yet
- Residence Time DistributionDocument13 pagesResidence Time DistributionWillykateKairuNo ratings yet
- Thermodynamic Methods ExplainedDocument6 pagesThermodynamic Methods ExplainedsamnirbyNo ratings yet
- How To Calibrate An RTD or Platinum Resistance Thermometer (PRT)Document8 pagesHow To Calibrate An RTD or Platinum Resistance Thermometer (PRT)Bharath KumarNo ratings yet
- Journal of Electrical Engineering & Technology (JEET) : ©iaemeDocument8 pagesJournal of Electrical Engineering & Technology (JEET) : ©iaemeIAEME PublicationNo ratings yet
- Wind Tunnel Calibration MemoDocument5 pagesWind Tunnel Calibration Memoapi-512393144No ratings yet
- MIC-2010-3-1Haugen (3)Document13 pagesMIC-2010-3-1Haugen (3)Ivan CujiaNo ratings yet
- Analyzer Sample Systems Ver HappenDocument12 pagesAnalyzer Sample Systems Ver HappenIñaki Eseberri100% (1)
- 03po Ar 3 6 PDFDocument4 pages03po Ar 3 6 PDFMarcelo Varejão CasarinNo ratings yet
- Experiment About Air-Conditioning UnitDocument32 pagesExperiment About Air-Conditioning UnitVerlon Vincent100% (1)
- Level Measurement ExperimentDocument14 pagesLevel Measurement ExperimentTajTaj86% (7)
- Rotor TempDocument6 pagesRotor Tempyut4567No ratings yet
- Combination probes improve gas turbine efficiency measurementsDocument23 pagesCombination probes improve gas turbine efficiency measurementsmohamadhosein mohamadiNo ratings yet
- Control SystemDocument10 pagesControl Systemrajeswari_ece07No ratings yet
- Settle OutDocument6 pagesSettle Outamitgoel1989100% (1)
- Mech3005 Lab1112 Fancoil PDFDocument5 pagesMech3005 Lab1112 Fancoil PDFbilal almelegy100% (1)
- Hydraulic and Thermal Performance of MicrochannelDocument5 pagesHydraulic and Thermal Performance of MicrochannelseventhsensegroupNo ratings yet
- Analysis of Cooling Gas Compressors Discharge Silencer: Dr. S. B. Wadkar, Viraj GhogreDocument7 pagesAnalysis of Cooling Gas Compressors Discharge Silencer: Dr. S. B. Wadkar, Viraj GhogreresearchinventyNo ratings yet
- CaseStudy AmtrakDocument14 pagesCaseStudy Amtraksnob_kNo ratings yet
- Script For TSB GRDDocument9 pagesScript For TSB GRDJuvel OrquinazaNo ratings yet
- AABB Accredited DNA Testing FacilitiesDocument2 pagesAABB Accredited DNA Testing Facilitiesjosueduran75No ratings yet
- Hellstorm NotesDocument57 pagesHellstorm NotesDeni ZenNo ratings yet
- Mohair FiberDocument33 pagesMohair FiberMuhammad Ahsan AftabNo ratings yet
- Erasmus Rotterdam University MCDocument24 pagesErasmus Rotterdam University MCAndreea CroitoruNo ratings yet
- Thermal Performance of Air-Cooled Condensing Units by CFD SimulationDocument2 pagesThermal Performance of Air-Cooled Condensing Units by CFD SimulationFauziah JeraiNo ratings yet
- Hydromechanical Piercing Perforation: Oil Service Innovation TechnologiesDocument8 pagesHydromechanical Piercing Perforation: Oil Service Innovation TechnologiesЕлена ПаниотNo ratings yet
- Mass DisasterDocument70 pagesMass DisasterJoseph RadovanNo ratings yet
- Topic 7.1 - Discrete Energy and Radioactivity Formative Assessment NAMEDocument2 pagesTopic 7.1 - Discrete Energy and Radioactivity Formative Assessment NAMEGajendraNo ratings yet
- A Review: HPLC Method Development and Validation: November 2015Document7 pagesA Review: HPLC Method Development and Validation: November 2015R Abdillah AkbarNo ratings yet
- Parapsychology QP - WikiDocument371 pagesParapsychology QP - WikiAdamNo ratings yet
- S2 Papers FinalizedDocument149 pagesS2 Papers FinalizedRaffles HolmesNo ratings yet
- Sample Article Used by MeDocument14 pagesSample Article Used by MeMagnum OpusNo ratings yet
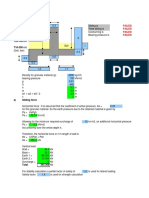
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet
- Sponge BobDocument4 pagesSponge BobchabriesNo ratings yet
- Computations on a waiters bill pad and conversations in the mistDocument3 pagesComputations on a waiters bill pad and conversations in the mistRavishu NagarwalNo ratings yet
- BAlochistanDocument14 pagesBAlochistanzee100% (1)
- Model Question Paper and Solution 2022Document14 pagesModel Question Paper and Solution 2022R Y AnushNo ratings yet
- The Image of The CityDocument17 pagesThe Image of The CityMay Rose ParagasNo ratings yet
- Tejas: Practice Sheet JEE PhysicsDocument3 pagesTejas: Practice Sheet JEE PhysicsAshree KesarwaniNo ratings yet
- Design of A Tuned Intake Manifold - H. W. Engelman (ASME Paper 73-WA/DGP-2)Document9 pagesDesign of A Tuned Intake Manifold - H. W. Engelman (ASME Paper 73-WA/DGP-2)david_luzNo ratings yet
- Kyocera Servise ManualDocument613 pagesKyocera Servise ManualleukadiosNo ratings yet
- MetdsgffggDocument263 pagesMetdsgffggVishal Singh GaharwarNo ratings yet
- Violet Flame Clearing of The Heart ServiceDocument16 pagesViolet Flame Clearing of The Heart ServiceMySecret Gardenmdp82% (11)
- Bread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerDocument14 pagesBread and Pastry Production NCII June 10, 2019 - July 03, 2019 ReviewerJames BaculaNo ratings yet
- Top 21 Largest EMS Companies in WorldDocument22 pagesTop 21 Largest EMS Companies in WorldjackNo ratings yet
- vCloudPoint Sharing Computing Solution Data Sheet PDFDocument8 pagesvCloudPoint Sharing Computing Solution Data Sheet PDFkus satria dNo ratings yet
- The Picture of Dorian GrayDocument137 pagesThe Picture of Dorian GrayАнгелаС.No ratings yet
- Memorial Garden Policies and Guidelines St. Mark's Episcopal Church, Raleigh, North CarolinaDocument7 pagesMemorial Garden Policies and Guidelines St. Mark's Episcopal Church, Raleigh, North Carolinaestela maria dulaganNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Three Laws of Nature: A Little Book on ThermodynamicsFrom EverandThree Laws of Nature: A Little Book on ThermodynamicsRating: 4.5 out of 5 stars4.5/5 (10)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet