You might also like
- Physically Distanced But Academically EngagedDocument56 pagesPhysically Distanced But Academically EngagedJhon Car Matin-aoNo ratings yet
- Isometric Sanitary and Drainage Layout Plan: CB FD CO FCODocument1 pageIsometric Sanitary and Drainage Layout Plan: CB FD CO FCOJhon Car Matin-aoNo ratings yet
- Waterline Layout PlanDocument1 pageWaterline Layout PlanJhon Car Matin-aoNo ratings yet
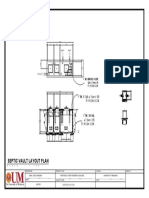
- Septic vault layout plan with multiple inlets and outletsDocument1 pageSeptic vault layout plan with multiple inlets and outletsJhon Car Matin-aoNo ratings yet
- Sanitary Layout Plans for Proposed 2 Storey Residential BuildingDocument1 pageSanitary Layout Plans for Proposed 2 Storey Residential BuildingJhon Car Matin-aoNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Archival Description Standards - Concepts, Principles, and MethodologiesDocument10 pagesArchival Description Standards - Concepts, Principles, and MethodologiespoueyNo ratings yet
- A1 Principles of Teaching - Ans.KeyDocument11 pagesA1 Principles of Teaching - Ans.KeyJam Uly Gasty100% (2)
- IoT Success Stories#1 June14Document101 pagesIoT Success Stories#1 June14Paolo Barattini100% (1)
- Modern Foundation Construction with Ground ScrewsDocument130 pagesModern Foundation Construction with Ground ScrewssaivigneshfacebookNo ratings yet
- Rating SheetDocument1 pageRating SheetJohn Dale EvangelioNo ratings yet
- Haier Lt32c360 Chassis Msd306 SMDocument58 pagesHaier Lt32c360 Chassis Msd306 SMgenmassa100% (2)
- Flow ThermDocument4 pagesFlow ThermDinesh KanaujiyaNo ratings yet
- Advanced Technologies in Reciprocating Compressor PDFDocument211 pagesAdvanced Technologies in Reciprocating Compressor PDFziza20 Ziza100% (1)
- A Review of Mathematical Models in Economic Environmental ProblemsDocument37 pagesA Review of Mathematical Models in Economic Environmental ProblemsHo Nhat NamNo ratings yet
- Levi Strauss & Co.: Swot AnalysisDocument10 pagesLevi Strauss & Co.: Swot AnalysisTharinda WeerasingheNo ratings yet
- ch05Document13 pagesch05Engine Tuning UpNo ratings yet
- Smarty-2 6 9-DocsDocument170 pagesSmarty-2 6 9-Docsosman100% (1)
- STC 1000 Manual en EspanolDocument4 pagesSTC 1000 Manual en EspanolPancho Fer0% (1)
- Lifting Plan - Metering Building Shatering-27-08-2020 PDFDocument1 pageLifting Plan - Metering Building Shatering-27-08-2020 PDFSUHAIL S SIRAJUDEENNo ratings yet
- Smart Key System - KhaphamKJGUDocument41 pagesSmart Key System - KhaphamKJGUthu vuNo ratings yet
- Solar AdvancedDocument48 pagesSolar AdvancedlakshmiramasubbuNo ratings yet
- DDC Solid State Power Controllers 2Document4 pagesDDC Solid State Power Controllers 2David BaillyNo ratings yet
- Debugging Solaris Using OBPDocument59 pagesDebugging Solaris Using OBPzeekndtroyNo ratings yet
- Wku Mkt220 Final Exam Fall 2014 (50 Questions)Document2 pagesWku Mkt220 Final Exam Fall 2014 (50 Questions)teacher.theacestudNo ratings yet
- JSF 2 - MykongDocument97 pagesJSF 2 - MykongSanthiPippallaNo ratings yet
- Open Source Frequency Counter DIY Kit 10Hz-250MHzDocument10 pagesOpen Source Frequency Counter DIY Kit 10Hz-250MHzBruno Santos de Miranda100% (1)
- Brittle Coating and Strain GaugeDocument29 pagesBrittle Coating and Strain GaugeAavash ShresthaNo ratings yet
- Open FAIR™ Open FAIR™: Risk Analysis Tool Risk Analysis ToolDocument24 pagesOpen FAIR™ Open FAIR™: Risk Analysis Tool Risk Analysis ToolSuvdeep BanerjeeNo ratings yet
- Modbus PVC To PowerFlex4MDocument4 pagesModbus PVC To PowerFlex4MEduardo Pinto VargasNo ratings yet
- Introduction To BGP: Border Gateway ProtocolDocument7 pagesIntroduction To BGP: Border Gateway ProtocolKevin KimNo ratings yet
- Inter Standard Roaming: GSM SponsorDocument21 pagesInter Standard Roaming: GSM SponsorKamaldeep Singh DhanotaNo ratings yet
- Nu 5100 5100eg HalfDocument19 pagesNu 5100 5100eg HalfCristian AedoNo ratings yet
- 1.CEK LIST Syringe Pump PDFDocument1 page1.CEK LIST Syringe Pump PDFsri lestariNo ratings yet
- Overview of MEMDocument5 pagesOverview of MEMTudor Costin100% (1)
- InfoSec policies, controls & reviewsDocument4 pagesInfoSec policies, controls & reviewsYoungNo ratings yet