You might also like
- HighPerformanceComposites 012013Document52 pagesHighPerformanceComposites 012013en2ctpNo ratings yet
- Company Profile Infosys Limited PremiumDocument30 pagesCompany Profile Infosys Limited PremiumRubina RubinaNo ratings yet
- Perspectives On Manufacturing, Disruptive Technologies, and Industry 4.0Document17 pagesPerspectives On Manufacturing, Disruptive Technologies, and Industry 4.0Andrey PritulyukNo ratings yet
- Emarketer - Insider - Intelligences - Digital - Advertising - Trends - To - Watch - in - 2022 - Emarketer PDFDocument7 pagesEmarketer - Insider - Intelligences - Digital - Advertising - Trends - To - Watch - in - 2022 - Emarketer PDFЗарина ЗангиеваNo ratings yet
- Print Quality Troubleshooting Guide - Simplify3D SoftwareDocument58 pagesPrint Quality Troubleshooting Guide - Simplify3D SoftwarevaibhavNo ratings yet
- Zen Research Bytes Mortar and Digital TransformationDocument13 pagesZen Research Bytes Mortar and Digital TransformationAndrew Richard ThompsonNo ratings yet
- International Journal of Information ManagementDocument18 pagesInternational Journal of Information ManagementAcaciaNo ratings yet
- 3D PRINTING ReportDocument15 pages3D PRINTING ReportArjun Oberai100% (1)
- This Study Resource WasDocument4 pagesThis Study Resource WasYash GargNo ratings yet
- Lubar Methods Course Syllabus Spring 2018Document9 pagesLubar Methods Course Syllabus Spring 2018Steven LubarNo ratings yet
- Suspensions: Dr. Rabeea KhanDocument14 pagesSuspensions: Dr. Rabeea KhanAneela ManzoorNo ratings yet
- IoB for Improving Customer ServicesDocument4 pagesIoB for Improving Customer ServicesHannan GharadeNo ratings yet
- HBO Max With Jonathan Swan - Prime Minister Imran Khan's Interview Transcript On Sexual Violence and WomenDocument3 pagesHBO Max With Jonathan Swan - Prime Minister Imran Khan's Interview Transcript On Sexual Violence and WomenReema AmirNo ratings yet
- CS607 MIDTERM SOLVED MCQS by JUNAIDDocument49 pagesCS607 MIDTERM SOLVED MCQS by JUNAIDayesha4khan-455105No ratings yet
- Draft Report on Socio-Economic Development and Tourism Potential of LigligkotDocument34 pagesDraft Report on Socio-Economic Development and Tourism Potential of Ligligkotroman poudyalNo ratings yet
- Compliance With: Saudi NCA-ECC Based On ISO/IEC 27001Document8 pagesCompliance With: Saudi NCA-ECC Based On ISO/IEC 27001Pratik BhaleraoNo ratings yet
- NLP 1667210733450Document20 pagesNLP 1667210733450still life productionNo ratings yet
- Summit ChristmasDocument3 pagesSummit ChristmascosummitvbcNo ratings yet
- Organizational Study of Birdy Exports Pvt LtdDocument66 pagesOrganizational Study of Birdy Exports Pvt LtdJOSHUA T JOHNSON 19D2097No ratings yet
- Global Landscape: For Impact Investing, Sustainability, and Circular Economy StartupsDocument33 pagesGlobal Landscape: For Impact Investing, Sustainability, and Circular Economy StartupsAhmad AlsaidlaniNo ratings yet
- The Effectiveness of Social MediaDocument14 pagesThe Effectiveness of Social MediaAdiNo ratings yet
- IOT Project POSTERDocument1 pageIOT Project POSTERFemilNo ratings yet
- The Future of Jobs in The Middle East PDFDocument42 pagesThe Future of Jobs in The Middle East PDFChristiane SabaNo ratings yet
- Smart Supply Chains: Powered by IotDocument44 pagesSmart Supply Chains: Powered by IotCynric HuangNo ratings yet
- EE Roadmap Executive Summary 1Document12 pagesEE Roadmap Executive Summary 1nigger NoggNo ratings yet
- Overcoming multidrug resistance in ovarian cancer cellsDocument12 pagesOvercoming multidrug resistance in ovarian cancer cellsHui Ling MaNo ratings yet
- ELV Draftsman 2023Document3 pagesELV Draftsman 2023Praveen RajNo ratings yet
- Prework - YPO Mexico Evento - AIDocument31 pagesPrework - YPO Mexico Evento - AIAndrea ReséndizNo ratings yet
- GM Unit 3,4,5Document39 pagesGM Unit 3,4,5PREMKANTH ISNo ratings yet
- An Analysis of Public Transportation For Bus-Based Commuting in IndiaDocument8 pagesAn Analysis of Public Transportation For Bus-Based Commuting in IndiaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Cadence Environment and Setup Files (INFN Torino Wiki)Document8 pagesCadence Environment and Setup Files (INFN Torino Wiki)anujNo ratings yet
- KCBS-KCAL EEO Public File Report 8-1-21 To 7-22!22!1Document8 pagesKCBS-KCAL EEO Public File Report 8-1-21 To 7-22!22!1TatyanaNo ratings yet
- MH-DL Technical - Presentation ModifiedDocument27 pagesMH-DL Technical - Presentation ModifiedHikmat B. Ayer - हिक्मत ब. ऐरNo ratings yet
- Micro 8086Document119 pagesMicro 8086Md Fairuz SiddiqueeNo ratings yet
- IIM Kozhikode: Celebrating Years of ExcellenceDocument68 pagesIIM Kozhikode: Celebrating Years of ExcellencehowardalistairroarkNo ratings yet
- UntitledDocument26 pagesUntitledPratham 5hettyNo ratings yet
- Cs230exam Spr18 Soln PDFDocument45 pagesCs230exam Spr18 Soln PDFMOHAMMAD100% (1)
- Simulation-Based Analysis Lean and GreenDocument12 pagesSimulation-Based Analysis Lean and GreenOswald CastroNo ratings yet
- Digital temperature controller under 40 charsDocument2 pagesDigital temperature controller under 40 charsTodi FindraNo ratings yet
- Needham Bank - A BYOD Case StudyDocument8 pagesNeedham Bank - A BYOD Case StudyMitzi SantosNo ratings yet
- EU-ASEAN: Global Gateway - €10B InvestmentDocument6 pagesEU-ASEAN: Global Gateway - €10B InvestmentBagusAnugerahYogaPratomoNo ratings yet
- Media Types for Data-Driven StorytellingDocument15 pagesMedia Types for Data-Driven StorytellingKamranNo ratings yet
- 2022 Trends To Watch Smart Home OmdiaDocument19 pages2022 Trends To Watch Smart Home OmdiaApur ShahNo ratings yet
- Vastipatrak 17oct 10Document18 pagesVastipatrak 17oct 10sonaldivNo ratings yet
- Reliance IndustryDocument23 pagesReliance IndustryRajuNo ratings yet
- 2019 - JSLHR 19 00014Document17 pages2019 - JSLHR 19 00014Paul RodrigoNo ratings yet
- Niall - Chiang Festival-1Document12 pagesNiall - Chiang Festival-1api-538408600No ratings yet
- KrishiCloud - Voice Site PlatformDocument18 pagesKrishiCloud - Voice Site PlatformJaimin Prajapati100% (1)
- Revised DPR of ICCC Project For Jalandhar City 28.11.2018Document416 pagesRevised DPR of ICCC Project For Jalandhar City 28.11.2018Nayan DeogadeNo ratings yet
- ChecklistRequirementsRetailLotResidential V01Document11 pagesChecklistRequirementsRetailLotResidential V01Janey Ceniza تNo ratings yet
- Moma Catalogue 296 300001202Document425 pagesMoma Catalogue 296 300001202Kevin Mc CourtNo ratings yet
- Critical Vulnerability of The Leading Industries of The Polish EconomyDocument18 pagesCritical Vulnerability of The Leading Industries of The Polish EconomyDariusz TworzydłoNo ratings yet
- 001146004-BUSI 1633 Final Report - ResitDocument13 pages001146004-BUSI 1633 Final Report - ResitAdjie SetyarNo ratings yet
- Abstractive Text Summarization Using Deep LearningDocument7 pagesAbstractive Text Summarization Using Deep LearningIJRASETPublicationsNo ratings yet
- Chan-Will Machine Learning End The Viability of Radiology As A Thriving Medical Specialty - 2018-The British Journal of RadiologyDocument11 pagesChan-Will Machine Learning End The Viability of Radiology As A Thriving Medical Specialty - 2018-The British Journal of RadiologyAsik AliNo ratings yet
- Case Study AnalysisDocument15 pagesCase Study AnalysisAthif MarNo ratings yet
- Apple Watch S7 OptionsDocument2 pagesApple Watch S7 OptionsMohamed AhmedNo ratings yet
- Pickthall's Islamic Politics: M.A. SherifDocument31 pagesPickthall's Islamic Politics: M.A. SherifAnonymous DC4iAKZ0NaNo ratings yet
- Curso HitachiDocument3 pagesCurso HitachiJoão De Deus Oliveira CriscuoloNo ratings yet
- Bosch Sensortec Product OverviewDocument16 pagesBosch Sensortec Product OverviewAmador Garcia III100% (1)
- Stress Management and Employee Productivity An Examination of The Nigerian Work EnvironmentDocument8 pagesStress Management and Employee Productivity An Examination of The Nigerian Work EnvironmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Challenges in HCI Design For Immersive Environments A Systematic Literature ReviewDocument10 pagesChallenges in HCI Design For Immersive Environments A Systematic Literature ReviewInternational Journal of Innovative Science and Research Technology100% (1)
- Editor, PB-3001Document20 pagesEditor, PB-3001Darsan lalNo ratings yet
- 1 s2.0 S2666412721000441 MainDocument10 pages1 s2.0 S2666412721000441 MainBM20623 Wan Mohamad Danial Bin Wan SyariffudinNo ratings yet
- Challenges of 3D Printer As An Emerging TechnologyDocument9 pagesChallenges of 3D Printer As An Emerging Technologyanon_65606604No ratings yet
- FL052.1 - Đề Thi NLM - Tiếng Anh Final - examDocument1 pageFL052.1 - Đề Thi NLM - Tiếng Anh Final - examPHẠM TRẦN LƯUNo ratings yet
- Effect of Ultrasonic Vibration On Microstructure and Mechanical Properties of Adc12 Aluminum Alloy by Permanent Mold CastingDocument9 pagesEffect of Ultrasonic Vibration On Microstructure and Mechanical Properties of Adc12 Aluminum Alloy by Permanent Mold CastingPHẠM TRẦN LƯUNo ratings yet
- Effects of Ultrasound Vibration On Microstructure Submerged Arc WeldingDocument6 pagesEffects of Ultrasound Vibration On Microstructure Submerged Arc WeldingPHẠM TRẦN LƯUNo ratings yet
- The Effects of Bolt Preload On Vibration Amplitude of Gantry CNC RouterDocument10 pagesThe Effects of Bolt Preload On Vibration Amplitude of Gantry CNC RouterPHẠM TRẦN LƯUNo ratings yet
- FANUC - Setting of NCDocument1 pageFANUC - Setting of NCPHẠM TRẦN LƯUNo ratings yet
- Fanuc Servo Lan SettingDocument2 pagesFanuc Servo Lan SettingPHẠM TRẦN LƯUNo ratings yet
- Bolt Depot - Bolt Grade Markings and Strength ChartDocument1 pageBolt Depot - Bolt Grade Markings and Strength ChartPHẠM TRẦN LƯUNo ratings yet
- 3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationDocument17 pages3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationAnonymous 5AmJ13mLkNo ratings yet
- Cloud Computing - Feb-Mar 2017Document40 pagesCloud Computing - Feb-Mar 2017Abhishek SinghNo ratings yet
- 3D PrintingDocument16 pages3D Printingsagar_sgrNo ratings yet
- DMLS Vs SLM 3D Printing For Metal ManufacturingDocument1 pageDMLS Vs SLM 3D Printing For Metal Manufacturing曹大伟No ratings yet
- IRoC-U 2024 Proposal TamplateDocument11 pagesIRoC-U 2024 Proposal Tamplatef20220264No ratings yet
- DataPC DX11 AC3 CozumelDocument71 pagesDataPC DX11 AC3 CozumelOscar David Blanco PereiraNo ratings yet
- Design and Development of Spur Gear by Using Three Dimensional PrintingDocument3 pagesDesign and Development of Spur Gear by Using Three Dimensional PrintingEditor IJTSRD0% (1)
- Composites Part C: Open Access: Chiara Zarna, Mihaela Tanase Opedal, Andreas T. Echtermeyer, Gary Chinga-CarrascoDocument17 pagesComposites Part C: Open Access: Chiara Zarna, Mihaela Tanase Opedal, Andreas T. Echtermeyer, Gary Chinga-CarrascoDelovita Ginting -No ratings yet
- The Use of Composite Materials in 3D PrintingDocument22 pagesThe Use of Composite Materials in 3D Printingdhiraj.biswasNo ratings yet
- Cadcam in Restorative Dentistry A Review PDFDocument7 pagesCadcam in Restorative Dentistry A Review PDFdanielcetateNo ratings yet
- 4IR Supply ChainDocument22 pages4IR Supply ChainolinanuarNo ratings yet
- Plastic and SyntheticsDocument104 pagesPlastic and SyntheticsShah ChenzenNo ratings yet
- Assignment No 3: 1. Explain The Role of Maps in ArchitectureDocument6 pagesAssignment No 3: 1. Explain The Role of Maps in ArchitectureMalik MussaNo ratings yet
- Exocad DentalCAD Brochure en ScreenDocument17 pagesExocad DentalCAD Brochure en Screenjamilmoh77No ratings yet
- Lesson 7Document4 pagesLesson 7GiornoNo ratings yet
- 21EME15 Module 1 Part 1 Introduction To Mechanical EngineeringDocument6 pages21EME15 Module 1 Part 1 Introduction To Mechanical EngineeringApurv PegwarNo ratings yet
- Future Trends in Information SystemsDocument6 pagesFuture Trends in Information SystemsAnjie LapezNo ratings yet
- Swarm Economics: How 3D Printing Will Democratize ManufacturingDocument5 pagesSwarm Economics: How 3D Printing Will Democratize ManufacturingEklilEklildzNo ratings yet
- Jewellery Production Standardsv1Document20 pagesJewellery Production Standardsv1isaul ocampoNo ratings yet
- Untuk Srib Power PunyaDocument5 pagesUntuk Srib Power PunyaMuhamad Akhmal HakimNo ratings yet
- Notes For Manufacturing Instructors From Class To Workshop 2024Document322 pagesNotes For Manufacturing Instructors From Class To Workshop 2024Fawwaz AidNo ratings yet
- STS (3D Printing)Document2 pagesSTS (3D Printing)Kyle SeseNo ratings yet
- 1st ICASTCS Full Paper 87 RevisedDocument9 pages1st ICASTCS Full Paper 87 RevisedBudi SetyawanNo ratings yet
- MakerBot Replicator+ 3D Printer MP07825 B&H Photo VideoDocument3 pagesMakerBot Replicator+ 3D Printer MP07825 B&H Photo Videonormah kassimNo ratings yet
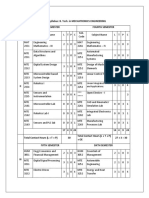
- 2018 Syllabus: B. Tech. in MECHATRONICS ENGINEERING Third Semester Fourth SemesterDocument69 pages2018 Syllabus: B. Tech. in MECHATRONICS ENGINEERING Third Semester Fourth SemesterVarada RajNo ratings yet