You might also like
- Finish Mill Girth Gear Routine InspectionDocument1 pageFinish Mill Girth Gear Routine InspectionErmiyas MistreNo ratings yet
- Finish Mill Liner Routine InspectionDocument1 pageFinish Mill Liner Routine InspectionErmiyas MistreNo ratings yet
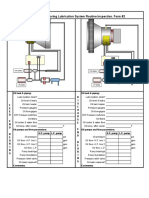
- Finish Mill Bearing Lubrication System Routine Inspection-1Document1 pageFinish Mill Bearing Lubrication System Routine Inspection-1Ermiyas MistreNo ratings yet
- Day - 3 Geomining & Raw Mix Quarry PlanningDocument15 pagesDay - 3 Geomining & Raw Mix Quarry PlanningErmiyas MistreNo ratings yet
- Day - 4 Geomining & Raw Mix (Quarry Exploitation)Document7 pagesDay - 4 Geomining & Raw Mix (Quarry Exploitation)Ermiyas Mistre100% (1)
- Failure Analysis Vertical Circulating Water PumpDocument6 pagesFailure Analysis Vertical Circulating Water PumpErmiyas MistreNo ratings yet
- Cleaning Preheater Cyclone Choke WIDocument5 pagesCleaning Preheater Cyclone Choke WIErmiyas MistreNo ratings yet
- Dust Collector Outage Inspection & Service FormDocument1 pageDust Collector Outage Inspection & Service FormErmiyas Mistre100% (1)
- EPDP ProgramDocument7 pagesEPDP ProgramErmiyas MistreNo ratings yet
- Conveyor Belt Inspection FormDocument1 pageConveyor Belt Inspection FormErmiyas MistreNo ratings yet
- CompressorsDocument6 pagesCompressorsErmiyas MistreNo ratings yet
- Bowl Efficiency in Vertical PumpsDocument7 pagesBowl Efficiency in Vertical PumpsErmiyas MistreNo ratings yet
- Bucket Elevator Outage Inspection & Service Form-1Document1 pageBucket Elevator Outage Inspection & Service Form-1Ermiyas MistreNo ratings yet
- Coal Mill Inspection FormDocument1 pageCoal Mill Inspection FormErmiyas MistreNo ratings yet
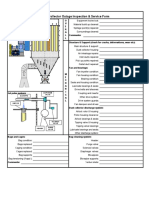
- Classifier - Separator Inspection FormDocument1 pageClassifier - Separator Inspection FormErmiyas Mistre100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- BMW Motorcycle InformationDocument45 pagesBMW Motorcycle Informationtradern100% (1)
- Ejectment JurisprudenceDocument17 pagesEjectment Jurisprudenceeds billNo ratings yet
- Powerflex 525 Adjustable Frequency Ac Drive: Product InformationDocument2 pagesPowerflex 525 Adjustable Frequency Ac Drive: Product InformationOmarAlirioSuarezCañareteNo ratings yet
- Remote Sensing in Minerals ExplorationDocument35 pagesRemote Sensing in Minerals ExplorationIqra AyeshaNo ratings yet
- Strategies of Philippine National PoliceDocument5 pagesStrategies of Philippine National Policemichael angelo cayabyabNo ratings yet
- Computer Chess Digest 1983Document55 pagesComputer Chess Digest 1983ErnestoNo ratings yet
- 966H and 972H Wheel Loader With Steel Mill Electrical SystemDocument6 pages966H and 972H Wheel Loader With Steel Mill Electrical SystemPaulo Sousa100% (1)
- Docker Seminar PPT VtuDocument12 pagesDocker Seminar PPT VtuPrajwal BunnyNo ratings yet
- ZBrush To Maya Pipeline - DP - TutsDocument12 pagesZBrush To Maya Pipeline - DP - TutsAlok Narekkattuvalappil ReviNo ratings yet
- So Ann Taneisha Morgan, A099 166 966 (BIA Apr. 3, 2014)Document12 pagesSo Ann Taneisha Morgan, A099 166 966 (BIA Apr. 3, 2014)Immigrant & Refugee Appellate Center, LLCNo ratings yet
- Election OffensesDocument6 pagesElection OffensesTrem Gallente100% (1)
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- 12port Rosenberger - BA G7G7W8W8W8W8X65V 21 - DEDocument2 pages12port Rosenberger - BA G7G7W8W8W8W8X65V 21 - DESarhento KunehoNo ratings yet
- H-4 Controlair Valve: Description of ModelsDocument12 pagesH-4 Controlair Valve: Description of Modelslucas ronaldo coronel mendoza100% (1)
- Challenges of Transmission System Operation During The NATO Bombing of The Republic of SerbiaDocument62 pagesChallenges of Transmission System Operation During The NATO Bombing of The Republic of SerbiakeramicarNo ratings yet
- Drying CabinetDocument2 pagesDrying CabinetkamphunkNo ratings yet
- Jurnal 10Document12 pagesJurnal 10Putri WulandariNo ratings yet
- Aplications of Casing DrillingDocument19 pagesAplications of Casing DrillingRaul Alberto Miranda Loayza100% (1)
- Mai Anh 1Document8 pagesMai Anh 1051: Phạm Thị Ngọc HàNo ratings yet
- BUCOOL Business PlanzzzDocument11 pagesBUCOOL Business PlanzzzRachelle100% (1)
- Karl-Deutsch - Katalog Głowic UTDocument32 pagesKarl-Deutsch - Katalog Głowic UTjar_2No ratings yet
- Consecutive Calculations!: Consecutive Numbers Follow One After Another, E.G. 5, 6, 7Document12 pagesConsecutive Calculations!: Consecutive Numbers Follow One After Another, E.G. 5, 6, 7Nikki Mayor-OngNo ratings yet
- The Health Insurance Portability and Accountability Act of 1996 (HIPAA) Privacy and Security RuleDocument24 pagesThe Health Insurance Portability and Accountability Act of 1996 (HIPAA) Privacy and Security RuleTylerDesjarlaisNo ratings yet
- ValvesDocument87 pagesValvesbaishakhi_b90100% (3)
- Motion To Release AccusedDocument3 pagesMotion To Release AccusedStef OcsalevNo ratings yet
- CUA Interest RatesDocument1 pageCUA Interest Ratescrazy_babaNo ratings yet
- Sony VPL Ex100 SpecsDocument4 pagesSony VPL Ex100 SpecscmarquespNo ratings yet
- Chapter 10: StaircasesDocument25 pagesChapter 10: Staircasestoyi kamiNo ratings yet
- Vertiv Academy Flyer Sea-011019-W-Bleed 257130 0Document2 pagesVertiv Academy Flyer Sea-011019-W-Bleed 257130 0Eka Budi HendrawanNo ratings yet
- TED End-of-Trimester Test Paper 2020-21Document14 pagesTED End-of-Trimester Test Paper 2020-21Jemmy RobertNo ratings yet