You might also like
- 123X Os37 RevCDocument165 pages123X Os37 RevCisuiscandylieber100% (1)
- Manuale Operativo Open Sun 1050Document92 pagesManuale Operativo Open Sun 1050Paulmanke50% (2)
- BSP 30 ManualDocument37 pagesBSP 30 Manualpan RoyNo ratings yet
- Software Developer ProfileDocument1 pageSoftware Developer ProfileSazid Ahmed NassirNo ratings yet
- Unit 21688 - v3 PDFDocument36 pagesUnit 21688 - v3 PDFTyrone Berry100% (1)
- Kioti DK4510, DK5010, DK5510 Tractor Operator's ManualDocument15 pagesKioti DK4510, DK5010, DK5510 Tractor Operator's ManualLisakolyNo ratings yet
- Master Thesis Uzsoki Mark FinalDocument102 pagesMaster Thesis Uzsoki Mark FinalMark UzsokiNo ratings yet
- Manual D403-N3046 PDFDocument103 pagesManual D403-N3046 PDFBob Wiggins0% (1)
- Ctrack Nx50.40 Technical and User Manual: Digicore Technology (Pty) LTDDocument48 pagesCtrack Nx50.40 Technical and User Manual: Digicore Technology (Pty) LTDMiswantoNo ratings yet
- GV300 User Manual R1.02Document22 pagesGV300 User Manual R1.02OscarHernándezGonzálezNo ratings yet
- Manual OpenapcDocument294 pagesManual OpenapcKarinaNo ratings yet
- Ead 330153 00 0602 Cartrigde Fired Pins 2015Document24 pagesEad 330153 00 0602 Cartrigde Fired Pins 2015bmnNo ratings yet
- Sustainable Engineering Products and Manufacturing TechnologiesFrom EverandSustainable Engineering Products and Manufacturing TechnologiesNo ratings yet
- Internship Report on Automotive Maintenance at Maruti SuzukiDocument145 pagesInternship Report on Automotive Maintenance at Maruti SuzukiPrince MoradiyaNo ratings yet
- ESVC 2022 - Technical RulebookDocument48 pagesESVC 2022 - Technical RulebookSiva Prakash Reddy KorlagunthaNo ratings yet
- HMS827 Manual 17-1298Document56 pagesHMS827 Manual 17-1298Kevin RoseNo ratings yet
- Organizational Structure of Dhoot TransmissionDocument9 pagesOrganizational Structure of Dhoot TransmissionKill YouNo ratings yet
- CM2 HDM100 2001 06Document114 pagesCM2 HDM100 2001 06Ehsan GhanbarzadehNo ratings yet
- IP Experiment Manual V2.00Document184 pagesIP Experiment Manual V2.00tmohanrajkecNo ratings yet
- PG - Manual - MNIT JaipurDocument60 pagesPG - Manual - MNIT JaipurmanaliamitNo ratings yet
- FujitsuDocument30 pagesFujitsuAsnawi Nor AzizanNo ratings yet
- Report Intern FinalDocument45 pagesReport Intern FinalAtiqah Nabilah Razali100% (1)
- TD Helios r5b EngDocument44 pagesTD Helios r5b EngtiagoNo ratings yet
- Pneumatic Sheet Metal Bending MachineDocument27 pagesPneumatic Sheet Metal Bending MachineAMEY GHADIGAONKAR194014No ratings yet
- 500 Isokinetic Handbook Rev 7 2.4.18Document124 pages500 Isokinetic Handbook Rev 7 2.4.18qc udara100% (1)
- Jamia Milia Islamia ProspectusDocument77 pagesJamia Milia Islamia ProspectusMota ChashmaNo ratings yet
- The Implementation of Lean Approach and Six Sigma To Reduce Overweight Losses and Improve Global Efficiency (Ge) in An FMCG IndustryDocument267 pagesThe Implementation of Lean Approach and Six Sigma To Reduce Overweight Losses and Improve Global Efficiency (Ge) in An FMCG IndustryLuisGutierrezNo ratings yet
- Visvesvaraya Technological University Belagavi, Karnataka-590018Document5 pagesVisvesvaraya Technological University Belagavi, Karnataka-590018Raghavendra PrasadNo ratings yet
- Report OJT Fire ProtectionDocument33 pagesReport OJT Fire ProtectionFazir AzlanNo ratings yet
- Sony Kdl-40xbr3 Kdl-46xbr3 Chassis Fix SMDocument173 pagesSony Kdl-40xbr3 Kdl-46xbr3 Chassis Fix SMcesar14diazNo ratings yet
- MX710 MX711 MX810 MX811 MX812 7463 SM PDFDocument807 pagesMX710 MX711 MX810 MX811 MX812 7463 SM PDFMarco Mena0% (1)
- UntitledDocument317 pagesUntitledr2d2sdNo ratings yet
- Astm d7213Document18 pagesAstm d7213ammarNo ratings yet
- Mechanical Design and Fabrication of A Lift SystemDocument63 pagesMechanical Design and Fabrication of A Lift SystemAnonymous mwpF7OiNo ratings yet
- Inspiron 3480: Service ManualDocument138 pagesInspiron 3480: Service ManualMasardiSajaNo ratings yet
- Project Report: Som-Lalit Institute of Business Administration (Bachelor of Business Administration)Document42 pagesProject Report: Som-Lalit Institute of Business Administration (Bachelor of Business Administration)HannahNo ratings yet
- Mmao 715 PDFDocument182 pagesMmao 715 PDFSayan MitraNo ratings yet
- FIX-2 Training ManualDocument96 pagesFIX-2 Training ManualEASTCOAST9No ratings yet
- Titan Viper User ManualDocument28 pagesTitan Viper User ManualPierce JamiesonNo ratings yet
- Smart School SRSDocument33 pagesSmart School SRSSāJø Apo100% (1)
- TR7700 SIII 3D: User Guide - MaintenanceDocument39 pagesTR7700 SIII 3D: User Guide - MaintenanceSahara Fernandez100% (1)
- MELSEC iQ-R Structured Text (ST) Programming Guide BookDocument106 pagesMELSEC iQ-R Structured Text (ST) Programming Guide BookyounesNo ratings yet
- Assignment of ProgrammingDocument99 pagesAssignment of ProgrammingRAHUL CHAUDHARYNo ratings yet
- Wic1 - CT Powered Time Overcurrent and Earth Current Relay: Original Technical Manual WIC1 (Revision G)Document58 pagesWic1 - CT Powered Time Overcurrent and Earth Current Relay: Original Technical Manual WIC1 (Revision G)EdgarNo ratings yet
- 170440M - Industrial Training ReportDocument71 pages170440M - Industrial Training ReportDilan MadusankaNo ratings yet
- Daedong DT100NS Power Tiller Operator's ManualDocument15 pagesDaedong DT100NS Power Tiller Operator's ManualLisakolyNo ratings yet
- Delcam - PowerMILL 8.0 Whats New en - 2007Document162 pagesDelcam - PowerMILL 8.0 Whats New en - 2007Srinivas DsNo ratings yet
- GL200 SMS Protocol V102 Decrypted.100130920 PDFDocument28 pagesGL200 SMS Protocol V102 Decrypted.100130920 PDFCezaryNo ratings yet
- Assembly and Operating Instructions For S-ClassDocument40 pagesAssembly and Operating Instructions For S-ClassPaulmankeNo ratings yet
- Tseamcet 2020 Lastranks FirstphaseDocument28 pagesTseamcet 2020 Lastranks Firstphasemanasvi__sriparnikaNo ratings yet
- Hydrogen Fuel Cell CarsDocument28 pagesHydrogen Fuel Cell Carsashifsha930No ratings yet
- Modulys Green PowerDocument34 pagesModulys Green PowerAdenNo ratings yet
- Internship at Brainybeam Technologies Pvt. LTD: Ruchit Mukeshbhai PatelDocument51 pagesInternship at Brainybeam Technologies Pvt. LTD: Ruchit Mukeshbhai PatelRandom LoginsNo ratings yet
- GT User Manual Revision 1.10Document66 pagesGT User Manual Revision 1.10Pham LongNo ratings yet
- Gujarat ACPC Engineering - Provisional Seat Matrix For BE CoursesDocument21 pagesGujarat ACPC Engineering - Provisional Seat Matrix For BE CoursesAnweshaBoseNo ratings yet
- Automatic Cutting Machine: Powercut 3700Document118 pagesAutomatic Cutting Machine: Powercut 3700Dionisio M. RiveraNo ratings yet
- Ctrack Online V2.19 User ManualDocument235 pagesCtrack Online V2.19 User ManualJaco Myburgh50% (2)
- 2080 rm001 - en eDocument752 pages2080 rm001 - en eCuong PhamNo ratings yet
- GIL ReportDocument133 pagesGIL ReportHarsh PatelNo ratings yet
- Internship Review of Chemical Engineering at Shreeji IndustriesDocument13 pagesInternship Review of Chemical Engineering at Shreeji IndustriesShrey PatelNo ratings yet
- Shrey PPT Sem 8 ODocument15 pagesShrey PPT Sem 8 OShrey PatelNo ratings yet
- Ped, PD, Pi, Mto, Mo, Et, HT UsesDocument8 pagesPed, PD, Pi, Mto, Mo, Et, HT UsesShrey PatelNo ratings yet
- Piping Design GuideDocument65 pagesPiping Design GuideShrey PatelNo ratings yet
- GTU Summer Internship Report at Shrey IndustriesDocument28 pagesGTU Summer Internship Report at Shrey IndustriesShrey PatelNo ratings yet
- CBSE Class 10 Science MCQ Bank Term IDocument48 pagesCBSE Class 10 Science MCQ Bank Term IAtharva Bhokare100% (1)
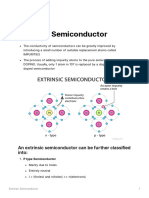
- Extrinsic Semiconductor: An Extrinsic Semiconductor Can Be Further Classified IntoDocument2 pagesExtrinsic Semiconductor: An Extrinsic Semiconductor Can Be Further Classified IntoRitvik ChaturvediNo ratings yet
- Grade 7 CookeryDocument4 pagesGrade 7 CookeryJe Mi MaNo ratings yet
- On-Line XRF Analysis of Phosphate Materials at VarDocument7 pagesOn-Line XRF Analysis of Phosphate Materials at Varabrahamsrs72No ratings yet
- Worksheet 7.2 Rate of ReactionDocument3 pagesWorksheet 7.2 Rate of Reactionsavage hunterNo ratings yet
- Extrusion and Wire Drawing 2020 PDFDocument64 pagesExtrusion and Wire Drawing 2020 PDFChand PatelNo ratings yet
- Physical Chemistry: Section 1Document956 pagesPhysical Chemistry: Section 1Mitchel TayimoNo ratings yet
- Hoja de SeguridadDocument3 pagesHoja de SeguridadsebasrodriguezNo ratings yet
- Experiment 3 FinalDocument13 pagesExperiment 3 FinalRvin OngNo ratings yet
- Xii-Chemistry-Qb-Ans-Anil-12. Aldehydes, Ketones & Carboxylic AcidsDocument14 pagesXii-Chemistry-Qb-Ans-Anil-12. Aldehydes, Ketones & Carboxylic Acidscsd4995No ratings yet
- WA500 Technical Data SheetDocument2 pagesWA500 Technical Data SheetJoel R. ChanNo ratings yet
- Aluminum Manufacturing ReportDocument30 pagesAluminum Manufacturing ReportmalynNo ratings yet
- 12th Chemistry Second Revision Answer KeyDocument10 pages12th Chemistry Second Revision Answer KeySubbu RajaNo ratings yet
- Properties of refractories: Physical, thermal & chemicalDocument4 pagesProperties of refractories: Physical, thermal & chemicalengr kazamNo ratings yet
- General Biology - Q2 - Week 2Document23 pagesGeneral Biology - Q2 - Week 2Renard JaenNo ratings yet
- Iso 4582 2017Document11 pagesIso 4582 2017MahaNo ratings yet
- MAPEH-HEALTH6 - Q2-WK4-D4 - Identify Different Types of WasteDocument14 pagesMAPEH-HEALTH6 - Q2-WK4-D4 - Identify Different Types of WasteglaidzNo ratings yet
- Bioanalytical Chemistry (CHEM311) - Lab ManualDocument29 pagesBioanalytical Chemistry (CHEM311) - Lab ManualSaravanan RajendrasozhanNo ratings yet
- 15 Meister PreparationAndCharacterization PDFDocument28 pages15 Meister PreparationAndCharacterization PDFFuad Hasan GaziNo ratings yet
- Week 004 Fossils and Fossil TypesDocument2 pagesWeek 004 Fossils and Fossil TypesHatdogNo ratings yet
- Tube To Tube Sheet WeldingDocument5 pagesTube To Tube Sheet WeldingGowrish Kumar100% (2)
- R410a IceloongDocument6 pagesR410a IceloongMarco Ruales100% (1)
- Introduction of CarbohydratesDocument28 pagesIntroduction of CarbohydratesShahzad BashirNo ratings yet
- Nitrogen Bases in Hydrocarbons by Titration: UOP Method 269-10 ScopeDocument10 pagesNitrogen Bases in Hydrocarbons by Titration: UOP Method 269-10 ScopeEdwin CastilloNo ratings yet
- Saikat Sil Tech Tex Assignment 3 (Final)Document7 pagesSaikat Sil Tech Tex Assignment 3 (Final)Saikat SilNo ratings yet
- RAC Lecture 10 PDFDocument18 pagesRAC Lecture 10 PDFSalman KhanNo ratings yet
- Chemistry Investigatory Electrochemical CellDocument10 pagesChemistry Investigatory Electrochemical CellPriyansh ShuklaNo ratings yet
- South African National Science Olympiad - Biology (2015) PDFDocument13 pagesSouth African National Science Olympiad - Biology (2015) PDFElevenPlus ParentsNo ratings yet
- Polymer-Plastics Technology and EngineeringDocument6 pagesPolymer-Plastics Technology and Engineeringsamuelben87No ratings yet
- Ammonia Emergency ResponseDocument32 pagesAmmonia Emergency ResponseMargaretta WijayantiNo ratings yet