You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Solenoid ValveDocument1 pageSolenoid ValveNavasNo ratings yet
- SS-2 Pressure Switch OptionsDocument4 pagesSS-2 Pressure Switch OptionsNavas100% (1)
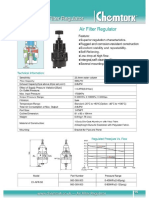
- Air Filter RegulatorDocument1 pageAir Filter RegulatorNavasNo ratings yet
- FBE Coating Plant Limitation-May 2021, Rev - 03Document14 pagesFBE Coating Plant Limitation-May 2021, Rev - 03NavasNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Performance Testing Procedure For Centrifugal PumpsDocument5 pagesPerformance Testing Procedure For Centrifugal PumpsNitin S Jog100% (11)
- Actaris Gas Measurement G65 & G100Document4 pagesActaris Gas Measurement G65 & G100hendrik mueller100% (1)
- Surrey ENGM030 Unit 9 Presentation1aDocument26 pagesSurrey ENGM030 Unit 9 Presentation1aPhilip YapNo ratings yet
- IWSD - Module 2-2 - 1 Static EquilibriumDocument67 pagesIWSD - Module 2-2 - 1 Static EquilibriumPourya NouryNo ratings yet
- Module in Industrial Arts 1Document76 pagesModule in Industrial Arts 1Kevin Nichols Abacan100% (1)
- Scania d12Document2 pagesScania d12Shreyas Mg67% (3)
- Catalogo o Rings KOIO 2 PDFDocument153 pagesCatalogo o Rings KOIO 2 PDFMariana De Oliveira Bitencourt AugustoNo ratings yet
- High-Rise PrecastDocument7 pagesHigh-Rise PrecastAshu JainNo ratings yet
- Advantage IEC Cast Iron MotorsDocument15 pagesAdvantage IEC Cast Iron MotorsHiran WittachyNo ratings yet
- Striling Engine Project Final As On 4th JuneDocument58 pagesStriling Engine Project Final As On 4th JuneKaleem Furqan AhmedNo ratings yet
- Static & Kinetic FrictionDocument15 pagesStatic & Kinetic FrictionkvinzonNo ratings yet
- E532396 01E BVNG Basic FPPDocument310 pagesE532396 01E BVNG Basic FPPWilliam PeeleNo ratings yet
- McConkey 5 PBDocument7 pagesMcConkey 5 PBHussain AbbasNo ratings yet
- Dewan: Cement LimitedDocument6 pagesDewan: Cement LimitedIrfan AhmedNo ratings yet
- Workbook: Case (Main) : Material StreamsDocument4 pagesWorkbook: Case (Main) : Material StreamsRangga SeptianNo ratings yet
- SM Komatsu GD705A-5 - SEN06489-03Document1,451 pagesSM Komatsu GD705A-5 - SEN06489-03Dewa PurnamaNo ratings yet
- CNC Machines-1Document79 pagesCNC Machines-1LAVNIMESH AGNIHOTRINo ratings yet
- 700 Repair ManualDocument76 pages700 Repair ManualCarlos Simos85% (13)
- Cswip 3.2 Q&aDocument3 pagesCswip 3.2 Q&aMoses_Jakkala100% (3)
- YC6K12 Diesel Engine Cylinder Block Parts CatalogDocument79 pagesYC6K12 Diesel Engine Cylinder Block Parts CatalogJimmy ManagaraNo ratings yet
- HDS Auto Service CatalogueDocument9 pagesHDS Auto Service CatalogueHDS Inc.No ratings yet
- GCSE Physics: MomentumDocument3 pagesGCSE Physics: MomentumMr. SuitNo ratings yet
- Nit 1005 Mab Amd 1Document95 pagesNit 1005 Mab Amd 1Pradeep KumarNo ratings yet
- 62-10683 RevC XTCDocument363 pages62-10683 RevC XTCJuan Miguel Marin Quintero100% (1)
- Catalogue Data Everest Heat Pump (10-108)Document15 pagesCatalogue Data Everest Heat Pump (10-108)rachman hardianNo ratings yet
- Chapt 4 Phase EquilibriumDocument47 pagesChapt 4 Phase EquilibriumNikunj Yagnik100% (1)
- 993331G CAT Accessories Catalog LoRDocument32 pages993331G CAT Accessories Catalog LoRAgung Pramu AjiNo ratings yet
- Campus Data BaseDocument77 pagesCampus Data BaseFERNANDO JOSE NOVAESNo ratings yet
- Design and Fabrication of A Plastic Film GranulatiDocument8 pagesDesign and Fabrication of A Plastic Film GranulatiTUẤN HUỲNH MAINo ratings yet
- Ficha BombaDocument2 pagesFicha BombaPEDROPABLOMARINVELAS100% (1)