You might also like
- Agfa Black-and-White Photopapers GuideDocument11 pagesAgfa Black-and-White Photopapers Guidegprh999No ratings yet
- Tds Ny 1 G Super Universal Enamel Tse Tintbases Tds2017mayDocument3 pagesTds Ny 1 G Super Universal Enamel Tse Tintbases Tds2017mayMario MzumaraNo ratings yet
- TDS - DB 4888x-ctDocument7 pagesTDS - DB 4888x-ctSeffri WihdiantoNo ratings yet
- Glure Die CutterDocument6 pagesGlure Die Cutterpigpig1No ratings yet
- Luxol PU EnamelDocument2 pagesLuxol PU EnamelPramod ShriwastavaNo ratings yet
- Brochure R5030LDocument2 pagesBrochure R5030LSpectra SolNo ratings yet
- Product Data Sheet: Topaz SG Enamel 524MEDocument2 pagesProduct Data Sheet: Topaz SG Enamel 524METejinder KumarNo ratings yet
- Koda BromideDocument4 pagesKoda BromideIsadora VieiraNo ratings yet
- Hardtop AX K: Technical Data SheetDocument4 pagesHardtop AX K: Technical Data SheetaragornpeNo ratings yet
- Epoxy HRDocument5 pagesEpoxy HRMuthuKumarNo ratings yet
- DataSheet 06042022051050Document2 pagesDataSheet 06042022051050dassourjya2.0No ratings yet
- Epoxy HR: Technical Data SheetDocument5 pagesEpoxy HR: Technical Data SheetOrgünOzarNo ratings yet
- HL L2320D SpecSheetDocument2 pagesHL L2320D SpecSheetoonNo ratings yet
- e-Studio 223CS Online Technical Training GuideDocument95 pagese-Studio 223CS Online Technical Training GuideNajeeb UllahNo ratings yet
- Technical Data Sheet for Jotun's Hardtop HB Polyurethane CoatingDocument4 pagesTechnical Data Sheet for Jotun's Hardtop HB Polyurethane CoatingBiju_PottayilNo ratings yet
- Durebild Ste Aug 2018Document4 pagesDurebild Ste Aug 2018Biju_PottayilNo ratings yet
- el catalogo ne inglesDocument17 pagesel catalogo ne inglesibefusNo ratings yet
- Pt3-Properties of Paper Paperboard PackagingDocument36 pagesPt3-Properties of Paper Paperboard PackaginglulalalaNo ratings yet
- TDS-Penguard HSP-GB-English-ProtectiveDocument5 pagesTDS-Penguard HSP-GB-English-ProtectiveyugandharNo ratings yet
- TDS - SheetrockDocument1 pageTDS - Sheetrockputri maharaniNo ratings yet
- Technical Data Sheet for Tankguard Storage CoatingDocument5 pagesTechnical Data Sheet for Tankguard Storage Coatingabdulgafoor54No ratings yet
- FENICE SL-Colors 1556025224Document4 pagesFENICE SL-Colors 1556025224wishraj7No ratings yet
- TDS 1493 Solvalitt Midtherm Euk GBDocument5 pagesTDS 1493 Solvalitt Midtherm Euk GByusri jaafarNo ratings yet
- Al942 PP Light Top Silver s692n-Bg40wh FSC - enDocument2 pagesAl942 PP Light Top Silver s692n-Bg40wh FSC - enIván CsörgőNo ratings yet
- PU White Primer Tech SheetDocument1 pagePU White Primer Tech SheetSalemNo ratings yet
- Triumph Adler LP 4030-DatenblattDocument2 pagesTriumph Adler LP 4030-DatenblattYury L.No ratings yet
- Ecotank Et 14000 Datasheet NewDocument2 pagesEcotank Et 14000 Datasheet Newmotasem_228006087No ratings yet
- Ricoh MP C3004 MP C3504: Multifunction ColourDocument3 pagesRicoh MP C3004 MP C3504: Multifunction ColourFierceKnowledgeNo ratings yet
- LETTERFLEX PERFECTOS. Speciality InksDocument27 pagesLETTERFLEX PERFECTOS. Speciality InksKhalil TradersNo ratings yet
- Acoustic Ceiling Board Fine Fissured (1200mm X 600mm)Document2 pagesAcoustic Ceiling Board Fine Fissured (1200mm X 600mm)keitNo ratings yet
- Tankguard HB ClassicDocument5 pagesTankguard HB ClassicMuhammad Iqbal Al HaidarNo ratings yet
- Tankguard Storage: Technical Data SheetDocument5 pagesTankguard Storage: Technical Data SheetEngTamerNo ratings yet
- Technical Data Sheet for Tankguard HB CoatingDocument5 pagesTechnical Data Sheet for Tankguard HB Coatingabet_singkong8930No ratings yet
- Epoxy HR: Technical Data SheetDocument5 pagesEpoxy HR: Technical Data Sheetapply19842371No ratings yet
- Technical Data Sheet for Heat Resistant Epoxy CoatingDocument5 pagesTechnical Data Sheet for Heat Resistant Epoxy CoatingJayaraman KamarajNo ratings yet
- Tankguard SF: Technical Data SheetDocument5 pagesTankguard SF: Technical Data SheetRifki ArifinNo ratings yet
- Technical Data Sheet for Hardtop AS Aluminium Semigloss TopcoatDocument3 pagesTechnical Data Sheet for Hardtop AS Aluminium Semigloss TopcoatMohamed FarhanNo ratings yet
- Novocoat HF1200 Epoxy GuideDocument2 pagesNovocoat HF1200 Epoxy GuideSALVADOR LARANo ratings yet
- DuPont 31PDocument2 pagesDuPont 31PjmiselemNo ratings yet
- Raptor Black: Technical Data Sheet & Process GuideDocument7 pagesRaptor Black: Technical Data Sheet & Process GuideroyNo ratings yet
- Datasheet - BN Lubricoat WH BL PDFDocument1 pageDatasheet - BN Lubricoat WH BL PDFJC MonseesNo ratings yet
- Tankguard HB Classic Jotun PaintDocument5 pagesTankguard HB Classic Jotun PaintGurdeep Sungh AroraNo ratings yet
- Service Manual: CanonDocument9 pagesService Manual: CanonPatricio Hinrichsen LippiNo ratings yet
- PAPER DISCS AND ACCESSORIES FOR SANDING AND FINISHINGDocument11 pagesPAPER DISCS AND ACCESSORIES FOR SANDING AND FINISHINGJohn Pham NgocNo ratings yet
- Epoxy HR: Technical Data SheetDocument5 pagesEpoxy HR: Technical Data SheetMohamed FarhanNo ratings yet
- Office Supplies and Equipment EssentialsDocument12 pagesOffice Supplies and Equipment EssentialsShaina Claire Q. PulidoNo ratings yet
- Aluminium Paint HR TDSDocument4 pagesAluminium Paint HR TDSRaja S0% (1)
- Cartonboard For Offset Printing - Offset Printing Technology - Offset LithographyDocument5 pagesCartonboard For Offset Printing - Offset Printing Technology - Offset Lithographyvarol66No ratings yet
- Datasheet HL-L8360CDWDocument4 pagesDatasheet HL-L8360CDWMuc ChavapaNo ratings yet
- Tankguard StorageDocument5 pagesTankguard StorageBiju_PottayilNo ratings yet
- TDS 48382 Solvalitt 600 Euk GBDocument5 pagesTDS 48382 Solvalitt 600 Euk GBMhd EbalNo ratings yet
- SHER-WOOD® CAB-Acrylic Lacquer: Product FinishesDocument2 pagesSHER-WOOD® CAB-Acrylic Lacquer: Product Finishesdavid hallNo ratings yet
- D358 PDFDocument3 pagesD358 PDFChandraditya Iman FirmanshaNo ratings yet
- S820D Reference Manual: QY8-1381-000 Rev. 00Document13 pagesS820D Reference Manual: QY8-1381-000 Rev. 00Nebi aktaşNo ratings yet
- Tankguard 412Document5 pagesTankguard 412abdulgafoor54No ratings yet
- TDS - Tankguard Storage - Issued 04.08.2014Document5 pagesTDS - Tankguard Storage - Issued 04.08.2014Arya Kemal Pratama PutraNo ratings yet
- HENEDUR Color SFC - EngDocument2 pagesHENEDUR Color SFC - EngvolvotadNo ratings yet
- Bromide Printing and Enlarging A Practical Guide to the Making of Bromide Prints by Contact and Bromide Enlarging by Daylight and Artificial Light, With the Toning of Bromide Prints and EnlargementsFrom EverandBromide Printing and Enlarging A Practical Guide to the Making of Bromide Prints by Contact and Bromide Enlarging by Daylight and Artificial Light, With the Toning of Bromide Prints and EnlargementsNo ratings yet
- Geodesic Domes: Demonstrated and explained with cut-out modelsFrom EverandGeodesic Domes: Demonstrated and explained with cut-out modelsRating: 4 out of 5 stars4/5 (1)
- Dr. Beers Variable Contrast Paper Developer (02-0120)Document3 pagesDr. Beers Variable Contrast Paper Developer (02-0120)gprh999No ratings yet
- Beersformula RogovinwebresourceDocument3 pagesBeersformula Rogovinwebresourcegprh999No ratings yet
- Mixing Ratios: 8x10 TrayDocument2 pagesMixing Ratios: 8x10 Traygprh999No ratings yet
- Zone System Contraction Part Iii: Selective Latent Image Manipulation Techniques (Slimts)Document9 pagesZone System Contraction Part Iii: Selective Latent Image Manipulation Techniques (Slimts)gprh999No ratings yet
- MOA of Actuarial Societ of BangladeshDocument22 pagesMOA of Actuarial Societ of BangladeshActuarial Society of BangladeshNo ratings yet
- Cooling Tower FundamentalsDocument17 pagesCooling Tower FundamentalsGaurav RathoreNo ratings yet
- Kafka Netdb 06 2011 PDFDocument15 pagesKafka Netdb 06 2011 PDFaarishgNo ratings yet
- A APJ Abdul Kalam Technological University First Semester M. Tech. Degree Examination December 2016 Ernakulum II ClusterDocument2 pagesA APJ Abdul Kalam Technological University First Semester M. Tech. Degree Examination December 2016 Ernakulum II ClusterAshwin JoseNo ratings yet
- APMP Certification Syllabus and Program V3.1 March 2019 PDFDocument20 pagesAPMP Certification Syllabus and Program V3.1 March 2019 PDFMuhammad ZubairNo ratings yet
- Python operators and data types quizDocument34 pagesPython operators and data types quizATUL SHARMANo ratings yet
- Panasonic SA-HT878Document82 pagesPanasonic SA-HT878immortalwombatNo ratings yet
- GC 1999 03 Minas BrethilDocument5 pagesGC 1999 03 Minas BrethilErszebethNo ratings yet
- Root Cause Analysis: Identifying Factors Behind Patient Safety IncidentsDocument5 pagesRoot Cause Analysis: Identifying Factors Behind Patient Safety IncidentsPrabhas_Das7No ratings yet
- Black Veil BridesDocument2 pagesBlack Veil BridesElyza MiradonaNo ratings yet
- Art PDFDocument10 pagesArt PDFbobNo ratings yet
- Practical Problems On CustomsDocument13 pagesPractical Problems On Customsnousheen riya67% (3)
- Explicit Instruction: A Teaching Strategy in Reading, Writing, and Mathematics For Students With Learning DisabilitiesDocument3 pagesExplicit Instruction: A Teaching Strategy in Reading, Writing, and Mathematics For Students With Learning DisabilitiesKatherineNo ratings yet
- BLADED - Theory Manual PDFDocument134 pagesBLADED - Theory Manual PDFdavidlokito100% (2)
- NAFTA CertificateDocument2 pagesNAFTA Certificateapi-522706100% (4)
- Sci10-Q4-M2_104804Document15 pagesSci10-Q4-M2_104804alindongaprilmaeNo ratings yet
- Aimt ProspectusDocument40 pagesAimt ProspectusdustydiamondNo ratings yet
- ASTM D5895 - 2020 Tiempo SecadoDocument4 pagesASTM D5895 - 2020 Tiempo SecadoPablo OrtegaNo ratings yet
- Dental Pulp TissueDocument77 pagesDental Pulp TissueJyoti RahejaNo ratings yet
- Wind Hydro 2Document6 pagesWind Hydro 2Vani TiwariNo ratings yet
- Handwashing and Infection ControlDocument23 pagesHandwashing and Infection ControlLiane BartolomeNo ratings yet
- Detailed Lesson Plan in TechnologyDocument11 pagesDetailed Lesson Plan in TechnologyReshiela OrtizNo ratings yet
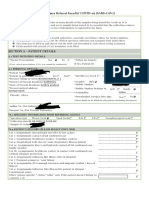
- Sample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Document2 pagesSample Id: Sample Id: 6284347 Icmr Specimen Referral Form Icmr Specimen Referral Form For For Covid-19 (Sars-Cov2) Covid-19 (Sars-Cov2)Praveen KumarNo ratings yet
- Dbms PracticalDocument31 pagesDbms Practicalgautamchauhan566No ratings yet
- To Quantitative Analysis: To Accompany by Render, Stair, Hanna and Hale Power Point Slides Created by Jeff HeylDocument94 pagesTo Quantitative Analysis: To Accompany by Render, Stair, Hanna and Hale Power Point Slides Created by Jeff HeylNino NatradzeNo ratings yet
- 2010 - Caliber JEEP BOITE T355Document484 pages2010 - Caliber JEEP BOITE T355thierry.fifieldoutlook.comNo ratings yet
- Parison of Dia para FerroDocument4 pagesParison of Dia para FerroMUNAZIRR FATHIMA F100% (1)
- Power Fresh 16Document3 pagesPower Fresh 16M. Ardi PrediyanaNo ratings yet
- Gen - Biology 2 Module 2Document12 pagesGen - Biology 2 Module 2Camille Castrence CaranayNo ratings yet