You might also like
- Solid-Liquid Filtration: A User’s Guide to Minimizing Cost and Environmental Impact, Maximizing Quality and ProductivityFrom EverandSolid-Liquid Filtration: A User’s Guide to Minimizing Cost and Environmental Impact, Maximizing Quality and ProductivityRating: 5 out of 5 stars5/5 (2)
- Baghouse - WikipediaDocument11 pagesBaghouse - WikipediaMARWAN ABDUL-HAMEEDNo ratings yet
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- SSPC Guide 16 PDFDocument15 pagesSSPC Guide 16 PDFkishorekumar.animu100% (1)
- Pulse Jet ManualDocument25 pagesPulse Jet ManualM.IBRAHEEMNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Ineffective Cleaning in Generic Baghouses Due to Orifice and Venturi DesignDocument8 pagesIneffective Cleaning in Generic Baghouses Due to Orifice and Venturi DesignMontecarlo Solis CanteNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Dust CollectorDocument31 pagesDust CollectorKaran Sharma100% (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Macam2 Cleaning FilterDocument3 pagesMacam2 Cleaning FilterperludownloadNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Check List:: With Increased Local and Global Attention Being Given To The Control of AirDocument5 pagesCheck List:: With Increased Local and Global Attention Being Given To The Control of Airskc3128No ratings yet
- Bag FiltersDocument18 pagesBag FiltersMehmet C100% (2)
- 3.1 Bag FiltersDocument12 pages3.1 Bag FiltersVishal100% (2)
- Dust Collector Evaluation and Selection Guide: (Mechanical Cleaning) Shaker Dust CollectorsDocument7 pagesDust Collector Evaluation and Selection Guide: (Mechanical Cleaning) Shaker Dust CollectorsnaushadNo ratings yet
- Piping - Bag FiltersDocument5 pagesPiping - Bag FiltersSathiyamoorthy TNo ratings yet
- 7.0 Fabric Filter & ScrubberDocument78 pages7.0 Fabric Filter & ScrubberohoreyNo ratings yet
- Chap 9Document12 pagesChap 9LLNo ratings yet
- Bag Filter PrincipleDocument3 pagesBag Filter PrincipleZahoor Ahmed71% (7)
- Dust CollectorDocument20 pagesDust Collectorrashmiranjan1110100% (1)
- Fabric Dust Collector Systems ManualDocument50 pagesFabric Dust Collector Systems Manualbreyes25100% (3)
- Air Pollution Control Manual BagfilterDocument9 pagesAir Pollution Control Manual BagfilterksbbsNo ratings yet
- Mechanical Dust Collectors: Working PrincipleDocument3 pagesMechanical Dust Collectors: Working PrincipleOmkarNo ratings yet
- The Basics of Hydraulic FiltrationDocument3 pagesThe Basics of Hydraulic Filtrationbee1406763181No ratings yet
- Guide to the 5 Main Types of Industrial Dust CollectorsDocument12 pagesGuide to the 5 Main Types of Industrial Dust Collectorsesamx100% (1)
- CFD Optimization of Airflow in Baghouse FiltersDocument5 pagesCFD Optimization of Airflow in Baghouse FiltersYhaneNo ratings yet
- K Brian & E RochaisDocument16 pagesK Brian & E RochaisLuigi Andrew MercadoNo ratings yet
- How A Bag Filter OperatesDocument8 pagesHow A Bag Filter OperatesMadanKarkiNo ratings yet
- Name: Safira Fereste Class: 2A D4 TKI NIM: 1941420104: 1. Make A Text With Maximum 4 ParagraphDocument7 pagesName: Safira Fereste Class: 2A D4 TKI NIM: 1941420104: 1. Make A Text With Maximum 4 ParagraphSAFIRA FERESTENo ratings yet
- SSPC-Guide 16 SelectionDocument13 pagesSSPC-Guide 16 SelectionmithileshNo ratings yet
- BaghouseDocument7 pagesBaghouseJayandi Fitra100% (1)
- Dust Collection MaintenanceDocument20 pagesDust Collection MaintenancePat AuffretNo ratings yet
- Bag filter schematic and working principleDocument3 pagesBag filter schematic and working principleRitwik Sahoo100% (7)
- Bag Filter Gas Boiler .Power PlantDocument4 pagesBag Filter Gas Boiler .Power PlantHeza FirdausNo ratings yet
- Guide to Selecting Dust CollectorsDocument14 pagesGuide to Selecting Dust CollectorsSherif AbdelhameedNo ratings yet
- AIR QUALITY AND POLLUTION (TKA 3301) LECTURE NOTES 11 - Control Procedure PMDocument38 pagesAIR QUALITY AND POLLUTION (TKA 3301) LECTURE NOTES 11 - Control Procedure PMmamat88No ratings yet
- Fabric Filter Design VariablesDocument14 pagesFabric Filter Design VariablesElumalai Srinivasan100% (1)
- Fabric Filters: Centrifugal CollectorsDocument3 pagesFabric Filters: Centrifugal CollectorsWolfMensch1216No ratings yet
- 6 Bag House BasicsDocument27 pages6 Bag House BasicsPANKAJ AGRAHARI100% (1)
- Introduction Venturi ScrubberDocument3 pagesIntroduction Venturi ScrubberNurul HazimahNo ratings yet
- Horizontal and High-Efficiency CycloneDocument6 pagesHorizontal and High-Efficiency Cyclonemshah222No ratings yet
- Encyclopedia of Dust CollectorDocument28 pagesEncyclopedia of Dust CollectorAkshay KadbeNo ratings yet
- Duct Cleaning PDFDocument4 pagesDuct Cleaning PDFMaazARazaNo ratings yet
- Dust Collection MaintenanceDocument20 pagesDust Collection MaintenanceSochib Ibe Finiarel100% (2)
- Basics of Sample System DesigningDocument14 pagesBasics of Sample System DesigningJAY PARIKHNo ratings yet
- Wisa2010 P045Document10 pagesWisa2010 P045Mi doremiNo ratings yet
- Beware of FilterDocument6 pagesBeware of FilterMoinNo ratings yet
- The Real Dirt On DustDocument80 pagesThe Real Dirt On DusttuyentruongNo ratings yet
- Baghouse 101 Seminar 2005Document67 pagesBaghouse 101 Seminar 2005ssmith2007No ratings yet
- A Scientific Review of Dust Collection BookDocument81 pagesA Scientific Review of Dust Collection Bookyilo2000100% (1)
- Air Pollution and Control EngineeringDocument58 pagesAir Pollution and Control EngineeringMithun Santhosh Yuvarajan100% (1)
- BghouseDocument2 pagesBghousenabilNo ratings yet
- 10 BagHouseDocument32 pages10 BagHouseSrikant Ch100% (1)
- Air Blow CleaningDocument5 pagesAir Blow CleaningTaher MassahNo ratings yet
- Cyclone Recovery SystemsDocument13 pagesCyclone Recovery SystemsDaniela MateiNo ratings yet
- Air Pollution Control: Gravity Settling Chambers and CyclonesDocument58 pagesAir Pollution Control: Gravity Settling Chambers and CyclonesMithun Santhosh YuvarajanNo ratings yet
- Cyclone Dust CollectorsDocument16 pagesCyclone Dust CollectorsApichat1967No ratings yet
- Method For Air Pollution ControlDocument7 pagesMethod For Air Pollution ControlFurqan AhmedNo ratings yet
- 2319100243629301000Document1 page2319100243629301000Swatantra MishraNo ratings yet
- Static CalcDocument24 pagesStatic CalcReba PratamaNo ratings yet
- Co - Ra. Chemical Process 3Document8 pagesCo - Ra. Chemical Process 3Swatantra MishraNo ratings yet
- Feed Bins 50L / 150L K-TRON PREMIER Product Specification P-Series Feed Bins & Bag Dump StationsDocument2 pagesFeed Bins 50L / 150L K-TRON PREMIER Product Specification P-Series Feed Bins & Bag Dump StationsSwatantra MishraNo ratings yet
- Torit Bin Vent: Models TBV-2, TBV-4, TBV-6Document2 pagesTorit Bin Vent: Models TBV-2, TBV-4, TBV-6Swatantra MishraNo ratings yet
- FLow Thru Screen - CELDocument1 pageFLow Thru Screen - CELSwatantra MishraNo ratings yet
- Flow Rates Bags CartridgesDocument1 pageFlow Rates Bags CartridgesSwatantra MishraNo ratings yet
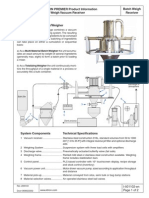
- 501102-En Batch Weigh ReceiverDocument2 pages501102-En Batch Weigh ReceiverSwatantra MishraNo ratings yet
- Technol 06Document6 pagesTechnol 06Swatantra MishraNo ratings yet
- Festo PneumaticDocument36 pagesFesto PneumaticSwatantra MishraNo ratings yet
- 2001v97n4p42 55Document14 pages2001v97n4p42 55Lale LaleicNo ratings yet
- 2019-03-28 - JJB - WTP - 01-Flow ProcessDocument6 pages2019-03-28 - JJB - WTP - 01-Flow ProcessavriamandaNo ratings yet
- Air ParkerDocument8 pagesAir Parkeradvancedlab6No ratings yet
- HKDSE Chemistry Bridging Programe 1ADocument53 pagesHKDSE Chemistry Bridging Programe 1Athe222100% (3)
- CH 9 Physical and Chemical Control of Microbes-1Document10 pagesCH 9 Physical and Chemical Control of Microbes-1Karl Francis GarciaNo ratings yet
- PD Cen TR 16193-2013Document56 pagesPD Cen TR 16193-2013ssnair85No ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Beer Stabilisation MethodsDocument21 pagesBeer Stabilisation MethodsCleto TundumulaNo ratings yet
- Angoves and Della Toffola Pacific ArticleDocument4 pagesAngoves and Della Toffola Pacific ArticleThe Beverage Food GroupNo ratings yet
- Good Laboratory PracticeDocument10 pagesGood Laboratory PracticePrince MoniNo ratings yet
- Research Journal of Pharmaceutical, Biological and Chemical SciencesDocument7 pagesResearch Journal of Pharmaceutical, Biological and Chemical Sciencessusi susisulistiawatiNo ratings yet
- Modify Mini Extraction Plant Liquor Filter Data SheetDocument4 pagesModify Mini Extraction Plant Liquor Filter Data SheetHeldiyan RamdhanNo ratings yet
- Gray MillsDocument28 pagesGray MillsSi Mohammed KhabbazNo ratings yet
- Lithium Bicarbonate Concentration SystemDocument1 pageLithium Bicarbonate Concentration SystemORGASORB MiningNo ratings yet
- Geneal Chemistry IDocument32 pagesGeneal Chemistry IKaithlynNo ratings yet
- F 311 - 08 (2013)Document3 pagesF 311 - 08 (2013)juan fNo ratings yet
- DP Booklet E D F CN-final-VersionDocument32 pagesDP Booklet E D F CN-final-VersionaernestNo ratings yet
- Water 10 00463Document15 pagesWater 10 00463Jonelou CusipagNo ratings yet
- Everpure Claris PDFDocument2 pagesEverpure Claris PDFRonnieNo ratings yet
- Sampling and analysis of commercial fats and oilsDocument1 pageSampling and analysis of commercial fats and oilsAntoni Pepe100% (1)
- Valorization of Sawdust Biomass For Biopolymer Extraction Via Green Method: Comparison With Conventional ProcessDocument24 pagesValorization of Sawdust Biomass For Biopolymer Extraction Via Green Method: Comparison With Conventional ProcessEstudiante2346No ratings yet
- EPA Method 160 1Document3 pagesEPA Method 160 1Gustavo Leonardo Huidobro MussoNo ratings yet
- Compact Water TreatmentDocument22 pagesCompact Water TreatmentCHEMSTRONG100% (1)
- P-012-HPC-2-08 Refrigerant Drter TG - TI SeriesDocument5 pagesP-012-HPC-2-08 Refrigerant Drter TG - TI SeriesandreaNo ratings yet
- 0415621488Document166 pages0415621488aliouecheNo ratings yet
- Ultrafilter Scandinavia 2018 Catalogue - WebDocument79 pagesUltrafilter Scandinavia 2018 Catalogue - Webdj22500No ratings yet
- Drilling Fluid Contaminant Identification and Treatment MethodsDocument51 pagesDrilling Fluid Contaminant Identification and Treatment MethodsAmine BiroukNo ratings yet
- Estimation Lactic AcidDocument20 pagesEstimation Lactic AcidpilotplanthtbsNo ratings yet
- Compressor Water WashDocument8 pagesCompressor Water Washnagamabhishek100% (1)
- Developing Ceramic Water FiltersDocument23 pagesDeveloping Ceramic Water Filtersmohammed abdellaNo ratings yet
- Corporate Booket NLS 2017 MayDocument13 pagesCorporate Booket NLS 2017 Mayanon_733788498No ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)