You might also like
- 2010 ATRA Technical SeminarDocument35 pages2010 ATRA Technical Seminartambache69100% (1)
- Wind Generator Home Made Axial Flux Alternator How It WorksDocument15 pagesWind Generator Home Made Axial Flux Alternator How It Workssmajla123No ratings yet
- Turkish Verbs - Basics O'f Turkish Grammar IDocument27 pagesTurkish Verbs - Basics O'f Turkish Grammar IAzza BakhtiNo ratings yet
- Intro To Lean Six Sigma White BeltDocument68 pagesIntro To Lean Six Sigma White BeltPRIYA RAJ100% (5)
- Digital Transformation Strategy - DevOps, Agile, and Cloud Platforms - 2019 Michael Coté, O'ReillyDocument99 pagesDigital Transformation Strategy - DevOps, Agile, and Cloud Platforms - 2019 Michael Coté, O'Reillyuser100% (1)
- Lean Six Sigma 2 - Pan LearnDocument12 pagesLean Six Sigma 2 - Pan LearnAmy BlandNo ratings yet
- Selecting the Right Manufacturing Improvement Tools: What Tool? When?From EverandSelecting the Right Manufacturing Improvement Tools: What Tool? When?Rating: 5 out of 5 stars5/5 (2)
- Agile Processes ScrumDocument24 pagesAgile Processes ScrumVener GuevarraNo ratings yet
- SHAREHOLDERS EQUITY - ProblemsDocument3 pagesSHAREHOLDERS EQUITY - ProblemsGlen Javellana0% (2)
- Case Analysis: The Kimpton ExperienceDocument1 pageCase Analysis: The Kimpton ExperienceMaricel Ann BaccayNo ratings yet
- Sap Forecasting and Replenishment Sap Fampr Warning CompressDocument103 pagesSap Forecasting and Replenishment Sap Fampr Warning CompressAlexey MalakhovNo ratings yet
- 2 - ARM Cotex-M3 - IntroductionDocument124 pages2 - ARM Cotex-M3 - IntroductionNghĩa VũNo ratings yet
- Don Tapping, Tom Shuker-Value Stream Management For The Lean Office - Eight Steps To Planning, Mapping, & Sustaining Lean Improvements in Administrative Areas-Productivity Press (2003)Document163 pagesDon Tapping, Tom Shuker-Value Stream Management For The Lean Office - Eight Steps To Planning, Mapping, & Sustaining Lean Improvements in Administrative Areas-Productivity Press (2003)Ronald Pedroza Rodriguez100% (4)
- [The Coad series] Anderson, David J_Schragenheim, Eli(Foreword by) - Agile management for software engineering_ applying the theory of constraints for business results (2003_2009, Prentice Hall) - libgen.liDocument353 pages[The Coad series] Anderson, David J_Schragenheim, Eli(Foreword by) - Agile management for software engineering_ applying the theory of constraints for business results (2003_2009, Prentice Hall) - libgen.liTalha BAYKAL100% (3)
- Nef Upper Endtest ADocument8 pagesNef Upper Endtest AVera Stojnova100% (3)
- Last Voyage of Somebody The Sailor The SailorDocument581 pagesLast Voyage of Somebody The Sailor The SailorDelia Ungureanu50% (2)
- Kobetsu KaizenDocument25 pagesKobetsu Kaizenraghavendrarh6464No ratings yet
- ML, DL & AiDocument15 pagesML, DL & AiskumaritesNo ratings yet
- Executive SummaryDocument32 pagesExecutive SummaryRam KumarNo ratings yet
- Becoming 'Lean' - Roadmap & Implementation. Review of The Electronic & IndustrialDocument17 pagesBecoming 'Lean' - Roadmap & Implementation. Review of The Electronic & IndustrialDanilo Martin Tuppia ReyesNo ratings yet
- HC-Root Cause Analysis in HC - ExtractedDocument54 pagesHC-Root Cause Analysis in HC - Extracteddinesh pharmaNo ratings yet
- Topics/Questions 9 8 7 6 5 4 3 2 1 Mcs BasicDocument3 pagesTopics/Questions 9 8 7 6 5 4 3 2 1 Mcs Basicnishanth_sudhakaranNo ratings yet
- INDU321 Lean Manufacturing: Chapter 2-Learning To SeeDocument20 pagesINDU321 Lean Manufacturing: Chapter 2-Learning To SeeGustavo Moreno de MenezesNo ratings yet
- Aid MemoirDocument34 pagesAid MemoirKevin RimmerNo ratings yet
- Computer Validation: Questionnaire For Auditing of IT Service ProvidersDocument3 pagesComputer Validation: Questionnaire For Auditing of IT Service ProviderssudheerNo ratings yet
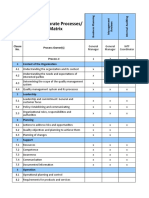
- IATF 16949 Corporate Processes/ Clause Matrix: Process Owner(s) Process # Context of The Organization Clause NoDocument6 pagesIATF 16949 Corporate Processes/ Clause Matrix: Process Owner(s) Process # Context of The Organization Clause NoshekarNo ratings yet
- Sop Survey HiddenDocument19 pagesSop Survey HiddenPranavNo ratings yet
- Business Plan Pro ManualDocument346 pagesBusiness Plan Pro ManualclaudiaNo ratings yet
- Overview of Lean Six Sigma: Presented by The University of Texas-School of Public HealthDocument22 pagesOverview of Lean Six Sigma: Presented by The University of Texas-School of Public Healthsobczak9marysiaNo ratings yet
- Lean GlosaryDocument44 pagesLean GlosaryRachmat BrNo ratings yet
- (LP) Profit MaximizationDocument15 pages(LP) Profit Maximizationpradeep pNo ratings yet
- Juno Campus Vs PrajjoDocument7 pagesJuno Campus Vs Prajjoamit_del83No ratings yet
- Project - Finance and Risk Assessment: Submitted By: Navendu MishraDocument18 pagesProject - Finance and Risk Assessment: Submitted By: Navendu MishraAbhishekNo ratings yet
- Lean - Theory To PracticeDocument4 pagesLean - Theory To PracticePranab SalianNo ratings yet
- LEAN Value Stream Mapping 2010Document4 pagesLEAN Value Stream Mapping 2010Ramesh Madurai100% (1)
- Value of Lean Principles: An Oracle White Paper November 2003Document17 pagesValue of Lean Principles: An Oracle White Paper November 2003Pawan RaiNo ratings yet
- Six Sigma Project Presentation: Project Title: Green Belt (Name)Document21 pagesSix Sigma Project Presentation: Project Title: Green Belt (Name)Khyle Laurenz DuroNo ratings yet
- Defining The Problem and Gathering DataDocument6 pagesDefining The Problem and Gathering DataKrishnaPavanNo ratings yet
- Dev OpsDocument29 pagesDev OpsAnnie DasNo ratings yet
- Using The Fiery Sword of Lean With Agile Thinking To Turbocharge Service Management - HinkleDocument33 pagesUsing The Fiery Sword of Lean With Agile Thinking To Turbocharge Service Management - HinkleJonathan HinkleNo ratings yet
- Telamon Corporation: Quality Management System Manual IATF TIS Dayton/Fresnillo/Skopje 21-DEC-18Document53 pagesTelamon Corporation: Quality Management System Manual IATF TIS Dayton/Fresnillo/Skopje 21-DEC-18staneslauNo ratings yet
- TOP 20 Enterprise Resource Planning Software Report: 2015 EDITIONDocument8 pagesTOP 20 Enterprise Resource Planning Software Report: 2015 EDITIONJoeNo ratings yet
- Epicor ERP Manufacturing Overview BR ENSDocument11 pagesEpicor ERP Manufacturing Overview BR ENSJoe Bou NaderNo ratings yet
- Environmental Quality Management Volume 13 Issue 2 2003 (Doi 10.1002 - Tqem.10113) Robert B. Pojasek - Lean, Six Sigma, and The Systems Approach - Management Initiatives For Process ImprovementDocument8 pagesEnvironmental Quality Management Volume 13 Issue 2 2003 (Doi 10.1002 - Tqem.10113) Robert B. Pojasek - Lean, Six Sigma, and The Systems Approach - Management Initiatives For Process ImprovementDoni SujanaNo ratings yet
- Chapter 1introduction To Six SigmaDocument39 pagesChapter 1introduction To Six SigmaKaranShindeNo ratings yet
- MC SP Module 08 - Supply Planning Tools and ReportingDocument33 pagesMC SP Module 08 - Supply Planning Tools and Reportingsamah sNo ratings yet
- SAS WP - Best Practices - 108112 - 0216Document30 pagesSAS WP - Best Practices - 108112 - 0216Sadiqu ZzamanNo ratings yet
- Management Science Unit 4 PPTsDocument30 pagesManagement Science Unit 4 PPTsFifa 21No ratings yet
- Principles of Supply Chain Management: A Balanced Approach: Prepared by Daniel A. Glaser-Segura, PHDDocument20 pagesPrinciples of Supply Chain Management: A Balanced Approach: Prepared by Daniel A. Glaser-Segura, PHDmanikamathurNo ratings yet
- Kanban Development and The Paradigm of FlowDocument53 pagesKanban Development and The Paradigm of FlowAuraNo ratings yet
- Introduction To Lean ManufacturingDocument75 pagesIntroduction To Lean ManufacturingtanilkumarNo ratings yet
- PowerAnalytics - DynamicsDocument30 pagesPowerAnalytics - DynamicsCloudJ VolumeOneNo ratings yet
- Accounts Receivable ReviewDocument27 pagesAccounts Receivable ReviewEmad AlorainiNo ratings yet
- Introduction To: E-Business SuiteDocument60 pagesIntroduction To: E-Business SuiteKokoYantoSimamoraNo ratings yet
- 1 s2.0 S2212827114006544 MainDocument6 pages1 s2.0 S2212827114006544 MainRealAelixirNo ratings yet
- M.Refaat MISDocument26 pagesM.Refaat MIStarek.sayd.23d983No ratings yet
- LeanGlossary 01 08Document10 pagesLeanGlossary 01 08jayakumargjNo ratings yet
- Quality 2Document42 pagesQuality 2alfalah_mbaNo ratings yet
- LECTUREDocument26 pagesLECTUREismahan mukhtarNo ratings yet
- Lecture (1) REDocument55 pagesLecture (1) REamjaaad996No ratings yet
- OPMAN ReviewerDocument12 pagesOPMAN ReviewerJericho PadillaNo ratings yet
- Managerial Accounting and The Business Environment: Mcgraw Hill/IrwinDocument33 pagesManagerial Accounting and The Business Environment: Mcgraw Hill/IrwinMuhammad Zia KhanNo ratings yet
- Enterprise Resource Planning (ERP)Document63 pagesEnterprise Resource Planning (ERP)AnkitNo ratings yet
- GR ERPmodule 02Document95 pagesGR ERPmodule 02fraalanNo ratings yet
- BMFP 3423 Lean P2a VSM - Jan2023Document58 pagesBMFP 3423 Lean P2a VSM - Jan2023Idham NasrulNo ratings yet
- Unit 8Document7 pagesUnit 8Shaik UsmanNo ratings yet
- A Framework For Lean Manufacturing ImplementationDocument23 pagesA Framework For Lean Manufacturing ImplementationNguyen Hoang DungNo ratings yet
- Fast Results From LeanDocument25 pagesFast Results From LeanNguyen Hoang DungNo ratings yet
- Material Availability at Point of Use: Master of Science Thesis in Supply Chain ManagementDocument113 pagesMaterial Availability at Point of Use: Master of Science Thesis in Supply Chain ManagementNguyen Hoang DungNo ratings yet
- 2015 Symposium - Lean 101Document47 pages2015 Symposium - Lean 101Nguyen Hoang DungNo ratings yet
- ShefferDocument5 pagesShefferNguyen Hoang DungNo ratings yet
- Infection Prevention & Control (IPC) Best Practice GuidelineDocument6 pagesInfection Prevention & Control (IPC) Best Practice GuidelineNguyen Hoang DungNo ratings yet
- Prevention in A High-Risk Rural Kenyan Population Through Point-Of-Use Chlorination, Safe Water Storage, Sanitation, and Rainwater Harvesting - NgHoang DungDocument9 pagesPrevention in A High-Risk Rural Kenyan Population Through Point-Of-Use Chlorination, Safe Water Storage, Sanitation, and Rainwater Harvesting - NgHoang DungNguyen Hoang DungNo ratings yet
- The CTQ Flowdown As A Conceptual Model of Project Objectives - Nguyen Hoang DungDocument1 pageThe CTQ Flowdown As A Conceptual Model of Project Objectives - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- Application-of-Batch-size-reduction-in-construction - Nguyen Hoang DungDocument12 pagesApplication-of-Batch-size-reduction-in-construction - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- A Time Window Approach To Simultaneous Scheduling of Machines and Material Handling System in An FMSDocument14 pagesA Time Window Approach To Simultaneous Scheduling of Machines and Material Handling System in An FMSbharathiNo ratings yet
- Honvlaoai/N: United States PatentDocument16 pagesHonvlaoai/N: United States PatentNguyen Hoang DungNo ratings yet
- UntitledDocument1 pageUntitledNguyen Hoang DungNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,353,767 B1Document14 pagesUnited States Patent: (12) (10) Patent N0.: US 6,353,767 B1Nguyen Hoang DungNo ratings yet
- Product Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungDocument20 pagesProduct Planning in Quality Function Deployment Using A Combined Analytic Network Process and Goal Programming Approach - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- Work in Progress Toward A New Paradigm For The Sociological Study of Religion in The United States - Nguyen Hoang DungDocument50 pagesWork in Progress Toward A New Paradigm For The Sociological Study of Religion in The United States - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- 2001 - Problems of Accuracy Control in Cold FormingDocument6 pages2001 - Problems of Accuracy Control in Cold FormingNguyen Hoang DungNo ratings yet
- Tracheobronchial Tree Expandable Metallic Stents Used in Experimental and Clinical Applications Work in Progress - Nguyen Hoang DungDocument4 pagesTracheobronchial Tree Expandable Metallic Stents Used in Experimental and Clinical Applications Work in Progress - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- 1995 - Precision Cold Die Forging of A Ring Gear by Divided Flow MethodDocument9 pages1995 - Precision Cold Die Forging of A Ring Gear by Divided Flow MethodNguyen Hoang DungNo ratings yet
- Work in Progress Methods of Contrast Enhancement of NMR Imaging and Potential Applications - Nguyen Hoang DungDocument8 pagesWork in Progress Methods of Contrast Enhancement of NMR Imaging and Potential Applications - Nguyen Hoang DungNguyen Hoang DungNo ratings yet
- 1996 - Flashless Closed-Die Upset Forging-Load Estimation For Optimal Cold Header SelectionDocument14 pages1996 - Flashless Closed-Die Upset Forging-Load Estimation For Optimal Cold Header SelectionNguyen Hoang DungNo ratings yet
- A Hybrid Framework Based On SIPOC and Six Sigma DMAIC For Improving Process Dimensions in Supply Chain Network - NG Hoang DungDocument27 pagesA Hybrid Framework Based On SIPOC and Six Sigma DMAIC For Improving Process Dimensions in Supply Chain Network - NG Hoang DungNguyen Hoang DungNo ratings yet
- 1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineDocument7 pages1988 - Method of Manufacture of A Magnetic Rotor Core Member For A Dynamoelectric MachineNguyen Hoang DungNo ratings yet
- 2005 - Near Net Shape Forging With FEMDocument21 pages2005 - Near Net Shape Forging With FEMNguyen Hoang DungNo ratings yet
- Evolution and Application of Rapid Prototyping TechnologiesDocument14 pagesEvolution and Application of Rapid Prototyping TechnologiesNguyen Hoang DungNo ratings yet
- One Contribution To The Friction Investigation in Bulk Metal FormingDocument14 pagesOne Contribution To The Friction Investigation in Bulk Metal FormingNguyen Hoang DungNo ratings yet
- 2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureDocument18 pages2007 - Application of Net Shape and Near Net Shape Forming Technologies in ManufactureNguyen Hoang DungNo ratings yet
- 2011 - Multi Objective Optimization of Process Parameters For The Helical Gear Precision Forging by Using Taguchi MethodDocument9 pages2011 - Multi Objective Optimization of Process Parameters For The Helical Gear Precision Forging by Using Taguchi MethodNguyen Hoang DungNo ratings yet
- Near Net Shape Forging Using The Backward Deformation MethodDocument15 pagesNear Net Shape Forging Using The Backward Deformation MethodNguyen Hoang DungNo ratings yet
- 1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodDocument9 pages1998 - Study of Stress Development in Axi-Symmetric Products Processed by Radial Forging Using A 3-D Non-Linear Finite-Element MethodNguyen Hoang DungNo ratings yet
- Deguzman Vs ComelecDocument3 pagesDeguzman Vs ComelecEsnani MaiNo ratings yet
- Levers of Control Analysis of Management Control SDocument17 pagesLevers of Control Analysis of Management Control SApriana RahmawatiNo ratings yet
- Customised Effective Resumes: Content & ChronologyDocument10 pagesCustomised Effective Resumes: Content & ChronologyRishi JhaNo ratings yet
- Benjamin Gomez v. Enrico PalomarDocument11 pagesBenjamin Gomez v. Enrico PalomarUlyung DiamanteNo ratings yet
- Europe MapDocument13 pagesEurope MapNguyên ĐỗNo ratings yet
- ACCSA Module 1 - 8 Practice Dimensions & Skillsets of Addiction CounsellingDocument148 pagesACCSA Module 1 - 8 Practice Dimensions & Skillsets of Addiction Counsellingskye42817No ratings yet
- Well Control - Pore PressureDocument31 pagesWell Control - Pore PressureMiguel Pinto PonceNo ratings yet
- 08 LCD Slide Handout 1Document5 pages08 LCD Slide Handout 1Jana Gabrielle Canonigo0% (1)
- W01-Introduction To Materials Modeling and SimulationDocument30 pagesW01-Introduction To Materials Modeling and SimulationMuco İboNo ratings yet
- BCSP GuideDocument44 pagesBCSP GuideCarol Sarmiento DelgadoNo ratings yet
- Ready. Set. IELTS. Idioms.Document45 pagesReady. Set. IELTS. Idioms.Renatochka BakirovaNo ratings yet
- Reading 40 Introduction To Industry and Company AnalysisDocument23 pagesReading 40 Introduction To Industry and Company AnalysisNeerajNo ratings yet
- Distress Manual PDFDocument51 pagesDistress Manual PDFEIRINI ZIGKIRIADOUNo ratings yet
- h110m Pro VD Plus User GuideDocument19 pagesh110m Pro VD Plus User GuideIgobi LohnNo ratings yet
- Muetd - Session 3 - 2022 - 030716-08-1238 2Document1 pageMuetd - Session 3 - 2022 - 030716-08-1238 2Laila HaliliNo ratings yet
- Science Experiment Week 5 Lesson PlanDocument5 pagesScience Experiment Week 5 Lesson Planapi-451266317No ratings yet
- TT21 28112019BNN (E)Document40 pagesTT21 28112019BNN (E)Thanh Tâm TrầnNo ratings yet
- The Brand AuditDocument9 pagesThe Brand AuditRohit RoyNo ratings yet
- 2003 Wiley Periodicals, Inc.: Max VisserDocument10 pages2003 Wiley Periodicals, Inc.: Max VisserMariano DomanicoNo ratings yet
- Lecture 7Document9 pagesLecture 7ngyx-ab22No ratings yet
- CH 7b - Shift InstructionsDocument20 pagesCH 7b - Shift Instructionsapi-237335979100% (1)
- Sales Marketing Director in Tampa FL Resume William RoelingDocument2 pagesSales Marketing Director in Tampa FL Resume William RoelingWilliamRoelingNo ratings yet














![[The Coad series] Anderson, David J_Schragenheim, Eli(Foreword by) - Agile management for software engineering_ applying the theory of constraints for business results (2003_2009, Prentice Hall) - libgen.li](https://imgv2-1-f.scribdassets.com/img/document/597771711/149x198/be5499adc2/1710583737?v=1)