You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Multichannel Sound Recording - Michael WilliamsDocument28 pagesMultichannel Sound Recording - Michael WilliamsRoberto GuerreroNo ratings yet
- Fork 2007 E150 ENG Instruction GuideDocument9 pagesFork 2007 E150 ENG Instruction GuideCarmen Cámara MedinaNo ratings yet
- Spoke Wheel Building & TruingDocument5 pagesSpoke Wheel Building & TruingmrmrvaNo ratings yet
- Brenco - CTRBMDocument48 pagesBrenco - CTRBMDevendra SinghNo ratings yet
- Northstar RIM Tach 8500 10 Steps To Installation J - Wheel (Spoke Style Wheel)Document16 pagesNorthstar RIM Tach 8500 10 Steps To Installation J - Wheel (Spoke Style Wheel)RAMIRO LOPEZNo ratings yet
- VM Carb RebuildDocument10 pagesVM Carb RebuildNathan GrandNo ratings yet
- Rear Sway Bar Installation InstructionsDocument4 pagesRear Sway Bar Installation InstructionsRaduNo ratings yet
- Propeller Fitting InstructionsDocument7 pagesPropeller Fitting Instructionsrubens0001No ratings yet
- Universal Joint Dimensional Reference Guide: Innovative Drivetrain Solutions®Document32 pagesUniversal Joint Dimensional Reference Guide: Innovative Drivetrain Solutions®CiacunNo ratings yet
- QD Bushings AjustesDocument8 pagesQD Bushings AjustesdieguineoNo ratings yet
- Flight Model Sbach 342 50ccDocument61 pagesFlight Model Sbach 342 50ccyuntanakaNo ratings yet
- Assembly Instructions: Retrofit For Bridgeport Series 1 MillsDocument4 pagesAssembly Instructions: Retrofit For Bridgeport Series 1 MillsDustin_JanesNo ratings yet
- RINGSPANN InstallationInstructions-RLK200Document5 pagesRINGSPANN InstallationInstructions-RLK200Izzi Al-AkbarNo ratings yet
- V - Belt BandoDocument12 pagesV - Belt BandoEko Wibowo100% (1)
- Neapco 2015 UJ Dimensional Reference Guide UJ2015D 9901018Document32 pagesNeapco 2015 UJ Dimensional Reference Guide UJ2015D 9901018fordlltwmNo ratings yet
- Melling Cylinder Sleeves 2014 CatalogDocument40 pagesMelling Cylinder Sleeves 2014 CatalogBzidroglioNo ratings yet
- 549201-1-specificationsDocument10 pages549201-1-specificationsDavid BaylissNo ratings yet
- Fox Alps Shock Maintenance GuideDocument7 pagesFox Alps Shock Maintenance Guide1976fcoNo ratings yet
- Complete Snipe Tuning GuideDocument30 pagesComplete Snipe Tuning Guidewindsurferke007100% (1)
- Cooper BearingDocument8 pagesCooper BearingPrasantaKumarMallikaNo ratings yet
- V-Belt and Timing Belt Installation and Maintenance: SERVICE EXPRESS 1-800-829-6612Document11 pagesV-Belt and Timing Belt Installation and Maintenance: SERVICE EXPRESS 1-800-829-6612yeop03100% (1)
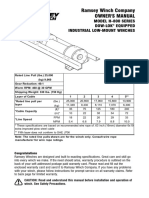
- Ramsey Winch H 800 Winch Owner's ManualDocument24 pagesRamsey Winch H 800 Winch Owner's ManualMartin De BruynNo ratings yet
- Sea Doo RXP OPASDocument7 pagesSea Doo RXP OPASAndreas100% (1)
- MBD2066 Assign.6 Project ReportDocument23 pagesMBD2066 Assign.6 Project ReportParen TrivediNo ratings yet
- Serrage CulasseDocument2 pagesSerrage CulasseJulien VervaekeNo ratings yet
- Installation Instructions 8-Point Roll BarDocument6 pagesInstallation Instructions 8-Point Roll BarDamien DrakeNo ratings yet
- 48 Yak54 EXP ManualDocument27 pages48 Yak54 EXP Manualandres silvestreNo ratings yet
- Mecanica MotoareDocument45 pagesMecanica MotoareAutogrederNo ratings yet
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSDocument10 pagesFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002No ratings yet
- Kid-Powered "Squaris" WheelDocument6 pagesKid-Powered "Squaris" WheelzebrazeroNo ratings yet
- Parker Cylinder Accessory SelectionDocument2 pagesParker Cylinder Accessory SelectionAyman AlhalfawyNo ratings yet
- Digitilt Horizontal Probe Manual 2006Document17 pagesDigitilt Horizontal Probe Manual 2006Mahesh JalluNo ratings yet
- 01 Surface Spooled (Stack-Up) WellheadsDocument111 pages01 Surface Spooled (Stack-Up) WellheadsYoucef LiasNo ratings yet
- KYB 06-09 Dell Taco Kit InstallDocument4 pagesKYB 06-09 Dell Taco Kit Installwernerkai120% (1)
- Chillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentDocument18 pagesChillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentsyhnhpc7qmNo ratings yet
- Model 11 Model 11: Mustee MusteeDocument4 pagesModel 11 Model 11: Mustee MusteeCarliko FafernerNo ratings yet
- Suzuki 4x4 Rock LobsterDocument9 pagesSuzuki 4x4 Rock LobsterDavid BainNo ratings yet
- RC Airplane Engine PlansDocument8 pagesRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- Explain Briefly How Propeller Fit On PropellerDocument21 pagesExplain Briefly How Propeller Fit On PropellerEnzo Ruiz100% (1)
- Interference Fit Hubs InstallationDocument6 pagesInterference Fit Hubs InstallationGoran PetrovicNo ratings yet
- Trailer Buddy VaultDocument10 pagesTrailer Buddy VaultjeffNo ratings yet
- KF Check IOM Series35ShaftStyleDocument3 pagesKF Check IOM Series35ShaftStyleMayur PatelNo ratings yet
- Sst-Eagle Freya Build NotesDocument3 pagesSst-Eagle Freya Build NotesdiamondtaiNo ratings yet
- Piston 2Document5 pagesPiston 2pratham chettimadaNo ratings yet
- Crusher Training 2ADocument60 pagesCrusher Training 2AVladimir Sepulveda100% (1)
- Iom DSM100-36Document27 pagesIom DSM100-36rogueatdoorNo ratings yet
- DIY Building The 5.85m Downart 5 8r BuildDocument10 pagesDIY Building The 5.85m Downart 5 8r Builddemo1967100% (1)
- Moxon Vise Instructions-BC0317Document12 pagesMoxon Vise Instructions-BC0317Cameron RiosNo ratings yet
- NAS1921 Blind RivetDocument20 pagesNAS1921 Blind Rivetacparaujo100% (1)
- Parker MA Series PDFDocument17 pagesParker MA Series PDFhaggNo ratings yet
- Project: L45-SAM (Shell Assembly Manual)Document125 pagesProject: L45-SAM (Shell Assembly Manual)Yuri RomanovNo ratings yet
- Duo Check Valve MaintenanceDocument2 pagesDuo Check Valve Maintenanceddoyle1351100% (1)
- BBC HeadsDocument4 pagesBBC HeadsJerson T. AltovarNo ratings yet
- SIHI Thermal Fluid Circulating PumpDocument11 pagesSIHI Thermal Fluid Circulating Pumpwilmer fernando lopez galeanoNo ratings yet
- 3 in 1 MachineDocument5 pages3 in 1 Machinemarandan85100% (1)
- Mitsubishi Fuso Liner KitDocument45 pagesMitsubishi Fuso Liner Kitchristopher Huaman SanchezNo ratings yet
- Maintenance of Raw Coal Feeder & Coal MillsDocument3 pagesMaintenance of Raw Coal Feeder & Coal Millsron1234567890No ratings yet
- The Norton CarburetorDocument3 pagesThe Norton Carburetorbill_wattNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Fleet Management: Warren B. Powell and Huseyin TopalogluDocument32 pagesFleet Management: Warren B. Powell and Huseyin TopalogluBry MyNo ratings yet
- AirScale RNC Product DescriptionDocument46 pagesAirScale RNC Product Descriptionsamir YOUSIF100% (1)
- PIWorld 2019 Beginning Administration and Management of The PI System - FinalDocument80 pagesPIWorld 2019 Beginning Administration and Management of The PI System - FinalRommel RiosNo ratings yet
- Pile Head Stress CalculationsDocument2 pagesPile Head Stress Calculationssivapathamuthu100% (1)
- Data Structures Question BankDocument32 pagesData Structures Question BankMuhammad Anas RashidNo ratings yet
- Linear/Multiple Regression: Application & Sample Problems Coefficient of DeterminationDocument17 pagesLinear/Multiple Regression: Application & Sample Problems Coefficient of Determinationanderson100% (1)
- Introduction To Algorithms: Chapter 3: Growth of FunctionsDocument29 pagesIntroduction To Algorithms: Chapter 3: Growth of FunctionsAyoade Akintayo MichaelNo ratings yet
- Tyco Radar Detection For Enhanced Perimeter Security: Data SheetDocument4 pagesTyco Radar Detection For Enhanced Perimeter Security: Data SheetfroyjoseNo ratings yet
- Updating The QR Factorization and The Least Squares Problem (2008)Document73 pagesUpdating The QR Factorization and The Least Squares Problem (2008)Eran MaromNo ratings yet
- B. Tech. 1 Year (Civil) Solid Mechanics (CEN-102) Tutorial Sheet 4: Torsion, Shear Force and Bending MomentDocument4 pagesB. Tech. 1 Year (Civil) Solid Mechanics (CEN-102) Tutorial Sheet 4: Torsion, Shear Force and Bending MomentKumar ShivamNo ratings yet
- USM-Biometric Administration Portal-ENGDocument76 pagesUSM-Biometric Administration Portal-ENGCosmin AnghelNo ratings yet
- Public-Key Cryptography: Data and Network Security 1Document15 pagesPublic-Key Cryptography: Data and Network Security 1asadNo ratings yet
- TE-6300 Series Temperature Sensors: DescriptionDocument4 pagesTE-6300 Series Temperature Sensors: DescriptionÖzgürNo ratings yet
- Auto PilotDocument16 pagesAuto PilotJohn Ericsson RobariosNo ratings yet
- Arghya Kundu (Profile)Document4 pagesArghya Kundu (Profile)akundu2000No ratings yet
- 1300 Burj Dubai Life Safety and Crisis Response Planning EnhancementsDocument9 pages1300 Burj Dubai Life Safety and Crisis Response Planning EnhancementsNugraha Eka SaputraNo ratings yet
- Managing Revenue Budgets: Oracle ERP Cloud Release 13 - Update 18ADocument9 pagesManaging Revenue Budgets: Oracle ERP Cloud Release 13 - Update 18AadnanakdrNo ratings yet
- LDS - Materi Online Training Communication, Negotiation ODP (Batch 236) 2021 - 02!10!11 - PESERTADocument117 pagesLDS - Materi Online Training Communication, Negotiation ODP (Batch 236) 2021 - 02!10!11 - PESERTAArie HapsoroNo ratings yet
- Electrical Measurements, Types of Electrical Instruments & Different Types of Voltmeter and AmeterDocument9 pagesElectrical Measurements, Types of Electrical Instruments & Different Types of Voltmeter and AmeterIzhar Jiskani50% (2)
- P4S1 - TopographyDocument26 pagesP4S1 - TopographyDoniNo ratings yet
- VTU Exam Question Paper With Solution of 18CS63 Web Technology and Its Applications Aug-2022-Dr. Sudhakar K N & Dr. Ganesh D RDocument36 pagesVTU Exam Question Paper With Solution of 18CS63 Web Technology and Its Applications Aug-2022-Dr. Sudhakar K N & Dr. Ganesh D RSatwik NmNo ratings yet
- Duct Liner (AFICO)Document4 pagesDuct Liner (AFICO)hshoooma65No ratings yet
- Darcet 2023 Vision Transformers Need RegistersDocument16 pagesDarcet 2023 Vision Transformers Need Registerscuong.huy.ptr.3No ratings yet
- Mos RamDocument15 pagesMos RamDr. MNV KiranbabuNo ratings yet
- Sample Exam Question PaperDocument7 pagesSample Exam Question PaperJohn CenaNo ratings yet
- Catalog Hartland RelayDocument16 pagesCatalog Hartland RelayEslam SalamonyNo ratings yet
- Sanitary Clean Steam SeperatorDocument2 pagesSanitary Clean Steam SeperatorShahid AhmedNo ratings yet
- Dr. Ruth K.M.Pfau, Civil Hospital Karachi &shaheed Mohtarma Benazir BhuttoDocument6 pagesDr. Ruth K.M.Pfau, Civil Hospital Karachi &shaheed Mohtarma Benazir BhuttoSarmad HussainNo ratings yet
- Pagdagdagan Chapter 15-16Document22 pagesPagdagdagan Chapter 15-16Reinzo Gallego100% (1)