You might also like
- CMMDocument34 pagesCMMShanti Lal MeenaNo ratings yet
- Assembler TPFDocument178 pagesAssembler TPFHaribabu M100% (1)
- Global Brochure PDFDocument16 pagesGlobal Brochure PDFElsa VelazquezNo ratings yet
- Co-Ordinate Measuring Machines & It's Applications: Introduction ToDocument65 pagesCo-Ordinate Measuring Machines & It's Applications: Introduction Toshiva dNo ratings yet
- Introducing Bluetooth LE Audio BookDocument315 pagesIntroducing Bluetooth LE Audio BookFrancis Justin MarzoNo ratings yet
- Step by Step Renishaw Retrofit PDFDocument4 pagesStep by Step Renishaw Retrofit PDFRizki AdhaNo ratings yet
- Proposal Ready Content NetApp FAS Systems Technical Overview - MAY11 - UKDocument8 pagesProposal Ready Content NetApp FAS Systems Technical Overview - MAY11 - UKMohd Rosman Abd RahmanNo ratings yet
- Functional Module Based Generic Datasource Part IDocument9 pagesFunctional Module Based Generic Datasource Part IKuldeep JainNo ratings yet
- CMMDocument26 pagesCMMSanjeev kumar Verma100% (1)
- Istoria CMM (In Engleza) PDFDocument20 pagesIstoria CMM (In Engleza) PDF26110100% (1)
- Low Power Autonomous Controller Fcn-Rtu: Network-Based Control SystemDocument4 pagesLow Power Autonomous Controller Fcn-Rtu: Network-Based Control SystemosmondmanurungNo ratings yet
- 000-374 IBM WebSphere MQ V7.0 System Administration Exam DumpDocument28 pages000-374 IBM WebSphere MQ V7.0 System Administration Exam DumpSaptadip Sarkar0% (1)
- Nishi Sharma: AWS Cloud EngineerDocument7 pagesNishi Sharma: AWS Cloud EngineerKritika ShuklaNo ratings yet
- PH20 BrochureDocument4 pagesPH20 BrochureCam-ToolsNo ratings yet
- 5-Axis Measurement TechnologyDocument1 page5-Axis Measurement TechnologyDanu MamlukatNo ratings yet
- Ch15-Inspection in FMSDocument25 pagesCh15-Inspection in FMSyogesh jadhavNo ratings yet
- Pocket Guide To Probing Solutions For CNC Machine ToolsDocument40 pagesPocket Guide To Probing Solutions For CNC Machine Toolsgheorghemocanet100% (1)
- Hexagon MI 7107 SF Brochure A4 ENDocument6 pagesHexagon MI 7107 SF Brochure A4 ENAna Gabriela OjedaNo ratings yet
- PH20 Motorised Probe Head: Key Features InnovationsDocument2 pagesPH20 Motorised Probe Head: Key Features InnovationsHassan HabibNo ratings yet
- Portable Laser Measurement and Calibration: Machine Tools and CMMDocument14 pagesPortable Laser Measurement and Calibration: Machine Tools and CMMskidamdnevnoNo ratings yet
- V4i DatasheetDocument2 pagesV4i DatasheetRyanK7686No ratings yet
- Hexagon MI MICRA Brochure 6PP ENDocument6 pagesHexagon MI MICRA Brochure 6PP ENHassan HabibNo ratings yet
- Experiment 3 Contracer - Contour Measureing Machine: Mechatronic Engineering Advanced ProgramDocument10 pagesExperiment 3 Contracer - Contour Measureing Machine: Mechatronic Engineering Advanced ProgramCao KhảiNo ratings yet
- MH Hexagon NCGage Product Brochure enDocument8 pagesMH Hexagon NCGage Product Brochure enphungNo ratings yet
- Fuel Injector Brochure 2019 - FinalDocument8 pagesFuel Injector Brochure 2019 - FinalCarlos RamirezNo ratings yet
- Rohde Schwarz Teisnach CS enDocument4 pagesRohde Schwarz Teisnach CS enDương Tiến ĐạtNo ratings yet
- CMM Inspection FundamentalsDocument60 pagesCMM Inspection FundamentalsChandana DeepthiNo ratings yet
- BROC AutomatedMeasuringSolutions 992-083 en WEBDocument28 pagesBROC AutomatedMeasuringSolutions 992-083 en WEBLe LanNo ratings yet
- Calibration Service Provider Works Faster and Smarter To Create More RevenueDocument3 pagesCalibration Service Provider Works Faster and Smarter To Create More Revenuekamala nandulaNo ratings yet
- Coordinate Measuring Machine (Manual) : Fast、Cool、AccurateDocument4 pagesCoordinate Measuring Machine (Manual) : Fast、Cool、AccurateKailashNo ratings yet
- CalibrationDocument9 pagesCalibrationcooksandNo ratings yet
- Pre 11567 - Mcosmos 5 WebDocument26 pagesPre 11567 - Mcosmos 5 Webhector gonzalezNo ratings yet
- 182DataSheet MEASURE HiDocument2 pages182DataSheet MEASURE HiraduvascautiNo ratings yet
- Altera - ENDocument8 pagesAltera - ENDoanh NguyenNo ratings yet
- Absolute Arm Systems and Accessories: Product CatalogueDocument90 pagesAbsolute Arm Systems and Accessories: Product CatalogueFernando Moreira da silvaNo ratings yet
- Coordinate Measuring Machines - HexagonDocument6 pagesCoordinate Measuring Machines - HexagonAbdulaziz AlrawiNo ratings yet
- (b1264b950ce44583bab73d6b965f7616)Document72 pages(b1264b950ce44583bab73d6b965f7616)jgkothavadeNo ratings yet
- Organisation ProfileDocument18 pagesOrganisation ProfileAtul DwivediNo ratings yet
- Altera Scantek5 CMMDocument8 pagesAltera Scantek5 CMMJorge OliveiraNo ratings yet
- sp25m PDFDocument11 pagessp25m PDFhongoNo ratings yet
- Somatom Emotion 6Document3 pagesSomatom Emotion 6ansarhussain012No ratings yet
- Global S: The Coordinate Measuring Machine Pushing Productivity FurtherDocument20 pagesGlobal S: The Coordinate Measuring Machine Pushing Productivity FurtherRajiv GandhiNo ratings yet
- Leitz Reference Xe Brochure enDocument12 pagesLeitz Reference Xe Brochure entheflamebearerNo ratings yet
- AMBiOS - QscopeSeries - AFM-SPM PDFDocument8 pagesAMBiOS - QscopeSeries - AFM-SPM PDFdejavu77No ratings yet
- The Modular Compact Rheometer SeriesDocument20 pagesThe Modular Compact Rheometer SeriesSupriyo PNo ratings yet
- Tems Investigation 14.0 DatasheetDocument2 pagesTems Investigation 14.0 Datasheet4G_optimizerNo ratings yet
- Global S: The Coordinate Measuring Machine Pushing Productivity FurtherDocument14 pagesGlobal S: The Coordinate Measuring Machine Pushing Productivity FurtherGuest UserNo ratings yet
- Kruss Bro Product Overview 2022 enDocument105 pagesKruss Bro Product Overview 2022 enSanggari MogarajaNo ratings yet
- Powerinspect CNCDocument2 pagesPowerinspect CNCJosephRomeraloNo ratings yet
- EN 60 020 0166II ZEISS Bridge-type-CMMsDocument44 pagesEN 60 020 0166II ZEISS Bridge-type-CMMsRobin ChenNo ratings yet
- Model Contura G2 Manufactured by Carl Zeiss Same YearDocument4 pagesModel Contura G2 Manufactured by Carl Zeiss Same YearB VarunNo ratings yet
- ROMER Absolute Arm BrochureDocument12 pagesROMER Absolute Arm BrochureArvat AlexandruNo ratings yet
- H 1000 6050 03 A CMM Technology Guide enDocument28 pagesH 1000 6050 03 A CMM Technology Guide enHoàng Mạnh ĐứcNo ratings yet
- Physica MCR: The Modular Rheometer SeriesDocument16 pagesPhysica MCR: The Modular Rheometer SeriesSupriyo PNo ratings yet
- AP Instruments RheolabQCDocument6 pagesAP Instruments RheolabQCAndrés MárquezNo ratings yet
- Rotalign Ultra Brochure EnglishDocument12 pagesRotalign Ultra Brochure EnglishAndrews100% (1)
- AutoMET AFM Software-Datasheet-DS106Document2 pagesAutoMET AFM Software-Datasheet-DS106Fabien CazesNo ratings yet
- Leonova CatalogueDocument16 pagesLeonova CatalogueNila AkterNo ratings yet
- Final Qi ReportDocument11 pagesFinal Qi ReportDarshanRavalNo ratings yet
- Unit-8 CMM PVPSIT 2014: Coordinate Measuring Machines (CMM)Document7 pagesUnit-8 CMM PVPSIT 2014: Coordinate Measuring Machines (CMM)Sravanth KondetiNo ratings yet
- Cat Indusensor LVDT enDocument52 pagesCat Indusensor LVDT enAustin Lee100% (1)
- XSENSOR WhitePaper BestPracticesForSelectingPressureImagingSystems 012022Document15 pagesXSENSOR WhitePaper BestPracticesForSelectingPressureImagingSystems 012022czarownikivanovNo ratings yet
- QMSOFT Prospekt ENG 7Document16 pagesQMSOFT Prospekt ENG 7carlosNo ratings yet
- Geosense Brochure 2011 V1.2Document46 pagesGeosense Brochure 2011 V1.2jnfNo ratings yet
- UNIT-5 Advances in MetrologyDocument45 pagesUNIT-5 Advances in MetrologySURESH KUMAR APNo ratings yet
- Special Laser Tracker DocumentDocument2 pagesSpecial Laser Tracker DocumentJavierVeraNo ratings yet
- Researchpaper Modelling and Analysis of A Very Low Head Kaplan Turbine RunnerDocument9 pagesResearchpaper Modelling and Analysis of A Very Low Head Kaplan Turbine RunnerAyush yadavNo ratings yet
- Ek TYO2 Ankl ZFG2 NVDocument7 pagesEk TYO2 Ankl ZFG2 NVAyush yadavNo ratings yet
- y H27 WPGXG NAV7 TWDocument15 pagesy H27 WPGXG NAV7 TWAyush yadavNo ratings yet
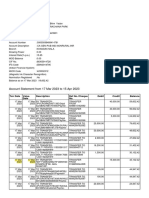
- Account Statement From 1 Nov 2022 To 15 Apr 2023: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument15 pagesAccount Statement From 1 Nov 2022 To 15 Apr 2023: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceAyush yadavNo ratings yet
- Lab 1Document12 pagesLab 1Ayush yadavNo ratings yet
- Lab 6Document8 pagesLab 6Ayush yadavNo ratings yet
- Lab 3Document14 pagesLab 3Ayush yadavNo ratings yet
- Lab 4Document5 pagesLab 4Ayush yadavNo ratings yet
- Oracle Solaris 11.3 Security and Hardening Guidelines: Part No: E54807Document84 pagesOracle Solaris 11.3 Security and Hardening Guidelines: Part No: E54807MomateNo ratings yet
- Number Based-Niven No 7th June21Document2 pagesNumber Based-Niven No 7th June21Shailendra SinghNo ratings yet
- Sonnox Manual PDFDocument22 pagesSonnox Manual PDFAlejandro NietoNo ratings yet
- Appinfo LogDocument44 pagesAppinfo LogRomo Domínguez Luis ManuelNo ratings yet
- Night Security LightDocument30 pagesNight Security LightCarol SoiNo ratings yet
- QStart Windows Software ManualDocument32 pagesQStart Windows Software ManualΜιχάλης ΛαχανάςNo ratings yet
- Create Bootable USB Flash Drive To Install Windows 10 - TutorialsDocument2 pagesCreate Bootable USB Flash Drive To Install Windows 10 - Tutorialsxi siNo ratings yet
- CensobrDocument9 pagesCensobrSergioNo ratings yet
- AOL Questions 11/17/2020: Subba Reddy SDocument41 pagesAOL Questions 11/17/2020: Subba Reddy SAnuNo ratings yet
- 09-STM32 Security WS TFM ExperienceDocument86 pages09-STM32 Security WS TFM ExperiencesolokingNo ratings yet
- Assignment 2 Front Sheet: Qualification BTEC Level 5 HND Diploma in ComputingDocument54 pagesAssignment 2 Front Sheet: Qualification BTEC Level 5 HND Diploma in ComputingĐỗ Hoài NamNo ratings yet
- CV ExampleDocument1 pageCV ExampleIgor SavchukNo ratings yet
- Computer Organisation NSL PDFDocument13 pagesComputer Organisation NSL PDFnihalNo ratings yet
- U-WAS 2000 UserManualDocument106 pagesU-WAS 2000 UserManualEstetNo ratings yet
- 01 Transmission & Access Network Opportunities and Solution 0507Document14 pages01 Transmission & Access Network Opportunities and Solution 0507Giuseppe ManciniNo ratings yet
- Intro To USB-6009 DAQDocument10 pagesIntro To USB-6009 DAQusep syaikal arifinNo ratings yet
- Digital Systems 002Document10 pagesDigital Systems 002David B MwathyNo ratings yet
- LicaDocument99 pagesLicaKhanNo ratings yet
- Buffer OverflowDocument22 pagesBuffer OverflowKövecs IldikóNo ratings yet
- Week 19Document10 pagesWeek 19Ma RkNo ratings yet
- AWS Storage OverviewDocument22 pagesAWS Storage OverviewGustavo Adolfo Gamboa CruzNo ratings yet
- Building The MPP Beach (Rev-E)Document19 pagesBuilding The MPP Beach (Rev-E)Mhuhammad KhanNo ratings yet
- Assignment Report: Simple Operating SystemDocument24 pagesAssignment Report: Simple Operating SystemNguyen Trong Tin50% (2)