You might also like
- Garrison Rod BinderDocument1 pageGarrison Rod BinderFernando ChaparroNo ratings yet
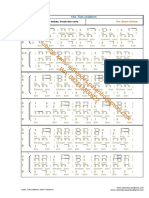
- No One Is PDFDocument1 pageNo One Is PDFGUITAR TABLATURENo ratings yet
- Data SheetDocument1 pageData Sheetapi-285691171No ratings yet
- Probability 2Document4 pagesProbability 2api-360843634No ratings yet
- Batang Toru, South Tapanuli Regency, North Sumatra, IndonesiaDocument3 pagesBatang Toru, South Tapanuli Regency, North Sumatra, IndonesiaFerianAdriansyahNo ratings yet
- Sofa Table Sofa Table Sofa Table: Overall Dimensions: Overall Dimensions: Overall DimensionsDocument2 pagesSofa Table Sofa Table Sofa Table: Overall Dimensions: Overall Dimensions: Overall DimensionsFrancois VaaltynNo ratings yet
- Review Units 1-3: Listen and Number. Then WriteDocument3 pagesReview Units 1-3: Listen and Number. Then WriteRuozhou WangNo ratings yet
- Yellow and White Modern Creative Classroom NewsletterDocument21 pagesYellow and White Modern Creative Classroom NewsletterBright MariyaNo ratings yet
- Cost Sheet Round Neck Tshirt Items Rate Consumption Total Cost FabricDocument5 pagesCost Sheet Round Neck Tshirt Items Rate Consumption Total Cost Fabricaaaaaaeeeee100% (1)
- Intro To Upper Level PresentationDocument30 pagesIntro To Upper Level Presentationapi-542345721No ratings yet
- VII Topic 5 Moles Practice Test 2022-23Document16 pagesVII Topic 5 Moles Practice Test 2022-23mNo ratings yet
- Jinny Beyer - Amber-Waves-TR-Pattern-032019-wDocument6 pagesJinny Beyer - Amber-Waves-TR-Pattern-032019-wSARANo ratings yet
- Gas Furnace Brand ReliabilityDocument3 pagesGas Furnace Brand ReliabilitybdkeilNo ratings yet
- The Fat Beeman ! No-Drown Hive-Topfeeder!Document19 pagesThe Fat Beeman ! No-Drown Hive-Topfeeder!engrezgarNo ratings yet
- Senior Results: Junior Results Sophmore ResultsDocument3 pagesSenior Results: Junior Results Sophmore Resultssbnowak2560No ratings yet
- Jeffrey Epstein Flight Logs Other Flight DataDocument4 pagesJeffrey Epstein Flight Logs Other Flight DataGods WrathNo ratings yet
- Matrix Normalized Principal EigenvectorDocument2 pagesMatrix Normalized Principal EigenvectorOfosu AnimNo ratings yet
- Bobbie Price - Summative Assesment Scoring Guide - Texbys e Hinton-ChapterassignmentgradingrubricDocument2 pagesBobbie Price - Summative Assesment Scoring Guide - Texbys e Hinton-Chapterassignmentgradingrubricapi-333026396No ratings yet
- Envelope Formats, Sizes & EnclosuresDocument2 pagesEnvelope Formats, Sizes & EnclosuresYaho HosNo ratings yet
- Pelan Allamanda 2023Document1 pagePelan Allamanda 2023MUHAMMAD ZULFIKRI BIN IBRAHIM KPM-GuruNo ratings yet
- Tole EndehonDocument4 pagesTole EndehonHENDRA MARBUNNo ratings yet
- Waves PDFDocument12 pagesWaves PDFThomaz LeandroNo ratings yet
- 我心屬你 敬拜和弦譜Document2 pages我心屬你 敬拜和弦譜jamescofeNo ratings yet
- Detailed Lesson Plan in MathematIcsDocument6 pagesDetailed Lesson Plan in MathematIcsGARCIA EmilyNo ratings yet
- wb308 Pergola PDFDocument4 pageswb308 Pergola PDFtbpageNo ratings yet
- Mathematics Module 33 Visualizing Addition or Subtraction of Similar Fractions RevisedDocument17 pagesMathematics Module 33 Visualizing Addition or Subtraction of Similar Fractions RevisedCharlene Mhae100% (2)
- Short Long A4 5 2 1Document2 pagesShort Long A4 5 2 1JC SCNo ratings yet
- Candidate Marks Report: Om Singh ShekhawatDocument24 pagesCandidate Marks Report: Om Singh ShekhawatADITYA SINGHNo ratings yet
- Folding GuidelinesDocument2 pagesFolding GuidelinesHedri Rospa100% (1)
- Cargo Bag, Ordering Guide: Skus 1 Kit Ydg Bolts 5 Kits Bolts 10 Kits Bolts 15 Kits Bolts 25 Kits Bolts 50 Kits BoltsDocument1 pageCargo Bag, Ordering Guide: Skus 1 Kit Ydg Bolts 5 Kits Bolts 10 Kits Bolts 15 Kits Bolts 25 Kits Bolts 50 Kits BoltsStevenNo ratings yet
- Resource Eoy JPGDocument2 pagesResource Eoy JPGapi-233207840No ratings yet
- Toaz - Info 164 Tole Endehon PR (1) Unlocked RepairedDocument3 pagesToaz - Info 164 Tole Endehon PR (1) Unlocked RepairedPriko SiregarNo ratings yet
- Quant Formulas 2017Document60 pagesQuant Formulas 2017Pallabh BhuraNo ratings yet
- Quizizz: Matematik Tahun 4 - Tambah Dan Tolak PecahanDocument24 pagesQuizizz: Matematik Tahun 4 - Tambah Dan Tolak PecahanVapers GombakNo ratings yet
- Folded PlatesDocument1 pageFolded PlatesSama KhalidNo ratings yet
- Just Kisses: VignetoDocument15 pagesJust Kisses: VignetoPetya Kirilova ManevaNo ratings yet
- Pipe FittingsDocument7 pagesPipe FittingsDeepak ShrivastavNo ratings yet
- Pu1 Ut U2eDocument1 pagePu1 Ut U2eQin JoeyNo ratings yet
- Basic Crewneck Half Sleeve TeeDocument1 pageBasic Crewneck Half Sleeve Teeruchi mishraNo ratings yet
- Book MunsellColorChartDocument18 pagesBook MunsellColorChartJulianno Huaman0% (1)
- Gateway Plus 3 Unit 1 Test Answer KeyDocument1 pageGateway Plus 3 Unit 1 Test Answer KeyMagdalena BorszowskaNo ratings yet
- Grade Six Classroom Strategies Blackline MastersDocument32 pagesGrade Six Classroom Strategies Blackline MastersNeha SinghNo ratings yet
- Baron - Brooklyn FitDocument1 pageBaron - Brooklyn Fitnishkarsh mauryaNo ratings yet
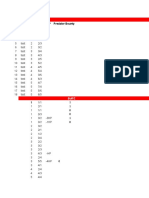
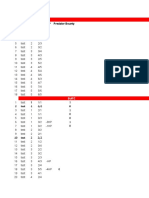
- # Name Stats Cost HP Predator Bounty: Vanilla Baby - F CreaturesDocument8 pages# Name Stats Cost HP Predator Bounty: Vanilla Baby - F CreaturesLanaNo ratings yet
- Quarter 1 Module 14 - Multiplication and Division of Fractions - November 20 and 21, 2020Document4 pagesQuarter 1 Module 14 - Multiplication and Division of Fractions - November 20 and 21, 2020MJ FabNo ratings yet
- Fabric Requirements (In Yards)Document30 pagesFabric Requirements (In Yards)Lianna DuarteNo ratings yet
- Screenshot 2023-12-19 at 4.09.37 PMDocument1 pageScreenshot 2023-12-19 at 4.09.37 PMsk1internationalsk1No ratings yet
- # Name Stats Cost HP Predator Bounty: Vanilla Baby - F CreaturesDocument8 pages# Name Stats Cost HP Predator Bounty: Vanilla Baby - F CreaturesLanaNo ratings yet
- FoldsDocument7 pagesFoldsJames IgayNo ratings yet
- Tole Endehon: G Do 2/4 Irama Embas, Lincah Dan CeriaDocument3 pagesTole Endehon: G Do 2/4 Irama Embas, Lincah Dan CeriaHyun seoNo ratings yet
- What Is The Difference Between Lateral Tee and True WyeDocument11 pagesWhat Is The Difference Between Lateral Tee and True WyeYaneYangNo ratings yet
- Deck DatabaseDocument8 pagesDeck DatabaseLanaNo ratings yet
- 104 2688 HUNTER HENLEY (SUM) FinalFactSpec 24.august.15Document10 pages104 2688 HUNTER HENLEY (SUM) FinalFactSpec 24.august.15Rocio Terrel AvilaNo ratings yet
- Drafting Plan For WeavingDocument12 pagesDrafting Plan For WeavingCall back 4No ratings yet
- Toppers Copy RasDocument34 pagesToppers Copy RasSahil BangarwaNo ratings yet
- Candidate Marks Report: Om Singh ShekhawatDocument34 pagesCandidate Marks Report: Om Singh ShekhawatADITYA SINGHNo ratings yet
- Mspec From Hol 06 062706Document1 pageMspec From Hol 06 062706api-3832726No ratings yet
- Borang Transit Sains T2Document6 pagesBorang Transit Sains T2NITTIE HASNIDAR BINTI MD JASIN MoeNo ratings yet
- Experiment 1Document7 pagesExperiment 1ShahreyaarNo ratings yet
- Kim Schaefer's Wool Appliqué Calendar Quilts: 12 Months of Fast, Fun & Fusible ProjectsFrom EverandKim Schaefer's Wool Appliqué Calendar Quilts: 12 Months of Fast, Fun & Fusible ProjectsNo ratings yet
- Stack Painting SpecsDocument1 pageStack Painting SpecsAmer Y KNo ratings yet
- U of S CHEM 255 - Bio-Organic Chemistry Reaction TableDocument13 pagesU of S CHEM 255 - Bio-Organic Chemistry Reaction TableRo]x[as100% (1)
- Classification by Numeric Range E NumbersDocument24 pagesClassification by Numeric Range E NumbersrohitindiaNo ratings yet
- As 2310 Glassary of Paint & Painting TermsDocument41 pagesAs 2310 Glassary of Paint & Painting TermsApinya SiwawatthanawongNo ratings yet
- I II III IV V: Description Examples ScheduleDocument1 pageI II III IV V: Description Examples ScheduleAndre PrayogoNo ratings yet
- 18 Safety PDFDocument30 pages18 Safety PDFNugroho Nughie AdityoNo ratings yet
- Waxes in DentistryDocument3 pagesWaxes in Dentistryloulwa76No ratings yet
- Organic ChemDocument52 pagesOrganic ChemMalak SamehNo ratings yet
- Fiber Reinforced Composites A Review 2169 0022 1000341 PDFDocument6 pagesFiber Reinforced Composites A Review 2169 0022 1000341 PDFAbd BaghadNo ratings yet
- Microthene F For SMC BMC 9485Document6 pagesMicrothene F For SMC BMC 9485Frank HardyNo ratings yet
- Schon Product List PDF 1Document14 pagesSchon Product List PDF 1vishal vishalNo ratings yet
- Filament WindingDocument21 pagesFilament WindingRavendran KrishnanNo ratings yet
- Tela Aero FluitexDocument4 pagesTela Aero FluitexGilberto PérezNo ratings yet
- Polyvinyl Chloride: Prepared By: Supervisor byDocument18 pagesPolyvinyl Chloride: Prepared By: Supervisor byDilgash BahriNo ratings yet
- Elastomer Properties: (HTTPS:// TKNDocument2 pagesElastomer Properties: (HTTPS:// TKNLuis David Concha CastilloNo ratings yet
- Exterior Paints: Weathercoat Long Life 10Document10 pagesExterior Paints: Weathercoat Long Life 10Reva DeshmukhNo ratings yet
- Presentation: Nma/MmtDocument20 pagesPresentation: Nma/MmtMalik Zaryab babarNo ratings yet
- 284-fms Siegling-Belting Paper Print enDocument4 pages284-fms Siegling-Belting Paper Print enSebastian QuintanaNo ratings yet
- Overview of Jute SpinningDocument10 pagesOverview of Jute SpinningTuan Nguyen MinhNo ratings yet
- May June Tcm4-7363Document56 pagesMay June Tcm4-7363FARANo ratings yet
- Overview of Plastic Waste Management: Central Pollution Control Board, Parivesh Bhawan, East Arjun Nagar, Delhi-110032Document29 pagesOverview of Plastic Waste Management: Central Pollution Control Board, Parivesh Bhawan, East Arjun Nagar, Delhi-110032Avik PattanayakNo ratings yet
- Catalog ROMUS 2012 - Bariere de PrafDocument20 pagesCatalog ROMUS 2012 - Bariere de PrafDan George IIINo ratings yet
- Elements Obturation Powerpoint FinalDocument54 pagesElements Obturation Powerpoint FinalrmhvnazNo ratings yet
- Hemostasis: Vasoconstriction Platelet Plug Formation Coagulation Cascade FibrinolysisDocument17 pagesHemostasis: Vasoconstriction Platelet Plug Formation Coagulation Cascade FibrinolysisRawat GamingNo ratings yet
- Understanding Boat Design 101 PDFDocument1 pageUnderstanding Boat Design 101 PDFŁukasz ZygielNo ratings yet
- Raw Material Stores - PresentationDocument11 pagesRaw Material Stores - PresentationAkhtar aliNo ratings yet
- Propylene ProductionDocument1 pagePropylene ProductionWade ColemanNo ratings yet
- Transdermal Drug Delivery System A RevieDocument12 pagesTransdermal Drug Delivery System A RevieMrunali Porete CSE-11No ratings yet
- Diels Alder LabDocument8 pagesDiels Alder Labfatevilcow0% (1)
- Solbin A Tds 3.2014rsDocument2 pagesSolbin A Tds 3.2014rsGarvit GuptaNo ratings yet