Professional Documents
Culture Documents
SGI-PRO-LUB-001-008-PLP Rubicacion de Tuberia de ACI - Aceite Eje 5 Rev. 02-23.03.23
SGI-PRO-LUB-001-008-PLP Rubicacion de Tuberia de ACI - Aceite Eje 5 Rev. 02-23.03.23
Uploaded by
saitalarcon173Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
SGI-PRO-LUB-001-008-PLP Rubicacion de Tuberia de ACI - Aceite Eje 5 Rev. 02-23.03.23
SGI-PRO-LUB-001-008-PLP Rubicacion de Tuberia de ACI - Aceite Eje 5 Rev. 02-23.03.23
Uploaded by
saitalarcon173Copyright:
Available Formats
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 1 de 14
PROCEDIMIENTO DE REUBICACION DE
LINEA DE TUBERIAS ACI Y
ACEITE DEL EJE 5
ELABORADO POR: REVISADO POR: REVISADO POR: REVISADO POR: APROBADO POR:
Ing. Luis Murillo Ing. Franciss Merino Ing. Silvia Castro Ing. Alfredo
NOMBRE Ing. Julio Cabrera
Colquicocha Elías Saavedra Woodman Gorbitz
CARGO Supervisor SCI Jefe QA/QC Jefe SSOMA Residente de Obra Gerente General
ACEROS Y ACEROS Y ACEROS Y ACEROS Y ACEROS Y
EMPRESA
CONCRETOS CONCRETOS CONCRETOS CONCRETOS CONCRETOS
FECHA 23/03/2023 23/12/2022 23/12/2022 23/12/2022 23/12/2022
FIRMA
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 2 de 14
CONTENIDO
p1. OBJETIVOS ........................................................................................................................................................... 3
2. ALCANCE .............................................................................................................................................................. 3
3. REFERENCIAS ..................................................................................................................................................... 3
4. DEFINICIONES Y ABREVIATURAS ..................................................................................................................... 3
5. RESPONSABILIDADES ........................................................................................................................................ 4
5.1. Gerente de Obra ........................................................................................................................................... 4
5.2. Ingeniero Residente ...................................................................................................................................... 4
5.3. Residente EE.MM. ........................................................................................................................................ 5
5.4. Jefe QA/QC ................................................................................................................................................... 5
5.5. Jefe SSOMA ................................................................................................................................................. 5
5.6. Supervisor SSOMA ....................................................................................................................................... 5
5.7. Trabajadores ................................................................................................................................................. 6
6. EJECUCION .......................................................................................................................................................... 6
6.1. Consideraciones técnicas ............................................................................................................................. 6
6.2. Secuencia del Trabajo .................................................................................................................................. 6
6.3. Modo de Aceptación ..................................................................................................................................... 9
6.4. Equipos de protección personal y colectiva .................................................................................................. 9
6.5. Equipos / Herramientas / Materiales ........................................................................................................... 10
6.6. Control Operacional de seguridad, salud y medio ambiente ....................................................................... 11
7. FORMATOS......................................................................................................................................................... 13
8. DOCUMENTOS DE REFERENCIA ..................................................................................................................... 13
9. CONTROL DE CAMBIOS .................................................................................................................................... 13
10. ANEXOS.......................................................................................................................................................... 14
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 3 de 14
1. OBJETIVOS
Establecer los procedimientos para ejecutar la Reubicación de tuberías: SCH-10 (3”) de aceite y SCH-40 (4”) para
el sistema de agua contra incendio (ACI), asegurando el cumplimiento de los requisitos de calidad, salud y
seguridad aplicables al presente proyecto “Ingeniería y Construcción del Techo del Almacén Nº 01” Planta
Lubricantes-Callao.
2. ALCANCE
Aplicable a todas las actividades de Reubicación de tuberías: SCH-10 (3”) de aceite y SCH-40 (4”) para el sistema
de agua contra incendio (ACI) del eje 5 tramo comprendido del eje A al eje C’ del presente proyecto “Ingeniería y
Construcción del Techo del Almacén Nº 01” Planta Lubricantes-Callao.
3. REFERENCIAS
Código Nacional de Electricidad Tomo V. Sistema Utilización.
Norma Técnica Peruana - NTP 370.304-2012.
Reglamento Nacional de Edificaciones.
Planos de ingeniería del sistema de II. EE. del proyecto en general.
Memoria descriptiva de II. EE. del proyecto.
Especificaciones técnicas de II. EE. del proyecto.
Ley N° 29783, Ley de Seguridad y Salud en el Trabajo.
D.S. N° 005-2012-TR, Reglamento de la Ley de Seguridad y Salud en el Trabajo.
G.050, Reglamento Nacional de Edificaciones. Seguridad durante la Construcción.
D.S. N° 011-2019 Decreto Supremo que aprueba el Reglamento de Seguridad y Salud en el Trabajo
para el Sector Construcción.
NTP-ISO 13943:2014 Norma técnica Peruana de seguridad contra incendios- vocabulario
NFPA 13 Estándar para instalación de sistemas de rociadores
NFPA 14 Estándar para la instalación de montantes y accesorios para mangueras
NFPA 25 Inspección prueba y mantenimiento de sistemas de protección contra incendios a base de
agua
ANSI / ASME B 1.20.1 Dimensiones básicas para el estándar americano de conexiones (NPT).
ANSI / AWWA C-606-04 Tabla 05 Especificaciones para ranuras en tuberías.
4. DEFINICIONES Y ABREVIATURAS
AyC
Aceros y Concretos SAC, empresa encargada de ejecutar la reubicación de las tuberías de ACI y aceite.
PETAR
Permiso Escrito de Trabajo de Alto Riesgo. Documento donde se autoriza a ejecutar labores consideradas de alto
riesgo. Desde el inicio hasta el final de la labor debe estar visible y posteriormente entregado al área SSOMA.
Análisis de Trabajo Seguro (ATS)
Herramienta de gestión de Seguridad y Salud en el Trabajo para identificar peligros y evaluar los riesgos que puedan
generar lesiones a los trabajadores en cada una de su actividad y determinar los controles. Da viabilidad a trabajos
siempre y cuando cuente con las firmas de los supervisores al mando.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 4 de 14
Línea de Tubería:
Es todo tramo de tubo con accesorios como codos, bridas, empalmes y uniones del Sistema ACI o de ACETE esta
es de acero SCHD 10, SCHD-40, ASTM A-53 Grado B.
Montante de tubería:
Tuberías principales, las cuales salen de la válvula principal y se distribuyen a los ramales de alimentación, pueden
ser verticales u horizontales.
Montante de tijeral:
La montante de un tijeral de una EEMM, es el elemento vertical un perfil metálico, en este caso un ángulo de acero
ASTM A36. En esta montante se fijará la Soportería de la línea de tubería.
Soportería de tubería
Estructura metálica que sirve de soporte de la tubería, fabricada en forma de escuadra de perfiles angulares lamiados
de acero ASTM A36 de 3/16 y de 1/4 de espesor.
Ramales
Tuberías secundarias, las cuales alimentan a las acometidas tanto para rociadores y gabinetes, salen de los
montantes.
CONEXIONES:
Son aquellas que se utilizan para la unión de tuberías, y componentes del sistema, para el proyecto son del tipo
roscado, ranurado o soldado.
Toda rosca a realizar en las tuberías y de los accesorios sigue el estándar ASME B 1.20.1, todo accesorio menor a
2” debe ser del tipo roscado.
Para las uniones por ranura, todos los componentes deben se fabricados según ASTM A536 tipo SCH-40.
Para las uniones soldadas tuberías SC-10 o similares biselado con amoladora según AWS.
RANURADORA RIDGID 918
Es una máquina ranuradora a rodillos N° 918-I de RIDGID que labra ranuras en tubería de acero, acero inoxidable,
aluminio, PVC y cobre. Las ranuras las forma un rodillo ranurador que se introduce hidráulicamente dentro del tubo,
que a su vez sujeto por un por un rodillo de accionamiento.
INSPECCIÓN
Revisión visual que se ejecuta a todo el proceso de la habilitación de la tubería para comprobar que las características
establecidas corresponden con los requerimientos técnicos de nivelación, alineamiento, verticalidad y acabados.
5. RESPONSABILIDADES
5.1. Gerente de Obra
Coordinar y supervisar la adecuada ejecución de los trabajos y del cumplimiento de los procedimientos
escritos de trabajo de seguridad, calidad y forma conjunta con los ingenieros de la empresa
especializada y la supervisión del cliente.
Brindar los recursos necesarios para la correcta ejecución del presente procedimiento.
5.2. Ingeniero Residente
Planificar las actividades señaladas en el presente procedimiento y hacerlas cumplir.
Coordinar con el cliente la Aplicación del procedimiento.
Difusión del presente procedimiento.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 5 de 14
5.3. Residente EE.MM.
Liderar, organizar, coordinar y supervisar la adecuada implementación del presente procedimiento.
Coordinar con el ingeniero de Calidad la difusión del Presente procedimiento a los trabajadores y
hacerlo cumplir con todo el personal a su cargo durante el tiempo que se desarrollen las actividades
de este trabajo.
Instruir al personal sobre el procedimiento a ejecutar.
Verificar que todo el personal a su cargo tenga conocimiento de este procedimiento, además se
encargará de difundirlo
Realizará la capacitación correspondiente a todo el personal involucrado en el trabajo para la correcta
aplicación de las políticas y estándares de prevención de riesgos y gestión ambiental.
Proveer los recursos necesarios para asegurar la correcta ejecución del trabajo.
Coordinar la programación de los trabajos a realizar y adquirir las autorizaciones para su realización.
Comunicar oportunamente al Cliente a través de sus representantes el inicio de las operaciones
correspondientes, así como de las restricciones y riesgos que amenacen las metas y objetivos de las
labores.
Verificar que se haya elaborado el ATS y demás permisos de todo el proceso de la actividad.
Verificar el cumplimiento de este procedimiento por parte del personal, cuyo incumplimiento será
considerado como falta grave, por lo cual procederá a aplicar una sanción disciplinaria.
Realizará el seguimiento para que su personal cumpla con los estándares de seguridad y medio
ambiente, evitando cualquier condición y/o acto subestándar.
Reportar de forma inmediata todos los incidentes y accidentes que se puedan presentar en la obra,
para su acción inmediata e investigación.
Firmar los protocolos de liberación con el área de calidad y supervisión.
5.4. Jefe QA/QC
Asegurar que el presente procedimiento se aplique en todas las etapas de la obra, además de cumplir
las especificaciones del proyecto.
Registrar y verificar que se llenen los registros aplicables en forma adecuada.
Verificar el certificado de calibración del equipo topográfico.
Monitorear la aplicación del presente procedimiento.
Instruir al personal en calidad, sobre el procedimiento a ejecutar.
5.5. Jefe SSOMA
Supervisar que los trabajos se realicen en estricto cumplimiento con el presente procedimiento.
Complementar la Instrucción al personal sobre el procedimiento a ejecutar en la parte de SSOMA.
Asesor al líder del grupo en temas de prevención de accidentes a ocurrir en el punto de trabajo.
Registrar y verificar que se llenen los registros aplicables en forma adecuada.
Realizar el seguimiento al cumplimiento del sistema de gestión SST.
Realizar las inspecciones antes, durante y al finalizar la jornada de trabajo.
5.6. Supervisor SSOMA
• Responsable de verificar que los trabajadores cumplan con el presente procedimiento.
• Refrendar a través de su firma el cumplimiento del presente procedimiento en el ATS (análisis de
trabajo seguro).
• Asesorar y/o coordinar con el personal responsable las actividades que se ejecutaran.
• Inspeccionar constantemente las areas de trabajo.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 6 de 14
5.7. Trabajadores
Llenar el ATS y demás permisos en todo el proceso de la actividad. Las mismas que deberán describir
todos los pasos de las tareas incluyendo los peligros y/o riesgos y todas las medidas de control
establecidas en el trabajo.
Participar en la charla de inicio de jornada y en la capacitación del presente documento.
Conocer y cumplir con el presente procedimiento, sugerir cambios, mejoras que pudieran resultar de
ideas de innovación de lo establecido con anticipación.
Ejecutar los trabajos y tareas asignadas, asegurando el conocimiento cabal de la actividad.
Cumplir con los trabajos dentro de los plazos y especificaciones establecidas.
Es responsable del uso adecuado de los equipos, herramientas materiales y elementos asignados.
Es responsable de comunicar a su jefatura directa, cualquier situación, que a raíz de la actividad y que
no haya sido previamente considerada, ponga en riesgo su integridad física, la de sus compañeros,
equipos e instalaciones, comunicar si a causa de su actividad le ocurre un incidente en forma inmediata
a su supervisor directo.
6. EJECUCION
6.1. Consideraciones técnicas
Para el sistema de agua contra incendio ACI, se realizará el desmontaje y montaje de tuberías existentes. Lo cual
se verificará el correcto estado actual de la tubería para su rehusó.
Para el caso en que se ejecuten nuevas instalaciones del sistema ACI, los trabajos de la instalación de tuberías
SCH-10 y SCH-40 para el sistema de protección contra incendio serán realizados en base a los planos y
procedimientos aprobados, y se procederá a usar los materiales indicados en los mismos.
Los trabajos de la línea de ACEITE se realizarán según lo indicado en los planos para su modificación del nuevo
recorrido con uniones bridadas para su fácil montaje.
6.2. Secuencia del Trabajo
Antes de comenzar los trabajos de la instalación de tuberías de aceite SCH-10 y SCH-40 para el sistema de
protección contra incendio se deberá recibir la aprobación del residente de obra y maestro de obra para su
ejecución.
6.2.1. Trazo y replanteo
Actividad que se desarrollará en cada zona aledaña al eje 5, previamente a ejecución de los trabajos, y
que consiste en contrastar la disposición o distribución de las tuberías y accesorios propuesto e
indicando en los planos de la estructura metálica aledaña al eje 5, previendo y permitiéndonos de esta
forma evaluar si se presentase alguna interferencia, determinando así alguna posible mejora.
6.2.2. Desmontaje de línea ACI / Aceite
En esta etapa se desarrollan las siguientes actividades:
Se debe liberar la presión de la línea de ACI, proceder a cerrar la válvula más cercana a la zona de corte
de la tubería para poder realizar el desmontaje del este tramo de la línea ACI (según procedimiento
aprobado SGI-PRO-ACI-005-008-PLP).
Proceder a retirar las uniones tipo victaulic, del primer tramo a desmontar. De la misma manera para el
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 7 de 14
segundo tramo que se desmontará.
Se procede a separar y contabilizar los accesorios y tramos de tuberías a utilizar en la nueva línea que
se va instalar.
Para la línea de Aceite, el cliente Primax realizará el drenaje con bombeo, la limpieza de remanentes
será por cuenta de AyC del tramo de trabajo intervenido comprendido entre los ejes 5A y 5C. El bloqueo
de la línea se debe ser con una válvula cercana a la zona de la tubería intervenida.
La línea de tubería de aceite presenta uniones soldadas en su totalidad, por lo cual se procederá a cortar
con amoladora tomando como referencia el Procedimiento de Trabajo en Caliente PETS – SST -002, y
se seccionará en 03 partes para facilidad de desmontaje.
Para el control de los remanentes, se instalará recipiente antiderrame de 5 gal debajo del corte, al
finalizar el corte del tramo, se instalará a cada extremo de la tubería un tapón de trapo industrial, para
así realizar la descarga del tramo de tubería con sogas a cada extremo del mismo. Cuando el Tramo de
tubería se encuentra al nivel del suelo, se procederá a drenar los remanentes excedentes dentro de la
tubería al recipiente antiderrame.
6.2.3. Modificación de las líneas ACI / Aceite
En esta etapa se desarrollan las siguientes actividades:
Según el plano de reubicación, los 04 tramos para la línea ACI se procede a armar al nivel del suelo; el
primer tramo y último tramo va con uniones bridadas, los tramos intermedios van con uniones tipo
victaulic.
Los 04 tramos para la línea Aceite van con uniones bridadas, a los tramos intermedios se añadirá
empalmes de uniones con soldadura.
Las uniones con soldadura de las tuberías se realizan a nivel del suelo con máquina de soldadura en
campo, se tomará en referencia el Procedimiento de Trabajo en Caliente PETS – SST -002, según la
norma AWS D1.1. la soldadura se realizará con electrodo E70XX y con E60XX.
6.2.4. Pruebas de las líneas de tubería
Las pruebas a realizar son inspección visual para todos los empalmes en las bridas y uniones con
soldadura.
Tintes penetrantes (PT) a las uniones con soldadura como empalmes con bridas y empalmes soldados
de tuberías se tendrá una incidencia de 10% para las pruebas.
6.2.5. Montaje de las líneas tuberías en el eje 5
Para el montaje de tuberías, se contará con andamios modulares, los cuales deberán ser inspeccionados
con su tarjeta Verde previo al uso, se tendrá en cuenta para los controles el procedimiento de Trabajos
en altura PETS-SST-01.
El personal deberá utilizar su arnés de seguridad en todo momento y permanecer enganchado.
Se delimitará y señalizará el área de trabajo para evitar ingreso de personas no autorizadas.
Se procederá a instalar la Soportería de la tubería, estos soportes van empernados a los montantes del
tijeral de eje 5, distribución según plano (ver imagen 1).
Para realizar el montaje de cada tramo de tubería, se procede a la elevación de tubería de forma manual
con soga de nylon, se colocará una polea en la parte superior del tijeral para facilitar la elevación del
tramo de la tubería.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 8 de 14
Una vez ubicado el tramo de tubería izado en la Soportería se procede a fijar con las abrazaderas U-bolt
(ver imagen 1).
Imagen 1 Soportería de tubería de ACI y Lubricantes- Eje 5
Una vez fijado el primer tramo de la línea de tubería ACI, se procede a la elevación del segundo tramo
de la misma forma que el primero y así sucesivamente hasta terminar la línea de tubería. Las uniones
de los tramos son con bridas similares a la existentes.
Para el montaje de la línea de tubería de aceite se procede de forma similar a la línea ACI anteriormente
descrita.
Culminado el proceso de instalación de tubería de tubería ACI y Lubricantes, se procederá a liberar la
actividad y se registrará en el protocolo respectivo SGC-FOR-032-008-PLP y SGC-FOR-046-008-PLP.
6.2.6. Resane de pinturas de tuberías
El resane de pinturas de Tuberías, se ejecutará según el procedimiento aprobado SGI – PRO – EM-005
– 008 -PLP Resane de Pintura en Obra.
Luego de la modificación o adaptación de cada tramo de la línea de tubería de aceite o ACI y después
de la liberación las pruebas de tintes penetrantes (PT) a las uniones soldadas, se procede con la
preparación de la superficie una limpieza mecánica con herramienta manual y aplicación de base y
pintura de acabado. Para la tubería ACI color rojo y para la tubería de aceite GRIS claro según tonalidad
de color o RAL de tuberías existentes en obra.
Las uniones soldadas serán validadas según protocolo de Control dimensional y soldadura de EE.MM
secundarias.
Luego del montaje de las tuberías ACI y aceite, estás pueden sufrir daños en su superficie, estos daños
serán reparados ínsito.
Para el pintado, el personal deberá utilizar traje tyvek, mascarilla doble filtro para vapores orgánicos y
guantes de jebe.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 9 de 14
Se deberá contar con protección en el piso para evitar dejar manchas de pintura.
Para los acabados respectivos de las líneas instaladas se procederá al uso de un paño limpio con agua
con el que permita limpiar las tuberías de posibles manchas producidas por el trabajador.
6.2.7. Puesta en marcha
Para la puesta en marcha del sistema de ACI/ Aceite, se coordinará con PRIMAX, para la ejecución
respectiva y así, verificar que no existan filtraciones.
6.3. Modo de Aceptación
6.3.1. Control de Calidad
Los controles para aseguramiento y control de la calidad previo, durante y posterior en el
proceso, serán de tal manera que estos garanticen y cumplan los requisitos previstos en las
especificaciones técnicas, las cuales deben estarán registradas en los formatos de protocolos
correspondientes.
Se realizará el siguiente procedimiento para liberación y entrega de Zonas.
o Verificar que las tuberías estén firmemente colocadas en tijeral
o Se realizará una inspección visual para todos los empalmes en las bridas y uniones con
soldadura.
o Se verificará el correcto proceso y resultados de las pruebas de tintes penetrantes.
o Si se encontraran observaciones en los trabajos, estas se corregirán a la brevedad.
o Luego realizar un recorrido para comprobar el levantamiento de las observaciones, si las
hubiera.
o Luego de cada verificación proceder con el llenado del protocolo de liberación y las firmas
correspondientes.
6.4. Equipos de protección personal y colectiva
6.4.1. Equipos de Protección Personal
Chaleco con cinta reflectiva en H.
Casco de seguridad con barbiquejo
Botas de seguridad.
Guantes multiflex o de badana
Lentes de seguridad claros.
Tapones auditivos.
Uniformes adecuados (polo de manga larga con franjas reflectivas, pantalón)
6.4.2. Equipos de Protección Personal Específico
Respirador media cara con filtro cov
Guantes de nitrilo o jefe.
Arnés de seguridad con doble cola de enganche. *Para trabajos a más de 1.80 m de altura.
Mandil de cuero cromado.
Mangas de cuero cromado.
Traje tyvek
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 10 de 14
Escarpines de cuero cromado
Careta facial
6.4.3. Equipo de Protección Colectiva
Conos de seguridad de 70 cm con cinta reflectiva.
Mallas naranjas
Cachacos de concreto
Cinta amarilla de peligro
6.5. Equipos / Herramientas / Materiales
6.5.1. Equipos
Máquina de soldar eléctrica
Esmeril de mano de 7” y 4”.
Taladro con broca para concreto y fierro.
Andamios.
6.5.2. Herramientas
Llave stillson.
Llave francesa.
Winchas.
Llaves mixtas.
Tecle de 2 toneladas.
Escobilla de fierro manuales.
Limas redondas.
Nivel torpedo imantado.
Escuadras.
Demás herramientas menores.
Escaleras.
6.5.3. Materiales
Materiales Permanentes: Son todos aquellos necesarios para el armado de las tuberías, forman parte
integral del sistema y deben cumplir con las especificaciones del proyecto, tales como:
Tubería de acero al carbono SCHD 40 ASTM A53 Grado B
Conexiones ranuradas (codos, tees, acoples rígidos y flexibles).
Tees mecánicas (ranuradas y roscadas).
Bridas ANSI de 04 y 08 agujeros.
Materiales consumibles: Son todos aquellos que son necesarios para realizar el empalme de las
conexiones y son parte integral del sistema, como son:
Cinta teflón.
Teflón en pasta.
Grasa para acoples ranurados.
Discos de corte y desbastes.
Escobillas circulares.
Trapos industriales.
Pintura
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 11 de 14
Thinner o diluyente para pinturas.
6.6. Control Operacional de seguridad, salud y medio ambiente
6.6.1. Medidas de Seguridad básicas
Antes de iniciar con los trabajos de Reubicacion de tuberia ACI y Aceite, se comprobará que se
cumplan los siguientes requisitos:
Al momento de desplazarse dentro de la planta se debera haber coordinado con los
responsables de Primax.
Solo se permitira el ingreso del personal que se encuentre habilitado por el cliente.
El personal debera respetar las zonas de transito peatonal y vehiculares.
Esta prohibido el uso de celulares en las areas de trabajo.
Solo el personal autorizado podra realizar dicha actividad.
Se restringe el acceso a personal ajeno a la actividad.
El uso de los equipos y herramientas no deberan generar una condición insegura a los
demas trabajadores. Priorizando el orden en las areas de trabajo.
Se difundira el presente procedimiento a todo personal involucrado de la actividad.
El Personal debera participar de la charla de inicio de jornada (charla de 10 min).
Se analizará la tarea identificando los peligros que esta actividad genera, con la finalidad de
controlarlos evitando que se generen riesgos a las personas, al medio ambiente y/o la
propiedad. La evaluación se realizará con la participación de todo el personal involucrado
en la tarea, que llenará y firmará el formato de ATS respectivo.
El personal debera llenar los permisos de seguridad complementarios como: PETAR de
altura , PETAR de caliente, inspección de equipos anticaidas, inspección de herramientas
electricas y manuales.
Los permisos de ATS y PETAR deberan ser aprobados por el area de Primax previo al inicio
de actividades.
Toda herramienta electrica debera ser inspeccionada antes de utilizar y contar con su cinta
del color del mes .
Si las condiciones en el área de trabajo cambiaran, podría ser necesario una reevaluación
del ATS y/o capacitación o coordinación adicional, de no ser solucionable tendrá que
detenerse la actividad hasta corregir las observaciones encontradas.
Es de obligatoriedad de los colaboradores mantener el orden y la limpieza en sus áreas de
trabajo (antes, durante y después de sus actividades)
La delimitación y señalización del area de trabajo deberá ser una de las actividades iniciales
para el desarrollo de la actividad.
El personal debera utilizar sus Epp´s en todo momento.
En caso sucitarse un accidente o incidente deberá ser reportado forma inmediata.
En todas las etapas descritas en este procedimiento deberán verificarse las condiciones de
seguridad establecidas para cada situación específica.
Las herramientas manuales a utilizar deberán estar en buen estado y con su cinta del color
del mes.
El área de trabajo deberá estar correctamente iluminada con luz natural o artificial.
Se deberá retirar material inflamable a 11 metros, sin en caso no se puede retirar, proteger
el material inflamable con protección ignifuga (biombos).
En el lugar de la actividad se deberá contar con un extintor tipo PQS ABC de 6.0kg como
mínimo de capacidad, permanentemente hasta culminar labores.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 12 de 14
6.6.2. Restricciones
Solo el personal autorizado y habilitado realizará la tarea. De existir personal sin capacitar
este no participará de los trabajos.
La linea de tuberia de aciete debe ser liberada de producto (aceite lubricante) en su interior
y bloqueda mediante una valvula, esto va por parte del cliente PRIMAX. Esto es una
restriccion para poder iniciar los trabajos en esta linea.
El cliente PRIMAX debe asignar una area de 20mx3m=60m2 para los trabajos de corte,
soldadura y pintura de las lineas de tuberias.
No se permitirá realizar trabajos por ninguna circunstancia bajo los efectos del alcohol,
drogas o medicamentos que puedan afectar la habilidad de las personas que participan en
la tarea.
No se utilizarán herramientas hechizas bajo ninguna circunstancia.
Ante cualquier situación que genere riesgo inminente se paralizarán los trabajos, hasta
aplicar medidas de control que lo minimicen.
En caso de que las condiciones de trabajo cambien y se presenten riesgos no contemplados
se debera detener la actividad y comunicar al supervisor de AyC.
En caso de que ocurra cualquier daño a las instalaciones de planta por parte de los trabajos
realizados por AyC, esta será responsable de corregirlos a la brevedad.
6.6.3. Gestión de Residuos
Para la eliminación de nuestros desechos o residuos orgánicos e inorgánicos se coordinará
con el cliente para su disposición, cumpliendo con su clasificación bajo las NTP 900.058-
2019 Gestión de residuos.
Los residuos generados en la realización de este procedimiento se basan en, retasos de
tuberias, trapos con aceite, plasticos protectores con pinturas, trajes tyvek usados. Estos
residuos seran clasificados según los tachos ecologicos ubicados en el proyecto.
6.6.4. Inspección de Herramientas
Para las herramientas se usará la siguiente clasificación según la NTP G.050 Código de
colores para verificar estado de herramientas manuales y equipos de poder
6.6.5. Riesgos Asociados
Fracturas
Golpes
Cortes
Caidas a distinto nivel
Amputaciones
Problemas musculo esqueléticos.
Irritación a la piel.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 13 de 14
Intoxicación por inhalación de vapores organicos
Quemaduras
Caida de material o herramientas
Proyección de particulas
Derrames de aceite
6.6.6. Medidas de Control
Verificacion de MSDS.
Área de trabajo correctamente señalizada.
Asistencia a las charlas de 10 minutos.
Uso adecuado de epps
uso de arnés de seguridad
Uso de tapa oidos
Uso de respirador media cara.
Inspección de Herramientas Eléctricas.
Usar guardas de seguridad.
Sensibilización del presente procedimiento.
Rspetar zonas de transito peatonal y vehiculares
Utilizar Epp´s para trabajos en altura-
Contar con un extintor cerca al area de trabajo en caliente.
Vigia
Uso de kits antiderrame
Uso de bandejas antiderrame como contension de resiudos de aceite
7. FORMATOS
SGC-FOR-032-008-PLP Instalación de tubería ACI.
SGC-FOR-046-008-PLP Instalación de tubería Lubricantes.
Control dimensional y soldadura de EE.MM secundarias.
Ensayos no destructivos líquidos Penetrantes (P.T.)
FRM-SST-03 Registro de Inducción, capacitación, simulacro
FRM-SST-32 Análisis de trabajo seguro (ATS)
FRM-SST-27 PETAR de trabajos en altura
FRM-SST-28 PETAR de trabajos en caliente.
INS-SST-03 Inspección de Herramientas manuales
Checklist de arnés
Check list de equipos contraída
Check list de andamios
Check list de herramientas eléctricas
Check list de amoladora
Check list de máquina de soldar
8. DOCUMENTOS DE REFERENCIA
Estandar de trabajos en caliente
Estandar de trabajos en altura
Procedimiento de Desmontaje del sistema ACI.
Procedimiento de Instalación de tubería SCH-10 y SCH-40.
9. CONTROL DE CAMBIOS
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
Código: SGI-PRO-LUB-
SISTEMA DE GESTION INTEGRADO 001-008-PLP
Versión: 02
Fecha: 23/03/2023
PROCEDIMIENTO DE REUBICACIÓN DE TUBERÍAS ACI Y
ACEITE DEL EJE 5 Pagina: 14 de 14
CONTROL DE CAMBIOS
FECHA DE
VERSIÓN PÁGINA DESCRIPCIÓN DEL CAMBIO RESPONSABLE
CAMBIO
02 23/03/2023 7 OBSERVACIONES METRICA Residente EE.MM
10. ANEXOS
Planos de reubicación de líneas de tuberías ACI y Aceite DT1
Planos de reubicación de líneas de tuberías ACI y Aceite DT2
Plano de Detalle de Soportería de tuberías ACI y Aceite DT3.
Una vez impreso este documento, se considera copia no controlada/
El usuario es responsable de verificar la vigencia de esta versión.
You might also like
- Para Qué Fui CreadoDocument4 pagesPara Qué Fui Creadosaitalarcon173No ratings yet
- Constancia de Vida Ley de MarzoDocument2 pagesConstancia de Vida Ley de Marzosaitalarcon173No ratings yet
- Ptto AD BRIDA ROMPEAGUA-RAMON CASTILLA - II - SS Rev00.01 04 01 2024Document1 pagePtto AD BRIDA ROMPEAGUA-RAMON CASTILLA - II - SS Rev00.01 04 01 2024saitalarcon173No ratings yet
- Constancia MP20237847138Document1 pageConstancia MP20237847138saitalarcon173No ratings yet
- Ficha Tecnica Sumidero Pesado BronceDocument1 pageFicha Tecnica Sumidero Pesado Broncesaitalarcon173No ratings yet
- CONSULTASDocument1 pageCONSULTASsaitalarcon173No ratings yet
- Suspensión de Visita A Apurímac y Cambio de Lugar.Document2 pagesSuspensión de Visita A Apurímac y Cambio de Lugar.saitalarcon173No ratings yet
- OPS-SSOMA-FO-713 Formato Amonestaciones RACSubestandarDocument1 pageOPS-SSOMA-FO-713 Formato Amonestaciones RACSubestandarsaitalarcon173No ratings yet
- Materiales de Aire ComprimidoDocument2 pagesMateriales de Aire Comprimidosaitalarcon173No ratings yet
- Certificado de HomologaciónDocument1 pageCertificado de Homologaciónsaitalarcon173No ratings yet
- Pastecas Con 1 PoleaDocument1 pagePastecas Con 1 Poleasaitalarcon173No ratings yet
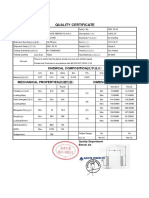
- Certificado de Calidad Abrazadera de 4Document1 pageCertificado de Calidad Abrazadera de 4saitalarcon173No ratings yet
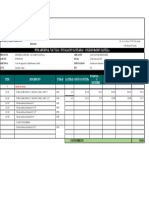
- Valorizacion 7 IISS FirmadoDocument1 pageValorizacion 7 IISS Firmadosaitalarcon173No ratings yet
- Materials de Aire ComprimidoDocument1 pageMaterials de Aire Comprimidosaitalarcon173No ratings yet
- Presupuesto Red de Aire Comprimido 09.05.23-Cab RV.03Document14 pagesPresupuesto Red de Aire Comprimido 09.05.23-Cab RV.03saitalarcon173No ratings yet
- Ficha Tecnica Tubo SCH10Document1 pageFicha Tecnica Tubo SCH10saitalarcon173No ratings yet
- Certificado Calidad-Perno GR2 Unc ZN 5-8 X 1 1-2Document1 pageCertificado Calidad-Perno GR2 Unc ZN 5-8 X 1 1-2saitalarcon173No ratings yet
- AD-07-P008-22ac - Ppto RED DE AIRE COMPRIMIDO - MATERIALESDocument14 pagesAD-07-P008-22ac - Ppto RED DE AIRE COMPRIMIDO - MATERIALESsaitalarcon173No ratings yet
- La ImpacienciaDocument3 pagesLa Impacienciasaitalarcon173No ratings yet
- Una Vida Sin FrenosDocument6 pagesUna Vida Sin Frenossaitalarcon173No ratings yet
- AYC-LOOKAHEAD - Sem 37 A Sem 40-TECHO Rev 0Document16 pagesAYC-LOOKAHEAD - Sem 37 A Sem 40-TECHO Rev 0saitalarcon173No ratings yet
- La Inconcruencia Una Gram ModaDocument4 pagesLa Inconcruencia Una Gram Modasaitalarcon173No ratings yet
- Mentiras Que Los Jóvenes Creen - Dios No Te Podra UsarDocument5 pagesMentiras Que Los Jóvenes Creen - Dios No Te Podra Usarsaitalarcon173No ratings yet
- Mi Plan Personal Vs Plan de Dios 2023Document5 pagesMi Plan Personal Vs Plan de Dios 2023saitalarcon173No ratings yet
- La Mayordomia de La BibliaDocument4 pagesLa Mayordomia de La Bibliasaitalarcon173No ratings yet
- Como Se Manifiesta El Dios en El Nuevo TestamientoDocument4 pagesComo Se Manifiesta El Dios en El Nuevo Testamientosaitalarcon173No ratings yet
- Dinámica - MI PLAN PERSONAL 2023Document2 pagesDinámica - MI PLAN PERSONAL 2023saitalarcon173No ratings yet
- AGRADECIDOSDocument3 pagesAGRADECIDOSsaitalarcon173No ratings yet
- Orden-De-Compra - SAN MARTIN - COSMOPLAS - 28 12 2022Document3 pagesOrden-De-Compra - SAN MARTIN - COSMOPLAS - 28 12 2022saitalarcon173No ratings yet
- COTIZACION WtechaaaaaaaaaaDocument3 pagesCOTIZACION Wtechaaaaaaaaaasaitalarcon173No ratings yet