Professional Documents
Culture Documents
One-Step Conversion of Crude Oil To Light Olefins Using A Multi-Zone Reactor
One-Step Conversion of Crude Oil To Light Olefins Using A Multi-Zone Reactor
Uploaded by
Priyam NayakOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
One-Step Conversion of Crude Oil To Light Olefins Using A Multi-Zone Reactor
One-Step Conversion of Crude Oil To Light Olefins Using A Multi-Zone Reactor
Uploaded by
Priyam NayakCopyright:
Available Formats
Articles
https://doi.org/10.1038/s41929-021-00580-7
One-step conversion of crude oil to light olefins
using a multi-zone reactor
Mohammed Alabdullah 1,5, Alberto Rodriguez-Gomez1,5, Tuiana Shoinkhorova1, Alla Dikhtiarenko 1,
Abhishek Dutta Chowdhury1, Idoia Hita1, Shekhar R. Kulkarni 1, Jullian Vittenet1, S. Mani Sarathy 2,
Pedro Castaño 1, Anissa Bendjeriou-Sedjerari1, Edy Abou-Hamad3, Wen Zhang 3, Ola S. Ali4,
Isidoro Morales-Osorio4, Wei Xu4 and Jorge Gascon 1 ✉
With the demand for gasoline and diesel expected to decline in the near future, crude-to-chemicals technologies have the poten-
tial to become the most important processes in the petrochemical industry. This trend has triggered intense research to maxi-
mize the production of light olefins and aromatics at the expense of fuels, which calls for disruptive processes able to transform
crude oil to chemicals in an efficient and environmentally friendly way. Here we propose a catalytic reactor concept consisting
of a multi-zone fluidized bed that is able to perform several refining steps in a single reactor vessel. This configuration allows
for in situ catalyst stripping and regeneration, while the incorporation of silicon carbide in the catalyst confers it with improved
physical, mechanical and heat-transport properties. As a result, this reactor–catalyst combination has shown stable conversion
of untreated Arabian Light crude into light olefins with yields per pass of over 30 wt% with a minimum production of dry gas.
F
luid catalytic cracking (FCC) is the primary conversion process that vary between 25 and 700 °C along with the presence of contam-
in most petroleum refineries1. FCC technology consists of a pipe inants such as sulfur- and nitrogen-heterocycles and metals. From
coil reactor (usually a riser), where the cracking reaction takes the process design point of view, it would seen imprudent to think
place, and a regenerator where the catalyst is continuously regener- of a single process unit that may, in one step, be able to co-process
ated by combustion. Since the first commercial unit began operation such a complex mixture of reactants. This is indeed the reason why,
in 1942 (ref. 2), FCC processes have produced most of the gasoline in traditional refineries, oil is thoroughly pre-treated and separated
consumed in the world. However, the alarming CO2 concentrations before it reaches any conversion unit.
in the atmosphere, a profound change in the energy landscape and Current riser reactors can convert large quantities of feedstock
the development of electric, fuel-cell-based and hybrid automobiles in a few seconds. Zeolite-based FCC catalysts allow short contact
has forecast a mid-term plateau and a long-term decrease in the times with an optimal yield, selectivity and coke resistance, but con-
demand for transportation fuels3. On the other hand, the demand tinuous regeneration is required. In an FCC unit, the catalyst and a
for traditionally oil-manufactured base chemicals is expected to keep portion of the feedstock are burned in a second vessel to produce
rising in the foreseeable future4,5. The mismatch between current the necessary heat for cracking9. Despite the vast number of propos-
oil-refining schemes and the future demand for oil-based products als to improve their capacity for the production of chemicals10–13,
is stirring intense research into the development of technologies that this configuration presents a drawback since the catalyst shows dif-
maximize the production of chemicals over that of fuels, giving rise ferent catalytic behaviour along the riser due to coking (deactiva-
to multi-billion dollar investments in different oil-to-chemicals proj- tion) and temperature gradients. On the other hand, there is very
ects. At present, the main approach in oil-to-chemicals processes is to little control over the residence time (RT) and therefore not much
combine technologically mature technologies (that is, high-severity flexibility in terms of feedstock, the reason why heavy oils are still
FCC units and naphtha crackers) to maximize the production of eth- preferred by most refineries.
ylene, propylene and aromatics. Although economically attractive, To date, alternative technologies to the well known FCC units
this approach still requires the use of oil pre-treatment processes for the conversion of heavy oil fractions have been proposed. In
(that is, hydrotreating), energy-intensive distillation units for separa- 1965, BASF developed an uncatalysed process consisting of a sin-
tion of the different fractions of which oil is composed and of the pri- gle fluidized bed filled with coke particles, intermediate feeding
mary products of FCC, and the use of other highly energy-intensive and bottom-regeneration with air. In such a way, the heat needed
(and highly polluting) units such as steam crackers6–8. Ideally, the to carry out the highly endothermic cracking is provided by burn-
development of on-purpose technologies that would allow, in one or ing coke in the same reactor vessel. However, the high temperatures
a few steps, the direct conversion of untreated crude oil to chemicals needed to maintain operation and the absence of catalyst lead to
is expected to be as disruptive for the oil industry as the development a typical thermal-cracking product distribution, with ethylene and
of FCC was a century ago. dry gas as the main products5,14,15. More recently, in 2010, Sinopec
The challenge at hand is not trivial: what we know is that oil con- patented a steam-cracker riser reactor with two reaction zones at dif-
sists of a mixture of thousands of components with boiling points ferent temperatures, reporting a yield of light olefins and aromatics
King Abdullah University of Science and Technology, KAUST Catalysis Center (KCC), Thuwal, Saudi Arabia. 2King Abdullah University of Science and
1
Technology, Clean Combustion Research Center (CCRC), Thuwal, Saudi Arabia. 3King Abdullah University of Science and Technology, Core Labs, Thuwal,
Saudi Arabia. 4Saudi Aramco, Chemicals R&D Lab at KAUST, Research and Development Center, Thuwal, Saudi Arabia. 5These authors contributed
equally: Mohammed Alabdullah, Alberto Rodriguez-Gomez. ✉e-mail: jorge.gascon@kaust.edu.sa
Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal 233
Articles Nature Catalysis
a b
40
MZFB mode
35
Products FB mode
30
Crude oil/
Total gas yield (wt%)
Evaporation/
water condensation 25
zone
20
Reaction zone 15
Regeneration/ 10
stripping zone
5
0
0 25 50 75 100 125 150 175
Regenerative stream TOS (min)
c d
40 T = 510 °C T = 570 °C T = 700 °C 40 RT = 130 ms RT = 153 ms RT = 180 ms
35 35
30 30
C1–C4 yield (wt%)
C1–C4 yield (wt%)
25 25 Alkane
Alkane
20 Olefin 20 Olefin
15 15
10 10
5 5
0 0
CH4 C2 C3 C4 Total C1–C4 CH4 C2 C3 C4 Total C1–C4
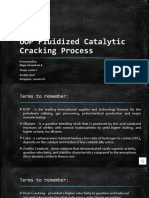
Fig. 1 | Catalytic performance of the MZFB reactor. a, Representation of an MZFB reactor. b, Comparison of catalytic performance in terms of the total
gas yield between MZFB and FB modes. TOS, time on stream. c,d, Effect in catalytic cracking of AL crude oil over the equilibrium commercial FCC catalyst
E-cat in MZFB mode with temperature (c) and RT (d). Temperature values in c are average values during the first hour on stream using 30 g E-Cat; RT
values in d are average values during the first hour on stream at 510 °C. Error bars indicate the standard deviation (2σ) of duplicate experiments.
around 55 and 25 wt%, respectively, from a (vacuum gas oil) VGO multi-zone fluidized bed (MZFB) reactor presented here (Fig. 1a),
feedstock16. In 2014, ExxonMobil launched in Jurong (Singapore) crude oil is evaporated and fed through a gas distributor located
a steam-cracking technology that allows the direct conversion of on the top of the reaction zone. The catalyst is fluidized from the
pre-treated light crude oil into valuable products, targeting 40–50% bottom with an up-flow regenerative mixture stream. Under steady
yield to chemicals and reporting ethylene production of one million fluidized conditions, catalyst particles are subjected to reaction–
tons per year. In this case, crude oil is evaporated in a flash separator stripping–regeneration cycles in a few seconds; however, this rate
in such a way that only vaporized hydrocarbons are processed, thus can be adjusted by varying the flows fed to each reactor zone23.
avoiding coke-fouling issues6,17. Hence, this configuration is composed of a vaporization zone where
Here, we present an alternative one-step catalytic approach con- the crude oil/water emulsion is vaporized (200–500 °C); two feed-
sisting of a multi-zone reactor along with a new catalyst formula- ing points, one situated at the beginning of the reaction zone, where
tion. In the multi-zone reactor, catalyst particles undergo cycles of the vaporized mixture is fed, and another one at the bottom of the
deactivation, stripping and regeneration in separate zones of the catalyst bed for the regenerative stream (O2/N2); a reaction zone for
same fluidized bed vessel. Multi-feeding points for crude oil and the cracking of hydrocarbons (510–700 °C) situated on the top of
regenerative streams generate different reaction zones in the reac- the catalyst bed; a regeneration/stripping zone covering 80–85%
tor vessel that can be fine-tuned to achieve different environments of the catalyst bed at 750 °C; and a condensation zone to recycle
and RTs with continuous operation of the catalyst18, resulting in the the unreacted heavier hydrocarbons towards the reaction zone. As
stable conversion of crude oil to light olefins for several hours under mentioned above, crude oil consists of a mixture of thousands of
highly demanding reaction conditions. components with boiling points in the range between 25 and 700 °C
(see the simulated distillation (SIMDIS) curve of the Arabian Light
Results (AL) crude oil used for this study in Supplementary Fig. 1)24. We,
Description and performance of the multi-zone fluidized bed therefore, speculated that the use of a multi-zone bed where the tem-
reactor. The reactor concept described above is based on the perature can be controlled for different lengths of the reactor would
so-called two-zone fluidized bed reactor, first reported in 1979 by help to adjust the RTs for the individual oil components based on
Hupp and Swift for the oxidative coupling of toluene19, and later by their boiling points. In this regard, species back-mixing (with refer-
several authors in the dehydrogenation of light alkanes20–22. In the ence to the generated gaseous products) is a pitfall of the principles
234 Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal
Nature Catalysis Articles
Table 1 | Catalytic cracking of AL crude indicators over commercial E-Cat using a liquid feed flow of 0.5 ml min−1 of oil:water (50:50,
v/v) and an up-flow stream of 400 ml min−1 of N2, at different temperatures, RTs and reaction modes
Temperature (°C) RT (ms)a Reaction mode C3=/C2= C2=/C2 C3=/C3 C4=/C4 Total gas yield (wt%) Olefins/alkanes HTCb
510 153 FB 11.2 2.8 10.5 2.3 11.5 3.4 0.43
510 130 MZFB 3.7 4.2 2.9 1.1 24.0 1.5 0.92
510 180 MZFB 3.3 4.2 2.8 0.6 38.6 1.1 1.78
510 153 MZFB 3.4 4.9 3.4 0.7 28.5 1.4 1.44
570 146 MZFB 2.7 4.1 3.9 1.3 32.4 1.9 0.75
700 130 MZFB 1.0 3.2 12.5 34.6 39.2 2.1 0.03
a
Based on CFD simulations (for details see Supplementary methods). HTC, hydrogen-transfer coefficient (HTC = (nC4 + iC4)/C4 , where ‘n’ and ‘i’ denote linear and branched alkanes, respectively, and
b =
superscript ‘=’ denotes olefins).
on which the fluidized bed reactor operates. The constantly chang- and increases at about 10 mg coke per g catalyst every 15 min. This
ing balance of drag versus centrifugal forces on the solids, which justifies the progressive activity loss observed in Fig. 1b.
thereby interact with the flowing gases, results in an RT of products The influence of temperature and RT on the reactor perfor-
dominated by a tailing behaviour (that is, high species back-mixing) mance was studied in the 510–700 °C range (Fig. 1c,d). At 700 °C
and therefore suppresses the desired products5,25. Residence time the contribution of thermal cracking is more pronounced, foster-
distribution (RTD) analysis based on computational fluid dynamics ing the production of dry gas (C2 and lighter products) as well as
(CFD; see Supplementary Table 4 and Supplementary Fig. 7) reveals coke (see the thermogravimetric analysis (TGA) results in Fig. 2c).
a similar performance of the single/multiphase flows in an MZFB The C4 alkane yield decreases dramatically at high temperature,
reactor to that of a plug flow reactor. By definition, an ideal plug probably due to enhanced cracking reactions leading to lighter
flow reactor displays zero species back-mixing in the axial direc- products and also to a low degree of hydrogen-transfer reactions
tion, meaning that there is no transfer between the immediate axial which can be evaluated by the hydrogen-transfer coefficient (HTC;
packets of fluid. Therefore, the CFD-simulated RTD performance of see definition in Table 1)27,28 which decreases quickly with tempera-
the MZFB reactor in this work is testimonial to the fact that there is ture. Under milder reaction conditions (510–570 °C), a slight tem-
very little or no species back-mixing for this reactor configuration, perature increase results in a higher olefin/alkane ratio and hence
as opposed to a typical fluidized bed reactor. higher ethylene and propylene yields, with a C3=/C2= value of >2.5,
To evaluate the potential application of this reactor concept, a which decays below 1 at 700 °C when thermal cracking becomes
series of AL crude oil catalytic-cracking tests were performed over dominant. The overall heavier nature of the products as well as the
an equilibrium commercial FCC catalyst (E-Cat). Table 1 summa- decreasing relevance of hydrogen-transfer reactions with increasing
rizes the most important reaction parameters and experimental temperature lead not only to enhanced total (hard) coke deposition
results. but also to a coke with a higher structural order, that is heavier and
Figure 1b shows a comparison of catalytic performance between more condensed in nature, as deduced from the DTG-TPO results
experiments performed at 510 °C in an MZFB reactor with in situ in Supplementary Fig. 2b, where the maximum rate of coke com-
stripping (occurring in the bottom zone of the reactor) and similar bustion shifts slightly towards higher temperatures.
experiments performed using a classical fixed bed (FB) reactor con- On the other hand, longer RTs give way to a linear increase in
figuration. As observed, the MZFB leads to a 30 wt% yield of C1–C4 C2=and C3= (Fig. 1d). Indeed, the propylene yield increases from
hydrocarbons accompanied by a slow deactivation of the catalyst, 5.5 to 10.7% when increasing the RT from 130 to 180 ms. These
whereas experiments performed under similar conditions in the FB results are associated with the HTC that also follows the same trend
reactor result in yields of approximately 12 wt% and a more pro- (HTC = 0.9, 1.2 and 1.8 at RT = 130, 153 and 180 ms, respectively)
nounced catalyst deactivation. Considering that in both cases the and indicate a higher bimolecular hydrogen-transfer rate.
RTs are similar, the best performance of the MZFB reactor could be
explained as a consequence of the recirculation of middle distillates Unravelling the nature of coke species. As mentioned earlier,
in the condensation zone of the reactor, thus increasing the conver- operation in MZFB and FB modes results in essential differ-
sion of the heavier fractions of the feedstock and the stripping of ences in the catalytic-cracking performance, particularly in terms
bigger hydrocarbons (which act as coke precursors) adsorbed on of stability, as illustrated in Fig. 1b, which is known to be associ-
the catalyst surface in the regeneration zone of the MZFB, which ated with catalyst deactivation due to coke formation. Analysis of
partially prevents coke formation (Fig. 2a). the spent catalyst enables us to quantify and to identify the type
Interestingly, catalyst deactivation is much less pronounced of coke and may provide information about the deactivation pro-
when working in MZFB mode after around 3 h on stream, as shown cess. For this purpose, it is convenient to distinguish between coke
in Fig. 1b. While 20% of activity loss is observed for the MZFB, half precursors and hard coke. Coke precursors are generally lighter in
of the activity is lost in FB mode after a similar reaction time. In nature, adsorbed on the catalyst, and which can be quantitatively
line with this, the lower olefin/alkane ratios obtained in the MZFB estimated by TGA as the hydrocarbon species desorbed in an inert
can also be explained as a consequence of catalyst stripping, which atmosphere during a heating treatment of the spent catalyst in the
maintains a higher activity, hence favouring both cracking and range of 200–800 °C; hard coke comprises remnant deposits of
hydrogen-transfer reactions of intermediate products like aromat- highly unsaturated species, which can be removed by combustion at
ics and olefins5,26. Complementary AL crude catalytic-cracking 800 °C (see Supplementary Fig. 3)29. In FCC-like processes the pres-
experiments on a micro-fixed bed reactor and subsequent dif- ence of both thermal (hard) coke, associated with the Conradson
ferential thermogravimetry-temperature-programmed oxidation carbon residue of the feedstock, and adsorbed species (coke precur-
(DTG-TPO) studies of the spent catalysts (see Supplementary Fig. 2) sors) is expected30. As shown in Fig. 2a, the MZFB reactor produces
demonstrate that in the initial stages of the reaction (0–60 min) coke a lower amount of precursors and hard coke than the FB mode,
builds up in the catalyst following a linear trend (Supplementary Fig. 2a), which could be explained as a result of the stripping effect over
Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal 235
Articles Nature Catalysis
a b c
3.5 Coke precursors 3.5 Coke precursors Coke precursors
Hard coke Hard coke Hard coke
6.0
3.0 3.0
5.0
2.5 2.5
Coke per TOS (wt % h–1)
Coke per TOS (wt% h–1)
Coke per TOS (wt% h–1)
4.0
2.0 2.0
3.0
1.5 1.5
2.0
1.0 1.0
0.5 0.5 1.0
0 0 0
MZFB FB AL/water AL 510 °C 570 °C 700 °C
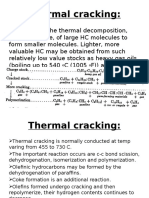
Fig. 2 | Coke quantification by TGA of the spent catalyst. a–c, Effect of reactor operation mode (a), steam (b) and temperature (c). For experimental
conditions see Supplementary methods section. Error bars indicate the standard deviation (2σ) of duplicate experiments.
a b
Aromatic Aliphatic
128.4
124.5
18.3 16 kHz
27.8 20 kHz
3.7% 2.0
5.8% Effect of water
Effect of D2O
* 7.8 *
4.2%
8.8% Effect of reactor
150 100 50 0 100 0 –100
13 2
C chemical shift (ppm) H chemical shift (ppm)
FB/with D2O (570 °C)
FB-without water (570 °C) MZFB (510 °C)
FB-with water (570 °C) FB (510 °C)
Fig. 3 | Identification of the post-reacted zeolite-trapped species. a, 1D 1H–13C CP MAS ssNMR spectra of identified post-reacted, hybrid-zeolite-trapped
molecular scaffold materials to illustrate the effect of reactor and water, respectively. FB_510 (blue), MZFB_510 (red), FB_570 (green) and
FB_570-without water (violet). b, 1D 2H NMR spectra of identified post-reacted, hybrid-zeolite-trapped molecular scaffold materials after co-feeding
experiment with D2O instead of water on FB_570 (green) to investigate the effect of water during the reaction. MAS at 13 kHz. The asterisks (*) denote
spinning side bands.
the catalyst that allows adsorbed heavier hydrocarbons to be later utilization of naturally abundant crude oil as the reactant. Since
cracked, thus avoiding high-molecular-weight components to con- we have relied on 1H→13C CP transfer only to increase the sensi-
dense into polynuclear aromatic coke31,32. tivity of the residual coke species, it also primarily highlights the
To shed light on this effect, specifically to gain structural infor- rigid/immobilized zeolite-trapped organics (that is, so-called hard
mation about trapped organics as well as the nature of coke spe- coke)34. Although 1H→13C CP transfer is not very reliable for pro-
cies responsible for catalyst deactivation, advanced magic angle viding detailed insight into the hydrogen-deficient organics, it does
spinning (MAS) solid-state NMR (ssNMR) spectroscopy was per- have its own advantages. Since the hard coke materials were typi-
formed on the spent catalyst (Fig. 3 and Supplementary Fig. 4). cally envisioned as highly unsaturated and hydrogen deficient, they
For this purpose, two samples were selected: spent E-Cat from the would give a less sensitive response in the corresponding 1H→13C
catalytic cracking of AL crude at 510 °C in FB mode (FB_510) and CP spectrum. Hence, it is feasible to correlate the sensitivity/inten-
in MZFB mode (MZFB_510; see Solid-state NMR measurements sity of the 1H→13C CP NMR spectrum with the thermogravimetric
section). In one-dimensional 1H→13C cross-polarization (CP) spec- coke analysis because the 1H→13C CP intensity should be inversely
tra (Fig. 3a), primarily two features were detected: 10–35 ppm satu- proportional to the hard coke content.
rated (like aliphatics) and 115–140 ppm unsaturated hydrocarbon In Fig. 3a, an identical spectral profile was observed in both
groups (like olefinics/aromatics)33. In general, all spectra appeared operation modes (FB versus MZFB) in terms of the nature of
to be broad in nature, which could be attributed primarily to the trapped organics. However, a much smaller response for the aro-
236 Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal
Nature Catalysis Articles
a b 50
50
C1–C4 C1–C4
C2=–C4= C2=–C4=
40 40
Gas yield (wt%)
Gas yield (wt%) 30 30
20 20
10 10
0 0
0 25 50 75 100 125 150 0 25 50 75 100 125 150
TOS (min) TOS (min)
c d
35 N2 N2 + O2 Coke precursors
6 Hard coke
30
5
25
C1–C4 yield (wt%)
Alkane 4
Coke (wt%)
20
Olefin
3
15
10 2
5 1
0 0
CH4 C2 C3 C4 Total C1–C4 N2 N2 + O2
Fig. 4 | Catalytic performance of ACM-101 in the cracking of AL crude. a,b, TOS activity at 570 °C using an up-flow stream of N2 (a) and N2/O2 mixture
(0.6:0.4) (b). c, Product distribution. Average values after 2 h of reaction. d, TGA of coke for the spent catalyst. Error bars indicate the standard deviation
(2σ) of duplicate experiments.
matic species was recorded on the post-reacted FB sample. This is of water. The corresponding 2H NMR spectrum (Fig. 3b) showed
fully in line with thermogravimetric coke analysis, which suggested two primary peaks at around 2.0 and 7.8 ppm, that is, originating
the presence of less coke on the MZFB_510 sample (8.8% coke on from aliphatic and aromatic moieties, respectively. Interestingly,
the FB_510 sample versus 4.2% coke on the MZFB_510 sample), the contribution from the aliphatic part is much higher than that
and hence delivered a better 1H→13C CP response due to its greater of the aromatic, which indeed suggests that water is promoting
hydrogen-rich nature. However, we observed a different feature on hydrogen-transfer reactions on the zeolitic Brønsted acid sites to
the effect of water (Fig. 3a: FB_570 versus FB_570-without water). inhibit the deactivation of the catalyst.
Whereas almost similar intensities was displayed for aromatic Next, two-dimensional 1H–13C CP-heteronuclear correlation
species from both samples, no noticeable aliphatic moieties were (HETCOR) spectroscopy was performed for 1H–13C correlations
detected in the absence of water (for FB_570-without water). on all four post-reacted materials to illuminate the nature of the
Again, the TGA of coke corroborated this observation (5.8% coke zeolite-trapped organics in more detail (see Supplementary Fig. 4).
on FB_570 versus 3.7% coke on FB_570-without water) besides In general, the 2D correlation spectra were consistent with their
showing a higher proportion of coke precursors in the absence of corresponding 1D counterparts. In addition, Supplementary Fig. 4
steam (Fig. 2b). Qi et al.35 noted a similar effect in the acid-catalysed elegantly demonstrates a few interesting features of the nature
conversion of methanol to light olefins over SAPO-34 catalyst. of residual coke species. For instance, the correlations between
Essentially, this could mean that the presence of water not only pro- ~7.7 ppm (1H)/~128 ppm (13C) and ~7 ppm (1H)/~120 ppm (13C)
motes hydrogen-transfer reactions on the acid sites of the zeolite, were clearly visible on all 2D correlation spectra, which could be
but also slows catalyst deactivation due to water-steam stripping assigned to the aromatic and aliphatic counterparts of the unsat-
of coke precursors, hence prolonging the lifetime of the catalyst36. urated coke species, respectively33. Simultaneously, at elevated
Coke quantification through DTG-TPO analysis of spent samples in temperatures (both in the presence (green) and the absence of
a micro-fixed bed reactor (Supplementary Fig. 2a) showed that after water (violet)) an additional correlation, ~8 ppm (1H)/~134 ppm
30 min of reaction, co-feeding of water could prevent coke deposi- (13C), was also detected due to the polyaromatic part of the coke
tion by 25% (18.0 mg coke per g catalyst versus 23.8 mg coke per species. Hence, 2D 1H–13C CP-HETCOR measurements clearly
g catalyst with and without water, respectively). Along these lines, (although qualitatively) distinguish between four different classes
Corma et al.37 have related the presence of water to the suppression of hybrid-zeolite-trapped organic/coke species on the post-reacted
of bimolecular reactions (responsible for coke formation) during materials: aliphatic, olefinic, aromatic and polyaromatic.
the catalytic cracking of VGO, which is attributed to better disper- Overall, the in-depth ssNMR characterization confirms that the
sion and contact between the feedstock and the catalyst. To illumi- co-feeding of water results in a slower formation of coke due to the
nate the effect of water in the present case, a control experiment adsorption of more aliphatic species than aromatics species. In the
was performed where deuterium oxide (D2O) was co-fed instead same manner, the absence of stripping in the case of the FB results
Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal 237
Articles Nature Catalysis
Table 2 | Catalytic cracking of AL crude indicators over ACM-101 catalyst in the presence and absence of O2
Temperature (°C) Regenerative stream C3=/C2= C2=/C2 C3=/C3 C4=/C4 Total gas yield (wt%) Olefins/alkanes HTC
570 N2 2.73 3.32 5.38 2.96 25.8 2.74 0.36
570 O2/N2(40/60) 2.94 5.65 6.58 1.85 32.4 3.00 0.54
a 100 b
AL crude oil
Liquid product [MZFB, N2]
90 Liquid product [MZFB, N2 + O2]
Recovered mass (wt%)
80
Intensity (a.u.)
70
60
50 AL crude oil
Liquid product [MZFB, N2]
Liquid product [MZFB, N2 + O2]
40
300 400 500 600 700 200 400 600 800 1,000
True boiling point (°C) m/z
Fig. 5 | Analysis of liquid products. a,b, SIMDIS curve (a) and FT-ICR MS spectra (b) of the AL crude oil feedstock and collected liquid fraction after
catalytic cracking of AL in the presence and absence of O2.
in more unsaturated coke species (more harmful) accompanied by analogous conditions (570 °C, see Fig. 1c, blue bars), showing a
a higher total amount of both hard coke and coke precursors. It is total gas (C1–C4) yield above 40 wt% and with a light olefin fraction
worth mentioning that while FB experiments are time-limited as a (C2=–C4=) of ~30 wt%. Moreover, the olefin/alkane ratio of around
consequence of catalyst bed plugging, the fluidized mode permit- 2.7 (see Table 2) exceeds by almost two units the value obtained
ted much longer experiments. Finally, an increase in the reaction using the commercial catalyst. The higher C3/C4 ratio achieved with
temperature resulted in the formation of polyaromatic coke species the ACM-101 formulation is a consequence of the optimal combi-
(from ssNMR experiments), which correlates well with the higher nation of ultrastable zeolite Y and ZSM-5, as evidenced from the
accumulation of hard coke over the catalyst as quantified by TGA. higher olefinicity ratios (C3=/C3 and C4=/C4) at similar gas yields39–42.
However, the high yield of gaseous products is only maintained dur-
Tailored catalyst formulation for MZFB processes. Several chal- ing the first stage of the reaction, after which the catalytic activity
lenges are associated with the new reactor system for the catalytic starts to decrease dramatically. Indeed, the higher activity of the
cracking of crude oil. Among other aspects, the catalyst formulation catalyst leads to a faster deposition of coke.
needs to be adapted for continuous operation in the static fluidized Since coke is deposited preferably on Brønsted acid sites, at
bed. One of the main drawbacks of this approach is catalyst loss which the cracking reaction proceeds following a bimolecular
due to the vigorous fluidization to which the bed is subjected, thus reaction mechanism43, the hydrogen-transfer reaction rate wanes
requiring denser catalyst particles for avoiding undesirable frag- quickly and serves as an indicator of catalyst deactivation. The
mentation. An upgrade in the catalyst formulation, typically com- hydrogen-transfer rate of ACM-101, expressed in terms of HTC,
prising low-density components (that is, zeolite and clay), by adding declines from 0.79 to 0.36 after 150 min at 570 °C. To address this
a dense and inert additive such as silicon carbide (SiC), could not obstacle beyond the stripping effect of nitrogen and water described
only increase the density of the catalyst but also act as a heat carrier. above, we show below that the addition of a regenerative mixture
Besides, the low thermal expansion of SiC reduces the formation of N2 and O2 (0.6:0.4 v/v) to the regeneration/stripping zone of the
of undesirable fine particles as a result of lower catalyst attrition. reactor allows for the in situ removal of coke.
Surprisingly, to the best of our knowledge, SiC has never been pro- Before experiments were performed under oxidizing condi-
posed as an additive in catalyst formulation for FCC or analogous tions, safe operating regimes were established to avoid auto-ignition
processes. of the fuel/oxidizer mixture. Detailed chemical kinetic modelling
Therefore, we explored our homemade catalyst formulation simulations were performed for the most reactive alkane-like frac-
(further denoted as ACM-101) containing 20 wt% ZSM-5 (with a tion of AL crude, as described in the Supplementary Information,
SiO2:Al2O3 molar ratio (SAR) of 23), 20 wt% zeolite HY (SAR 30), to determine its auto-ignition limits. The reactive mixture com-
20 wt% kaolin clay, 20 wt% aluminium chlorhydrate (as a binder) prised fuel (AL crude), water, N2 and O2. While fuel/O2 mixtures
and 20 wt% nanometre-sized (~800 nm) SiC (detailed in the are prone to auto-ignition within a few milliseconds of contact time
Supplementary Information), optimized for the production of light at 450–650 °C, the addition of water serves as a quenching agent.
olefins in the catalytic cracking of AL crude oil. For more details Furthermore, simulations demonstrated that the AL crude/O2 mix-
on the experimental setup and spraying procedure, the reader ture fraction, as used for the results in Fig. 4, is beyond the rich
is referred to our recent publication on the topic38. The catalytic ignition limit. Even in the absence of water vapour, the mixture
performance of the equilibrated ACM-101 catalyst (Fig. 4a) would not auto-ignite because there is too much AL crude present
reveals higher activity compared with the commercial E-cat under to ignite a hot flame. However, if the O2 concentration is increased
238 Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal
Nature Catalysis Articles
It should also be noted that, in the GC-detectable fraction, A2 aro-
Table 3 | Chemical composition of the AL crude and the liquid
matics consisted solely of naphthalene.
products after the catalytic-cracking reaction in the presence
and absence of O2
Conclusions
AL crude MZFB, N2 MZFB, N2 + O2 In summary, our results demonstrate that the direct transforma-
n-Alkanes (%) 40.4 27.1 24.0 tion of crude oil to chemicals in a one-step process is possible when
the right catalyst and reactor configuration are selected. In situ
i-Alkanes (%) 23.8 11.9 17.8
catalyst stripping, regeneration and the addition of the appropri-
Naphthenes (%) 7.4 0.4 1.0 ate amount of steam in an MZFB allow the transformation of AL
Aromatics A1 (%) 11.4 48.8 48.2 crude oil into valuable olefins in yields much higher than most
Aromatics A2 (%) – 10.7 7.4 other state-of-the-art refining processes are able to deliver. Further
optimization in catalyst formulation demonstrates that a large room
Others (%) 17.0 1.1 1.6 for improvement in terms of performance is still possible. The addi-
tion of SiC during spray-drying is shown not only to improve heat
transport, but also to decrease the potential for catalyst fragmenta-
tion, further improving catalyst stability. Moreover, the addition of
Table 4 | Physico-chemical properties of AL crude oil a regenerative stream rich in oxygen improved the stability of the
Density Gravity CHN (wt%) ICP-OES (ppm) reaction over the longer term by preventing the accumulation of
at 15 °C (°API)
C H N S Ni V
harsh coke over the catalyst at the same time that it provides extra
(kg m−3) heat for the highly endothermic cracking process.
846 35.8 79.3 10.7 0.1 17,330 6 14 Altogether, our results demonstrate that the search for alterna-
tive reactor-engineering concepts, when accompanied by comple-
mentary catalyst development, offers great opportunities for process
intensification and will be instrumental in the modernization of the
or the total AL crude concentration is decreased, then the mixture oil industry.
may enter an auto-ignition regime (see Supplementary Methods
section). Therefore, safe startup of the reactor should involve Methods
first introducing AL crude followed by O2; in addition, safe shut- Feedstock characterization. AL crude oil from a domestic oil field was used
down should involve turning off the O2 flow first to avoid entering in all catalytic experiments; its main properties are summarized in Table 4. Its
density was measured at 15 °C using a DMATM 35 density meter (Anton Paar).
auto-ignition regimes. Elemental CHN analysis was carried out using a Flash 2000 Elemental Analyzer
The catalytic behaviour under these oxidizing reaction con- (Thermo Fisher). Chemical analysis for S, Ni and V was carried out by inductively
ditions is shown in Fig. 4b. A stable catalyst performance can be coupled plasma-optical emission spectrometry (ICP-OES) using an Agilent 5100
reached with gas yield values of around 30 wt% and light olefins at instrument. SIMDIS of the feedstock was carried out using the ASTM D2887
protocol to measure the boiling-range distribution of crude oil. GC-MS analysis
around 25 wt%. Remarkably, the presence of oxygen in the stream
was performed using Agilent 7890A apparatus with a split flame ionization detector
does not substantially perturb the distribution of products (see (FID) and a mass spectrometer detector (5975C MS, Agilent Technologies).
Fig. 4c); however it increases olefin/alkane ratio from 2.73 to 3.00,
and at the same time HTC remains stable during the whole process, Catalysts. An equilibrium FCC catalyst (E-Cat) was obtained from a
at 0.52 ± 0.03 (see Table 2). Indeed, analysis by gas chromatogra- domestic refinery and thermally pre-treated under air at 800 °C for 10 h. Our
formulated catalyst, further denoted as ACM-101, was composed of kaolin clay
phy (GC) demonstrates that O2 is consumed before reaching the (Sigma-Aldrich), Al2Cl(OH)5 binder (Spectrum), ZSM-5 with a SAR of 23 and
reaction zone. Furthermore, TGA of the coked ACM-101 catalyst FAU zeolite with a SAR of 30 (Zeolyst), SiC powder with a particle size of 800 nm
(Fig. 4d) shows a big difference when the material has been exposed (US Research Nanomaterials), admixed in proportions of 20:20:20:20:20 wt%,
to the oxidative stream, showing a three times smaller amount of respectively. Before the shaping, the composite slurry was homogenized by
coke, including coke precursors, especially of hard coke deposits ball-milling pre-treatment at 350 rpm for 30 min. The fluidizable fraction of the
catalyst, comprising 38–100 mm spherical particles, was produced by spray-drying
that decrease from 3.7 to 1.0 wt% in the presence of oxygen. (lab-scale Mini Spray Dryer B-290, Buchi) the formulation slurry under
The SIMDIS results of the liquid fraction collected during these optimized conditions: nozzle diameter, 2.0 mm; Tinlet, 220 °C, Toutlet, 130 °C, air flow,
experiments are shown in Fig. 5a and highlight the notably lighter 35 m3 h−1; feed flow, 15 ml min−1. Finally, the catalyst was calcined at 700 °C for 7 h
nature of the liquid products obtained from the reaction feeding the (5 °C min−1) in air.
regenerative N2/O2 mixture. Up to 80% of the liquid has a boiling
Catalytic-cracking tests. The catalytic cracking of AL over E-Cat and ACM-101
point below 250 °C, while this fraction remains below 50% in the was conducted using the MZFB reactor, as in Fig. 1a, heated by a tubular oven. An
case of the liquid from the reaction feeding only N2. In line with AL/water emulsion was fed using two different HPLC 307 pumps (Gilson) and
this, Fourier-transform ion cyclotron resonance mass spectrom- mixing inside an ultrasonic bath at 40 °C. Gas carrier flow (N2/He) was controlled
etry (FT-ICR MS) analysis of the liquid reaction products (Fig. 5b) by mass flow controllers (Bronkhorst). Reaction products were passed through a
showed molecular weight distributions with decreasing average system of three condensers in series maintained at 70, 25 and 10 °C, respectively,
where the liquid fraction was collected for further analysis.
mass/charge (m/z) ratios, of roughly 450, 390, and 300 for the AL Meanwhile, gas products were analysed online by GC using a Trace 1310 gas
crude, and the liquid products feeding only N2 and the N2/O2 mixture, chromatograph (Thermo Scientific), with a MolSieve analytical column and a
respectively. The data in Table 3, as obtained from complementary thermal conductivity detector for the analysis of He (internal standard) and H2,
gas chromatography-mass spectrometry (GC-MS) measurements, and an Alumina Plot column and an FID for the separation analysis of C2–C5
show that alkanes were the chemical group mainly cracked in the hydrocarbons. GC-MS analysis was performed using Agilent 7890A apparatus with
a split FID and a mass spectrometer detector (5975C MS, Agilent Technologies).
AL crude, leading to the formation of predominant amounts of FT-ICR MS measurements with an atmospheric pressure photoionization source
total aromatics (A1 + A2, 55.6–59.5 wt%) in the liquid products, were conducted using a Bruker SolariX XR 9.4 Tesla instrument; the spectra were
with smaller amounts of alkanes. Specifically, owing to the higher further treated with Bruker DataAnalysis V4.5 software. The chemical formula
cracking activity maintained by the catalyst regenerated with the assignment was by Composer software (Sierra Analytics). FB experiments were
carried out using the same MZFB reactor but in a top–bottom configuration
oxidative stream, a higher amount of total alkanes (41.8 wt%) was
adapted for that purpose. Mass balances, in all cases found to be higher than 85%,
quantified in its derived liquid products, in contrast to the O2-free were estimated from the combination of gas product yields (by GC), the recovered
approach (39.0 wt%). It is noteworthy that the gas chromatograms mass of liquid oil products and solid residues over the catalyst as determined by
of both liquid products are comparable (see Supplementary Fig. 11). TGA. All calculations are described in the Supplementary Information.
Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal 239
Articles Nature Catalysis
Temperature-programmed oxidation and thermogravimetric analysis. Coke Received: 11 February 2020; Accepted: 14 January 2021;
analysis of the spent catalysts was carried out using a TGA/DSC1 STAR-e system Published online: 25 February 2021
(Mettler Toledo). Before TPO experiments, the catalyst was subjected to stripping
under N2 stream (50 ml min−1) up to the reaction temperature using a heating ramp
of 10 °C min−1. After that, the sample was cooled down and stabilized at 100 °C. For References
the coke combustion step, the temperature was increased to 800 °C using a heating 1. Murphree, E. V., Brown, C. L., Fischer, H. G. M., Gohr, E. J. & Sweeney, W. J.
ramp of 5 °C min−1 under an air flow of 50 ml min−1 and kept at 800 °C for 20 min to Fluid catalyst process. Catalytic cracking of petroleum. Ind. Eng. Chem. 35,
ensure the total combustion of coke. 768–773 (1943).
For TGA, the spent catalyst was heated from 40 to 800 °C, at a rate of 2. Wilson, J. W. Fluid Catalytic Cracking Technology and Operations (PennWell
10 °C min−1, under a nitrogen flow of 25 ml min−1, to remove all so-called coke Books, 1997).
precursors. After 30 min at 800 °C in this inert atmosphere, and maintaining the 3. World Oil Outlook 2040 (Organization of the Petroleum Exporting Countries,
same temperature, the catalyst was subjected to an air flow of 25 ml min−1, burning 2019).
in this way the remaining hard coke. Details on estimating the amounts of coke are 4. Corma, A. et al. Direct crude oil cracking for producing chemicals: thermal
included in the Supplementary Information. cracking modeling. Fuel 211, 726–736 (2018).
5. Corma, A. et al. Crude oil to chemicals: light olefins from crude oil. Catal.
Solid-state NMR measurements. The MAS ssNMR spectroscopic experiments Sci. Technol. 7, 12–46 (2017).
were performed using Bruker AVANCE III spectrometers operating at 400 MHz for 6. Amghizar, I., Vandewalle, L. A., Van Geem, K. M. & Marin, G. B. New trends
1
H using a conventional double-resonance 4 mm CP MAS probe. NMR chemical in olefin production. Engineering 3, 171–178 (2017).
shifts are reported with respect to the external reference adamantane. For 1D 7. Geerts, M. et al. Crude to olefins: effect of feedstock composition on coke
1
H–13C CP experiments, the following sequence was used: 90° pulse on the proton formation in a bench-scale steam cracking furnace. Ind. Eng. Chem. Res. 59,
(pulse length 2.4 s), then a CP step with the contact time of typically 2 ms, and 2849–2859 (2020).
finally acquisition of the 13C NMR signal under high-power proton decoupling. 8. Alotaibi, F. M. et al. Enhancing the production of light olefins from heavy
The delay between the scans was set to 4 s to allow complete relaxation of the 1H crude oils: turning challenges into opportunities. Catal. Today 317,
nuclei. The number of scans (NS) was as follows (Fig. 3: FB_510 (blue, NS = 6,000) 86–98 (2018).
and MZFB_510 (red, NS = 14,000) and (b) FB_570 (green, NS = 15,000) and 9. Vogt, E. T. C. & Weckhuysen, B. M. Fluid catalytic cracking: recent
FB_570-without water (violet, NS = 6,000). Figure 3 is represented in a normalized developments on the grand old lady of zeolite catalysis. Chem. Soc. Rev. 44,
manner taking into account the respective NS value. An exponential apodization 7342–7370 (2015).
function corresponding to a line broadening of 80 Hz was applied prior to Fourier 10. Knight, J. & Mehlberg, R. Maximize propylene from your FCC unit.
transformation. The 2D 1H–13C HETCOR ssNMR spectroscopy experiments Hydrocarb. Process. 90, 91–95 (2011).
were performed according to the following scheme: 90° proton pulse, t1 evolution 11. Soni, D. S. & Castagnos, L. F. System and method for selective
period, CP to 13C, and detection of the 13C magnetization under two-pulse phase component cracking to maximize production of light olefins. Eur. patent
modulation decoupling. For the CP step, a ramped radio frequency field centred at EP1713884 (2005).
75 kHz was applied to the protons, while the 13C channel radio frequency field was 12. Pittman, R. M. & Upson, L. L. FCC process with improved yield of light
matched to obtain an optimal signal. Using a short contact time (0.2 ms) for the CP olefins. US patent US6538169 (2000).
step, the polarization transfer in the dipolar correlation experiment was verified to 13. Chaohe, Y., Xiaobo, C., Jinhong, Z., Chunyi, L. & Honghong, S. Advances of
be selective for the first coordination sphere to lead to correlations only between two-stage riser catalytic cracking of heavy oil for maximizing propylene yield
pairs of attached 1H–13C spins (C–H directly bonded). The total NS value was 2,500 (TMP) process. Appl. Petrochem. Res. 4, 435–439 (2014).
and the size of the free induction decay (time domain) was 2,048(F2)/24(F1). Both 14. Steinhofer, A. Make petrochemicals from crude oil. Hydrocarb. Process. Pet.
1
H and 13C chemical shifts were externally referenced to adamantane. In all cases, Refiner 44, 134–142 (1965).
other relevant acquisition parameters are described in figure captions. All NMR 15. Asinger, F. Mono-Olefins: Chemistry and Technology (Elsevier Science, 2013).
spectra were processed and analysed using Bruker TopSpin 3.6.0. 16. 朱根权, 李正, 谢朝钢, 鲁维民 (Petroleum hydrocarbon catalytic conversion
method for high output of ethylene, propylene and light aromatic
Powder X-ray diffraction. Diffraction patterns for ACM-101 were recorded using hydrocarbons). Chinese patent CN102443423A (2010).
Bruker D8 Advance operated at 30 kV and 30 mA using monochromatic Cu-Kα 17. Tullo, A. H. Why the future of oil is in chemicals, not fuels. Chem. Eng. News
radiation (λ = 1.5418 Å), a scan speed of 0.5 s per step, and a step size of 0.2° in the 97 (2019).
2θ range of 5–90°. The crystalline phases were identified using the PDF-4+ (2019) 18. Gascon, J., Tellez, C., Herguido, J., Jakobsen, H. A. & Menéndez, M.
crystal database. Modeling of fluidized bed reactors with two reaction zones. AIChE J. 52,
3911–3923 (2006).
Nitrogen physisorption measurements. N2 adsorption–desorption isotherms of 19. Hupp, S. S. & Swift, H. E. Oxidative coupling of toluene to stilbene. Ind. Eng.
fresh/spent catalysts were obtained using a Micromeritics ASAP 2040 instrument Chem. Prod. Res. Dev. 18, 117–122 (1979).
at 77 K. Before the measurements, the samples were outgassed at 300 °C for 20. Soler, J., Nieto, J. M. L., Herguido, J., Menéndez, M. & Santamaría, J.
8 h under a dry N2 flow. Specific surface areas were estimated according to the Oxidative dehydrogenation of n-butane in a two-zone fluidized-bed reactor.
Brunauer–Emmett–Teller method in the relative pressure range of 0.05–0.25. The Ind. Eng. Chem. Res. 38, 90–97 (1999).
total pore volume was estimated from a single point adsorption measurement at 21. Rubio, O., Herguido, J. & Menéndez, A. Two-zone fluidized bed reactor for
P/P0 = 0.94, for pore sizes below 35 nm, disregarding macropores. The micropore simultaneous reaction and catalyst reoxidation: influence of reactor size. Appl.
volume was estimated from the T-plot approximation. Catal. A 272, 321–327 (2004).
22. Gascon, J., Tellez, C., Herguido, J. & Menéndez, A. A two-zone fluidized bed
Scanning electron microscopy. The catalysts were evaluated by scanning electron reactor for catalytic propane dehydrogenation. Chem. Eng. J. 106, 91–96 (2005).
microscopy using an FEI TENEO VS scanning electron microscope. Micrographs 23. Julian, I., Herguido, J. & Menéndez, M. Particle mixing in a two-section
were obtained with an electron energy of 2 kV and a 5 mm working distance. two-zone fluidized bed reactor. Experimental technique and counter-current
back-mixing model validation. Ind. Eng. Chem. Res. 52, 13587–13596 (2013).
Residence time distribution in an MZFB reactor via CFD simulations. To 24. Speight, J. G. & Özüm, B. Petroleum Refining Processes (Marcel Dekker, 2002).
evaluate the gas-phase RTD in an MZFB reactor, use was made of non-reactive CFD 25. Parthasarathi, R. S. & Alabduljabbar, S. S. HS-FCC high-severity fluidized
simulations over a 2D domain of the reactor. The computational domain follows the catalytic cracking: a newcomer to the FCC family. Appl. Petrochem. Res. 4,
same principles as that of the experimental reactor with the regeneration stream inlet 441–444 (2014).
being at the bottom of the reactor and the liquid inlet located at the top left-hand 26. den Hollander, M. A., Wissink, M., Makkee, M. & Moulijn, J. A. Gasoline
side of the reactor geometry. The single, common outlet of the reactor is located on conversion: reactivity towards cracking with equilibrated FCC and ZSM-5
the top right side. Choice of the 2D computational domain, as is common for many catalysts. Appl. Catal. A 223, 85–102 (2002).
intricate reactor designs operating with complex chemical kinetics, comes from 27. Zhang, J., Shan, H., Chen, X., Li, C. & Yang, C. In situ upgrading of light
the point of view of reducing the complexity of the actual design, thereby speeding fluid catalytic cracking naphtha for minimum loss. Ind. Eng. Chem. Res. 52,
up the desired simulations without affecting the accuracy of the results obtained. 6366–6376 (2013).
A mesh with ~18,000 cells was chosen for further calculations based on the mesh 28. Siddiqui, M. A. B., Aitani, A. M., Saeed, M. R., Al-Yassir, N. & Al-Khattaf, S.
independency study performed on multiple meshes of this reactor geometry. More Enhancing propylene production from catalytic cracking of Arabian Light
details about the RTD studies are included in the Supplementary methods. VGO over novel zeolites as FCC catalyst additives. Fuel 90, 459–466 (2011).
29. Chen, S. & Manos, G. Study of coke and coke precursors during catalytic
Data availability cracking of n-hexane and 1-hexene over ultrastable Y zeolite. Catal. Lett. 96,
All data presented in this study are included in this published manuscript and its 195–200 (2004).
Supplementary Information or are available from the corresponding author upon 30. den Hollander, M. A., Makkee, M. & Moulijn, J. A. Coke formation in fluid
reasonable request. catalytic cracking studied with the microriser. Catal. Today 46, 27–35 (1998).
240 Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal
Nature Catalysis Articles
31. Otterstedt, J. E., Gevert, S. B., Jäås, S. G. & Menon, P. G. Fluid catalytic Acknowledgements
cracking of heavy (residual) oil fractions: a review. Appl. Catal. 22, We acknowledge Saudi Aramco for financial support. Y. Saih, S. Telalovic and L. E.
159–179 (1986). Gevers are gratefully acknowledged for technical support and S. Ramirez Cherbuy for the
32. Absi-Halabi, M., Stanislaus, A. & Trimm, D. L. Coke formation on catalysts artwork design.
during the hydroprocessing of heavy oils. Appl. Catal. 72, 193–215 (1991).
33. Ramirez, A. et al. Effect of zeolite topology and reactor configuration on the
direct conversion of CO2 to light olefins and aromatics. ACS Catal. 9,
Author contributions
J.G. conceived, designed and supervised the project together with M.A. and A.R.-G.
6320–6334 (2019).
All catalytic assessment experiments and data interpretation were carried out by M.A.
34. Chowdhury, A. D. et al. Electrophilic aromatic substitution over zeolites
and A.R.-G. Synthesis and characterization of the ACM-101 catalyst formulation
generates Wheland-type reaction intermediates. Nat. Catal. 1, 23–31 (2018).
was the responsibility of T.S. and A.D. The ssNMR analysis and data interpretation
35. Qi, G. et al. Behaviors of coke deposition on SAPO-34 catalyst during
was performed by A.D.C. and E.A.-H. Thermogravimetric analysis was performed
methanol conversion to light olefins. Fuel Process. Technol. 88,
by J.V., M.A., A.R.-G. and I.H. SIMDIS analysis of liquid products was performed by
437–441 (2007).
J.V., A.R.-G. and M.A. FT-ICR MS and GC-MS analyses were performed by I.H. and
36. Zhao, X. B. et al. Achieving a superlong lifetime in the zeolite-catalyzed MTO
W.Z. CFD simulations were performed by S.R.K. and supervised by P.C. All kinetics
reaction under high pressure: synergistic effect of hydrogen and water. ACS
simulations for AL/oxygen auto-ignition were the responsibility of S.M.S. Participation
Catal. 9, 3017–3025 (2019).
in the discussion of results and industrial applicability was contributed by A.B.S., O.S.A.,
37. Corma, A., Marie, O. & Ortega, F. J. Interaction of water with the surface of a
I.M.-O. and W.X. The manuscript was drafted by M.A., A.R.-G. and J.G. with input from
zeolite catalyst during catalytic cracking: a spectroscopy and kinetic study. J.
all the authors.
Catal. 222, 338–347 (2004).
38. Shoinkhorova, T. et al. Shaping of ZSM-5-based catalysts via spray drying:
effect on methanol-to-olefins performance. ACS Appl. Mater. Interfaces 11, Competing interests
44133–44143 (2019). Two patent applications (WO2020109885(A1) and provisional application number PCT/
39. Ghrib, Y. et al. Synthesis of cocrystallized USY/ZSM-5 zeolites from kaolin IB2020/057120) have been filed by the authors covering different aspects of this work.
and its use as fluid catalytic cracking catalysts. Catal. Sci. Technol. 8,
716–725 (2018). Additional information
40. Haas, A., Finger, K.-E. & Alkemade, U. Application of the energy gradient Supplementary information The online version contains supplementary material
selectivity concept to fluid catalytic cracking catalysts. Appl. Catal. A 115, available at https://doi.org/10.1038/s41929-021-00580-7.
103–120 (1994).
41. Adewuyia, Y. G., Klocke, D. J. & Buchanan, J. S. Effects of high-level Correspondence and requests for materials should be addressed to J.G.
additions of ZSM-5 to a fluid catalytic cracking (FCC) RE-USY catalyst. Appl. Peer review information Nature Catalysis thanks Guang Cao, Kevin M. Van Geem and
Catal. A 131, 121–133 (1995). the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
42. Rahimi, N. & Karimzadeh, R. Catalytic cracking of hydrocarbons over Reprints and permissions information is available at www.nature.com/reprints.
modified ZSM-5 zeolites to produce light olefins: a review. Appl. Catal. A
398, 1–17 (2011). Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in
43. Corma, A. et al. Methylcyclohexane and methylcyclohexene cracking over published maps and institutional affiliations.
zeolite Y catalysts. Appl. Catal. 67, 307–324 (1990). © The Author(s), under exclusive licence to Springer Nature Limited 2021
Nature Catalysis | VOL 4 | March 2021 | 233–241 | www.nature.com/natcatal 241
You might also like
- Inf Ufc 85Document13 pagesInf Ufc 85Luciano Montellano Abasto100% (2)
- Acyl CompoundsDocument38 pagesAcyl CompoundsAlaa Al HamedNo ratings yet
- Biochemistry - Nucleic Acid Lesson PlanDocument19 pagesBiochemistry - Nucleic Acid Lesson PlanMark Kevin Dumlao100% (1)
- Egeberg 2010 - Hydrotreating in The Production ofDocument13 pagesEgeberg 2010 - Hydrotreating in The Production ofNadia RizanedewiNo ratings yet
- Dupont's CFB Technology For Maleic AnhydrideDocument6 pagesDupont's CFB Technology For Maleic AnhydrideApril JuneNo ratings yet
- EXPERIMENT 5 Food Chemistry Egg White AlbuminDocument5 pagesEXPERIMENT 5 Food Chemistry Egg White AlbuminNurmazillazainal100% (3)
- Crude To chemicaGBPs Part 2Document6 pagesCrude To chemicaGBPs Part 2KemkengNo ratings yet
- Fundamental Study of Hierarchical Millisecond Gas-Phase Catalytic Cracking Process For Enhancing The Production of LightDocument9 pagesFundamental Study of Hierarchical Millisecond Gas-Phase Catalytic Cracking Process For Enhancing The Production of LightwidyalelyNo ratings yet
- Predict MIddle Distillate PropertiesDocument8 pagesPredict MIddle Distillate PropertiesKumarNo ratings yet
- Presentation ON Catalytic Cracking of Heavy ResidueDocument27 pagesPresentation ON Catalytic Cracking of Heavy ResidueRaihanNo ratings yet
- Y40728 Paper SharjahDocument9 pagesY40728 Paper SharjahCendy Mega PratiwiNo ratings yet
- W3V20 - Refining Processes2 - HandoutDocument9 pagesW3V20 - Refining Processes2 - HandoutgbengaNo ratings yet
- Screw CompressorsDocument4 pagesScrew CompressorsGeorge J AlukkalNo ratings yet
- 1 s2.0 S0926337316307810 MainDocument11 pages1 s2.0 S0926337316307810 MainHamza BoulikaNo ratings yet
- Cavitation Hydrocarbon CrackingDocument28 pagesCavitation Hydrocarbon Crackingfaradinti100% (1)
- ChE499 Design Project - Brief Project Descriptions Miri 2011Document8 pagesChE499 Design Project - Brief Project Descriptions Miri 2011Norman ChinNo ratings yet
- Fluid Catalytic CrackingDocument16 pagesFluid Catalytic Crackingbubalazi100% (1)
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 20: Secondary ProcessingDocument8 pagesModule 3: Liquid Fossil Fuel (Petroleum) Lecture 20: Secondary Processingapi-256504985No ratings yet
- Hydrocracking Design 2 Is A Block Flow Diagram of Area 300 of The Mild HydrocrackingDocument5 pagesHydrocracking Design 2 Is A Block Flow Diagram of Area 300 of The Mild HydrocrackingMuhammad SaquibNo ratings yet
- Catalytic CrackingDocument120 pagesCatalytic CrackingAlcides RodríguezNo ratings yet
- Fluid Catalytic CrackingDocument20 pagesFluid Catalytic CrackingSandeep KumarNo ratings yet
- MTBE Unit Expansion-ConversionDocument13 pagesMTBE Unit Expansion-Conversiontunganh1110100% (1)
- Energy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemDocument13 pagesEnergy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemVAIBHAV FACHARANo ratings yet
- Towards A Zero Gasoline Refinery PTQ Parts 1 2Document15 pagesTowards A Zero Gasoline Refinery PTQ Parts 1 2Anil UpadhyaNo ratings yet
- Maximum FCC Diesel Yield With TSRFCC TechnologyDocument2 pagesMaximum FCC Diesel Yield With TSRFCC TechnologyMai Ngoc ChienNo ratings yet
- 1 s2.0 092058618785006X MainDocument21 pages1 s2.0 092058618785006X MainAnelisa Lima das MercesNo ratings yet
- Article Crude To Chemicals The Catalyst Review Part I 1714446882Document5 pagesArticle Crude To Chemicals The Catalyst Review Part I 1714446882thakuryaNo ratings yet
- Modern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline ManufactureDocument5 pagesModern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline Manufacturealmoanna97No ratings yet
- 017 Catalytic CrackingDocument10 pages017 Catalytic CrackingJess TobiasNo ratings yet
- IOCL Intern ReportDocument10 pagesIOCL Intern ReportAbhishek GautamNo ratings yet
- HP May 2014 Official EprintDocument6 pagesHP May 2014 Official Eprintdonald55555No ratings yet
- Refinery BasicsDocument31 pagesRefinery Basicsanurag100% (1)
- Jatropha CurcasDocument1 pageJatropha CurcasAhmad YuhardiNo ratings yet
- GEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Document32 pagesGEN PAPYR 5578 KBR FCC by NICCUM in CH 3 1 BK PP 3 3 3 34 Y 2004Nguyễn ÁnhNo ratings yet
- Novel Solution To Oil Spill Recovery: Using Thermodegradable Polyole Fin Oil Superabsorbent Polymer (Oil SAP)Document7 pagesNovel Solution To Oil Spill Recovery: Using Thermodegradable Polyole Fin Oil Superabsorbent Polymer (Oil SAP)Grinder Hernan Rojas UrcohuarangaNo ratings yet
- Bp-Uop Cyclar Process: Lubo ZhouDocument10 pagesBp-Uop Cyclar Process: Lubo ZhouBharavi K SNo ratings yet
- Tuning Reaction Conditions To Enhance Catalytic Performance of Solid Ion-Exchange Resins CatalystsDocument7 pagesTuning Reaction Conditions To Enhance Catalytic Performance of Solid Ion-Exchange Resins CatalystsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Introduction of Catalytic Reforming ProcessDocument10 pagesIntroduction of Catalytic Reforming Processsagarchawla13100% (1)
- VCMStudy Catalyst Group HS FCC For Propylene Concept To Commercial OperationDocument7 pagesVCMStudy Catalyst Group HS FCC For Propylene Concept To Commercial Operationxtrooz abiNo ratings yet
- UOP Fluidized Catalytic Cracking Process: Presented byDocument31 pagesUOP Fluidized Catalytic Cracking Process: Presented byLaurensNo ratings yet
- Hydrocarbon ExamDocument9 pagesHydrocarbon Examalina.tlekkabylova270202No ratings yet
- Marco Teorico Fondos DemexDocument14 pagesMarco Teorico Fondos Demexauxosua1986No ratings yet
- GBPummus Crude To chemicaGBPs Part 1 The Basic Concept of CrudesDocument6 pagesGBPummus Crude To chemicaGBPs Part 1 The Basic Concept of CrudesKemkengNo ratings yet
- Biodiesel Current Technology UltrasonicDocument32 pagesBiodiesel Current Technology UltrasonicMaka MagnaretogneNo ratings yet
- Catalytic Cracking: P A R T 3Document34 pagesCatalytic Cracking: P A R T 3Bharavi K SNo ratings yet
- Upgrading The Bottom of The BarrelDocument7 pagesUpgrading The Bottom of The BarrelmmintakaNo ratings yet
- (79 86) V10N7CTDocument8 pages(79 86) V10N7CTertugrul anonymousNo ratings yet
- Effect of The Operating Pressure On Residual Oil HydroprocessingDocument6 pagesEffect of The Operating Pressure On Residual Oil HydroprocessingOwais AhmedNo ratings yet
- Vocational Training Report I.O.C.L Haldia Refinary: Jadavpur UniversityDocument54 pagesVocational Training Report I.O.C.L Haldia Refinary: Jadavpur Universityrahul aseriNo ratings yet
- Simulation of Bitumen Upgrading ProcessesDocument6 pagesSimulation of Bitumen Upgrading ProcessesDonato MontroneNo ratings yet
- Down-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenDocument10 pagesDown-Hole Heavy Crude Oil Upgrading by CAPRI Effect of HydrogenAli ShahNo ratings yet
- FCC Process Fundamentals & Technology EvolutionDocument42 pagesFCC Process Fundamentals & Technology Evolutionranjith_asp0% (1)
- Catalytic PolymerisationDocument7 pagesCatalytic PolymerisationguhadebasisNo ratings yet
- Bezergianni 2011Document6 pagesBezergianni 2011mayaNo ratings yet
- PC 1 2012 Askari 148Document10 pagesPC 1 2012 Askari 148vu anh ducNo ratings yet
- Petroleum Refining ProcessDocument11 pagesPetroleum Refining ProcessRawsht MuradyNo ratings yet
- CrackingDocument28 pagesCrackingzaraNo ratings yet
- Vacuum Distillation Is A Key Part of The Petroleum Refining ProcessDocument1 pageVacuum Distillation Is A Key Part of The Petroleum Refining ProcessRamesh DasariNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- Structure of The Second Polymorph of Niobium PentaDocument4 pagesStructure of The Second Polymorph of Niobium PentaJosé BarrosNo ratings yet
- 1 PBDocument8 pages1 PBJosé BarrosNo ratings yet
- COVID-19: Molecular Targets, Drug Repurposing and New Avenues For Drug DiscoveryDocument32 pagesCOVID-19: Molecular Targets, Drug Repurposing and New Avenues For Drug DiscoveryJosé BarrosNo ratings yet
- Organic Compo Jnds of Niobium and Tantalum Iv. Reactions of Niobium and Tantalum Pentaethoxides With /V&DiketonesDocument9 pagesOrganic Compo Jnds of Niobium and Tantalum Iv. Reactions of Niobium and Tantalum Pentaethoxides With /V&DiketonesJosé BarrosNo ratings yet
- Taghizadeh 2018Document11 pagesTaghizadeh 2018José BarrosNo ratings yet
- Thesis David VerbartDocument98 pagesThesis David VerbartJosé BarrosNo ratings yet
- Catalysts: Active Site of O and Its Improvement Mechanism Over Ce-Ti Catalyst For NH - SCR ReactionDocument14 pagesCatalysts: Active Site of O and Its Improvement Mechanism Over Ce-Ti Catalyst For NH - SCR ReactionJosé BarrosNo ratings yet
- NDC CODE: 55533-520: Safety Data SheetDocument4 pagesNDC CODE: 55533-520: Safety Data SheetPedro Manuel CueriNo ratings yet
- EnglishDocument16 pagesEnglishxxxloveu4everxxxNo ratings yet
- Bioremediation of Oil Spills: A Review of Challenges For Research AdvancementDocument30 pagesBioremediation of Oil Spills: A Review of Challenges For Research AdvancementShinta NaurahNo ratings yet
- MWI UWEM 2014 44 Eric Ntamukunzi - MSC ThesisDocument37 pagesMWI UWEM 2014 44 Eric Ntamukunzi - MSC ThesiselgenegymmmmNo ratings yet
- SEPA Super Acid Etch Primer 425G - EN MSDSDocument5 pagesSEPA Super Acid Etch Primer 425G - EN MSDSAlex HooverNo ratings yet
- Screenshot 2022-10-09 at 11.37.54 PMDocument6 pagesScreenshot 2022-10-09 at 11.37.54 PMpsyxs4tsv9No ratings yet
- MSC Chemistry SyllabusDocument96 pagesMSC Chemistry SyllabusA.kNo ratings yet
- Chia Seed Paper PDFDocument7 pagesChia Seed Paper PDFFARCASANU MARIA-ANDREEANo ratings yet
- Processes 08 00569 v2 PDFDocument27 pagesProcesses 08 00569 v2 PDFDebashish Priyanka SinhaNo ratings yet
- Chemicals of High Concern List (Sorted Alphabetically)Document125 pagesChemicals of High Concern List (Sorted Alphabetically)Marcos ROSSINo ratings yet
- 1 s2.0 S0300944022003034 MainDocument10 pages1 s2.0 S0300944022003034 MainhawNo ratings yet
- Soil Quality and Soil HealthDocument6 pagesSoil Quality and Soil Healthruth obaraNo ratings yet
- Biochemistry Student PDFDocument21 pagesBiochemistry Student PDFDar AaqibNo ratings yet
- 29599Document908 pages29599sunny bhatiaNo ratings yet
- Paint Application: (Surface Treatment Procedure)Document44 pagesPaint Application: (Surface Treatment Procedure)Abbas AliNo ratings yet
- Project Report On Precipitated Calcium CarbonateDocument9 pagesProject Report On Precipitated Calcium CarbonateEIRI Board of Consultants and PublishersNo ratings yet
- HPLC Method Development - ChitosanDocument10 pagesHPLC Method Development - ChitosanuthraNo ratings yet
- IGCSE Student Revision Power Point Topic 5 - 複本Document16 pagesIGCSE Student Revision Power Point Topic 5 - 複本yt kNo ratings yet
- Utilization of Microalgal Bacterial Energy Nexus Improves - 2023 - EcotoxicologyDocument16 pagesUtilization of Microalgal Bacterial Energy Nexus Improves - 2023 - EcotoxicologyCristhian RodriguezNo ratings yet
- Ultrasonics - Sonochemistry: SciencedirectDocument11 pagesUltrasonics - Sonochemistry: SciencedirectLeni LismayantiNo ratings yet
- Jurnal Budi-Utomo 081114053Document9 pagesJurnal Budi-Utomo 081114053AprilianiNo ratings yet
- Metabolism of Carbohydrates and LipidsDocument7 pagesMetabolism of Carbohydrates and LipidsKhazel CasimiroNo ratings yet
- Plywood & AdhesivesDocument37 pagesPlywood & AdhesivesArch JiyaNo ratings yet
- Textile Vocabulary 2Document10 pagesTextile Vocabulary 2scribd101No ratings yet
- 10 Haloalkanes and Haloarenes: SolutionsDocument40 pages10 Haloalkanes and Haloarenes: SolutionsArpanaNo ratings yet
- Factors That Affect The Fatigue Life of Rubber: A Literature SurveyDocument25 pagesFactors That Affect The Fatigue Life of Rubber: A Literature Surveyxd0No ratings yet
- APR GeneralDocument53 pagesAPR GeneralAlex McMinnNo ratings yet