You might also like
- Ultrasonic Machining (USM) : Dr. Harlal Singh MaliDocument11 pagesUltrasonic Machining (USM) : Dr. Harlal Singh MaliPrashant Singh SankhalaNo ratings yet
- Final Report 2Document16 pagesFinal Report 2Ravi PatelNo ratings yet
- Study of Parameters of Ultrasonic MachiningDocument43 pagesStudy of Parameters of Ultrasonic MachiningZoric BobbyNo ratings yet
- Assignment#3 Group #2: Manufacturing Process Ultrasonic MachiningDocument16 pagesAssignment#3 Group #2: Manufacturing Process Ultrasonic MachiningThe Noob100% (1)
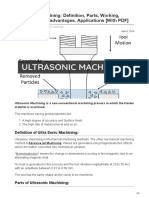
- Ultrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFDocument6 pagesUltrasonic Machining Definition Parts Working Advantages Disadvantages Applications With PDFMD Al-AminNo ratings yet
- Chapter 2Document16 pagesChapter 2KAMALJEET SINGHNo ratings yet
- Ultra Sound MachiningDocument20 pagesUltra Sound MachiningVishalHarchandaniNo ratings yet
- Ultrasonic MachiningDocument20 pagesUltrasonic MachiningKoushik Rao100% (1)
- Define USM: Ultrasonic Machining Process ExplainedDocument32 pagesDefine USM: Ultrasonic Machining Process ExplainedAshwin DevNo ratings yet
- Ultrasonic Machining SeminarDocument11 pagesUltrasonic Machining Seminarhyundai31050% (2)
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Chapter - 4 Advance Manufacturing ProcessesDocument77 pagesChapter - 4 Advance Manufacturing ProcessesKarnal 0388No ratings yet
- Ultrasonic MachiningDocument26 pagesUltrasonic MachiningEmanuel Nuñez ClavecillasNo ratings yet
- USM Working PrincipleDocument3 pagesUSM Working PrincipleAnonymous dL8dsCncNo ratings yet
- Ultrasonic-Machining ProcessDocument16 pagesUltrasonic-Machining ProcessTrung Quoc LeNo ratings yet
- Modern Manufacturing ProcssesDocument24 pagesModern Manufacturing ProcssesAravind SudheesanNo ratings yet
- Ultrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Document8 pagesUltrasonic Machining Engineering Materials And Manufacuring Technology اشع ديعس نزام ديعس 0147566Saeed AshaNo ratings yet
- Ultrasonic Machining: An Overview of the Process and Its ElementsDocument45 pagesUltrasonic Machining: An Overview of the Process and Its ElementsBharath KumarNo ratings yet
- Parameter Affecting Ultrasonic Machining IJERTV8IS110053Document15 pagesParameter Affecting Ultrasonic Machining IJERTV8IS110053Rit GoshNo ratings yet
- USM NotesDocument11 pagesUSM Notes18R21A0310 BIYYALA SHESHAGIRINo ratings yet
- Ultrasonic Machining by M.8601685.PowerpointDocument8 pagesUltrasonic Machining by M.8601685.PowerpointSheikh waleedNo ratings yet
- Ultrasonic Machining PPT (1)Document20 pagesUltrasonic Machining PPT (1)Julianus RizkoNo ratings yet
- Ultrasonic MachiningDocument14 pagesUltrasonic MachiningKeyur SoleNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersDocument4 pagesModule-3: Advanced Material Removal Processes: Lecture No-8 Ultrasonic Machine and Its Process ParametersrakeshchandrooNo ratings yet
- Mechanical SeminarDocument19 pagesMechanical SeminarLAKKANABOINA LAKSHMANARAONo ratings yet
- MENG 439: Ultrasonic MachiningDocument24 pagesMENG 439: Ultrasonic MachiningAdhi ThyanNo ratings yet
- Advanced Manufacturing ProcessDocument2 pagesAdvanced Manufacturing ProcessBiswadeep Roy ChoudhuryNo ratings yet
- Ultrasonic Machining SeminarDocument20 pagesUltrasonic Machining SeminarSymbol Of LoveNo ratings yet
- # 3 - Ultrasonic MachiningDocument48 pages# 3 - Ultrasonic MachiningRohan RautNo ratings yet
- Advanced Machining ProcessesDocument106 pagesAdvanced Machining ProcessesyogeshNo ratings yet
- Ultrasonic Machining: Principle of USMDocument5 pagesUltrasonic Machining: Principle of USMmahammad kamaluddeenNo ratings yet
- Development of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMDocument16 pagesDevelopment of Design and Manufacturing Support Tool For Optimization of Ultrasonic Machining (USM) and Rotary USMPopescu GeorgeNo ratings yet
- Dinakaran 2 CMLDocument86 pagesDinakaran 2 CMLShashwarya ShashuNo ratings yet
- Unit-Ii Advanced Mechanical Processes Ultrasonic MachiningDocument14 pagesUnit-Ii Advanced Mechanical Processes Ultrasonic MachiningAbhishek KumarNo ratings yet
- Unit 1Document37 pagesUnit 1Dare DevilNo ratings yet
- Parameter Affecting Ultrasonic Machining: December 2019Document16 pagesParameter Affecting Ultrasonic Machining: December 2019Sheikh waleedNo ratings yet
- Ultrasonic Machining of Brittle MaterialsDocument73 pagesUltrasonic Machining of Brittle MaterialsraghurockramNo ratings yet
- Ultrasonic Machining of Titanium: Tool Wear AnalysisDocument48 pagesUltrasonic Machining of Titanium: Tool Wear AnalysisRavichandran GNo ratings yet
- Ultrasonic Machining Process OverviewDocument3 pagesUltrasonic Machining Process OverviewAyush TrivediNo ratings yet
- Hiya - (PC-ME 701)Document9 pagesHiya - (PC-ME 701)Peeka BooNo ratings yet
- Ultrasonic Machining (Usm)Document12 pagesUltrasonic Machining (Usm)RAMAKANT RANANo ratings yet
- Ultrasonic Machining and Electrochemical Machining ProcessesDocument10 pagesUltrasonic Machining and Electrochemical Machining ProcessesLalitChoudharyNo ratings yet
- Ultrasonic Machining (USM)Document20 pagesUltrasonic Machining (USM)Prateek SharmaNo ratings yet
- Advanced Machining Processes: Ultrasonic MachiningDocument66 pagesAdvanced Machining Processes: Ultrasonic MachiningKenneth C.LinojNo ratings yet
- Working Principle of Ultrasonic MachiningDocument7 pagesWorking Principle of Ultrasonic MachiningYogesh KandaNo ratings yet
- Ultrasonic Machining: A Guide to Working, Components, Advantages & ApplicationsDocument15 pagesUltrasonic Machining: A Guide to Working, Components, Advantages & ApplicationsMohsen SaidiNo ratings yet
- Ultrasonic MachiningDocument12 pagesUltrasonic MachiningTumai Bau kiNo ratings yet
- Advanced Material Removal Using Ultrasonic MachiningDocument5 pagesAdvanced Material Removal Using Ultrasonic MachiningAbhishek TuliNo ratings yet
- Ilovepdf MergedDocument74 pagesIlovepdf MergedAbdulrahman goudaNo ratings yet
- Ultrasonic Machining: Mechanisms of Material Removal in USMDocument4 pagesUltrasonic Machining: Mechanisms of Material Removal in USMGunabalan SellanNo ratings yet
- Design of A Circular Hollow Ultrasonic Horn For USM Using Finite Element AnalysisDocument16 pagesDesign of A Circular Hollow Ultrasonic Horn For USM Using Finite Element AnalysisAnurag SachanNo ratings yet
- UCMP PPT Updated 30jan20 - 1Document261 pagesUCMP PPT Updated 30jan20 - 1Mr Yasin Mech StaffNo ratings yet
- Here are the answers to the quiz questions:1. Germanium 2. Steel3. Increase MRR4. MechanicalDocument13 pagesHere are the answers to the quiz questions:1. Germanium 2. Steel3. Increase MRR4. MechanicalSaswat KhataiNo ratings yet
- Ultrasonic Machinig: Click To Edit Master Title StyleDocument16 pagesUltrasonic Machinig: Click To Edit Master Title Stylebunty231No ratings yet
- Ultrasonic Machining ReportDocument12 pagesUltrasonic Machining Reporterlangga_bayuNo ratings yet
- Chapter 1 - 012010Document93 pagesChapter 1 - 012010muhamadsaidiNo ratings yet
- Ultrasonic Machining (Usm)Document17 pagesUltrasonic Machining (Usm)Prasad ChikkamNo ratings yet
- Tugas Manufaktur 2 Ultrasonic Machining Process: Dosen Pengampu: Zulkani Sinaga, Ir.,M.TDocument10 pagesTugas Manufaktur 2 Ultrasonic Machining Process: Dosen Pengampu: Zulkani Sinaga, Ir.,M.Tpunto bayu ajiNo ratings yet
- Ultrasonic horn design modal analysisDocument11 pagesUltrasonic horn design modal analysisMuhammad Fathir UroerayanaNo ratings yet
- Assignment Cum Tutorial Sheet - 9Document2 pagesAssignment Cum Tutorial Sheet - 9HARSHVARDHAN SINGH RATHORENo ratings yet
- 8B-Electron Beam Machining (EBM) Welding (EBW)Document19 pages8B-Electron Beam Machining (EBM) Welding (EBW)HARSHVARDHAN SINGH RATHORENo ratings yet
- Past Exam Semester 6Document22 pagesPast Exam Semester 6HARSHVARDHAN SINGH RATHORENo ratings yet
- 4B-WJM WJCDocument10 pages4B-WJM WJCHARSHVARDHAN SINGH RATHORENo ratings yet
- 4a AjmDocument13 pages4a AjmHARSHVARDHAN SINGH RATHORENo ratings yet
- Subject Name & Code: DSP (R1632044) Date of Exam: 17-10-20: Write Ur Options in Below TableDocument2 pagesSubject Name & Code: DSP (R1632044) Date of Exam: 17-10-20: Write Ur Options in Below TablepawanNo ratings yet
- L9 - Mealy and Moore MachinesDocument28 pagesL9 - Mealy and Moore MachinesGamaliel Narvios AguilarNo ratings yet
- Attiny 2313Document226 pagesAttiny 2313api-241773043No ratings yet
- EMUA Solution For 3900 Series BTSDocument6 pagesEMUA Solution For 3900 Series BTSMohammad Maher Al ShatterNo ratings yet
- Wireless ElectricityDocument8 pagesWireless ElectricitySrinath Kv100% (1)
- PF ArcDocument1 pagePF Arcrafik1995No ratings yet
- Fdocuments - in - Delphi Scan Tool Manual PDFDocument81 pagesFdocuments - in - Delphi Scan Tool Manual PDFWanderson SantanaNo ratings yet
- Osp-0771 2023.07.06Document28 pagesOsp-0771 2023.07.06Putu Aditya RenandanaNo ratings yet
- Five 9Document20 pagesFive 9Andy DNo ratings yet
- Intellicharger NEW I2: Important Notice Concerning Warranty ServiceDocument1 pageIntellicharger NEW I2: Important Notice Concerning Warranty ServiceMuhammad Awwalul AzmiNo ratings yet
- Professional Battery Charger: WWW - Everactive.plDocument36 pagesProfessional Battery Charger: WWW - Everactive.plValentin PopescuNo ratings yet
- Firmware FixDocument5 pagesFirmware FixShelly KellerNo ratings yet
- HP ColorLJ9500 MFP SMDocument574 pagesHP ColorLJ9500 MFP SMcwalters7No ratings yet
- 1085 6140 PDFDocument233 pages1085 6140 PDFgabed24No ratings yet
- Insulators For Transmission LinesDocument17 pagesInsulators For Transmission LinesUmar Farooq100% (1)
- An Experimental Prototype of Buck Converter Fed Series DC Motor Implementing Speed and Current ControlsDocument4 pagesAn Experimental Prototype of Buck Converter Fed Series DC Motor Implementing Speed and Current ControlsdevchandarNo ratings yet
- GATE Signals and Systems by KanodiaDocument128 pagesGATE Signals and Systems by Kanodiakaran11380% (5)
- General Specifications: GS 05P03D21-01ENDocument8 pagesGeneral Specifications: GS 05P03D21-01ENHalenaBuanNo ratings yet
- Manual HLR PDFDocument23 pagesManual HLR PDFFrancisco Javier Ramirez JaramilloNo ratings yet
- Targo II: TM-Helmet Mounted Display SystemDocument4 pagesTargo II: TM-Helmet Mounted Display SystemManuel SolisNo ratings yet
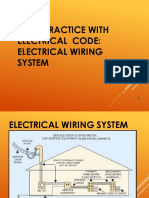
- Electrical Wiring SystemDocument10 pagesElectrical Wiring SystemJames Adrian Abalde Sabo100% (1)
- Multiple Beam Sensor (3 Beams: 50 MM) : Dimensions FeaturesDocument2 pagesMultiple Beam Sensor (3 Beams: 50 MM) : Dimensions FeaturesLopos PoloNo ratings yet
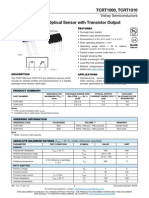
- Reflective Optical Sensors GuideDocument10 pagesReflective Optical Sensors GuideSri SaiNo ratings yet
- Estacion ManualDocument2 pagesEstacion ManualvicgarofaloNo ratings yet
- Modulating Controlled Actuators: Data SheetDocument8 pagesModulating Controlled Actuators: Data SheetDavid HayesNo ratings yet
- A 720Mbps Fast Auxiliary Channel Design For Display Port 1.2Document4 pagesA 720Mbps Fast Auxiliary Channel Design For Display Port 1.2余明士No ratings yet
- Base Station Cabinets and Subracks (Including The BBU Subrack) Configuration (SingleRAN - 05) PDFDocument75 pagesBase Station Cabinets and Subracks (Including The BBU Subrack) Configuration (SingleRAN - 05) PDFsamuraial100% (1)
- Manual Del Controlador Del Molino (SHIMADEN Serie SR60)Document6 pagesManual Del Controlador Del Molino (SHIMADEN Serie SR60)Edgar PeñaNo ratings yet
- Reference GuideDocument46 pagesReference GuideChristian SindreuNo ratings yet
- ADU451712 V 01Document2 pagesADU451712 V 01Raluca Roxana Szasz100% (1)