
100%(3)100% found this document useful (3 votes)
2K views94 pagesCentrifugal Compressors
Uploaded by
Cv Aditya SankarCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
100%(3)100% found this document useful (3 votes)
2K views94 pagesCentrifugal Compressors
Uploaded by
Cv Aditya SankarCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
- Compressor Selection: What to specify?: This section discusses the specifications for selecting compressors, including considerations for moisture separators, control systems, and instrumentation.
- Types of Compressors and Design/Constructional Features: Describes various types of compressors, their characteristics, and constructional details including designs and features.
- Principles of Operation of Centrifugal Compressors: Explains the operational principles of centrifugal compressors with detailed diagrams and equations.
- Seals and Sealing Systems: Covers different sealing methods for compressors, emphasizing safety and efficiency in preventing leakages.
- Quality Control Checks and Various Tests: Outlines quality assurance tests and checkpoints in compressor manufacturing to ensure high-quality standards.
- Surging and its Control: Discusses surging phenomena in compressors and control measures implemented to mitigate its effects.
- Instrumentation and Controls: Provides details on the instrumentation and control systems used in operating compressors efficiently.
- Start-Up Loading and Shut Down Procedures: Details procedures for starting up and shutting down compressors, ensuring smooth operation transitions.
- Do’s and Don’ts for Compressor Operation: Lists important operational guidelines to avoid common mistakes and ensure compressor safety.
- Tips for Effective Operation and Maintenance: Provides tips and best practices for effective operation and maintenance to ensure long-term compressor reliability.
©), REFINERY ENGINEERING
a SCHOOL OF TRAINING CENTRIFUGAL COMPRESSORS
CONTENT! H PAGE NO.
1. Compressor Selection: What to specify? 1
2. Types of compressors and Design/Construction
Features 13
3. Principles of operation of Centrifugal
5 Compressors 42
4, Seals and Sealing Systems. 56
8. Wuality Control Checks and various tests 61
6. Surge ana its control 65
7. Instrumentation and Controls 69
6. Start up loading and Shut down Procedures 16
9. Do's and Don'ts for Compressor operation 62
10. 66
Tips for effective operation and maintenance
REFINERY ENGINEERING! centrifugal
]OOL OF TRAININ ne Compressors
Selection
Moistute Separators
No compressor specification is complete without mentioning the need of mois
ture separators following intercoolers or at the inlet of compressor when liv
quids may be present in the gas stream.
If separators are not present or inadequately sized, it may lead to ingress
of liquid particles inside compressor causing high rotor vibrations, pitting and
corrosion/errosion of impellers and seals, clogged gas passages etc.
Suction Filters
Centrifugal compressors are basically gas handling units and effective removal
of foreign particles like dust, ash, tar etc. ahead of compressor will contribute
to minimum maintenance and long trouble’ free operation. Deposits of solids
inside compressor tend to restrict the flow and causesunbalance in rotor.
_Degree of filtration and type of filter, particle size and analysis of dust should
be mutually discussed to ensure machine safety and process compatability.
Excess capability
Due to peculiar drooping characteristic curve of centrifugal ‘compressor at
any speed, virtually no j+ssibility exists for increasing the discharge pressure
for “additional volume of gas over desigged value, In View of this, the compre-,
ssor miust be built with excess capability for achieving’ higher plant loads beyond
rated one. This implies that the driver also must be suitably sized over and
above the ten percent reserve specified in API Standards.
Parallel Operation “ .
In some cases additional compressors are envisaged for augmenting existing
capacity. These compressors are required to operate in parallel with existing
machines. Since no two compressors can’ have identical characteristics, -it
is quite likely that these machines will operate at different loads. In extreme
case, the desired plant load augmentation can not be achieved due to the opera-
ting point of one of the machines shifting towards surge limit. Hence following
points need careful consideration, while deciding parallel operation of compressor.
- System resistance
Un-fortiiiately, many users take it as granted that machine designers are
fully aware of variation in system resistance with plant load. It is there-
fore extremely important that all aspects of system resistance shail -be
al
i =
7 BO REFINERY ENGINEERING centrifugal
23 Compressors
4 SCHOOL OF TRAINING Selection
thoroughly discussed before recommending parallel operation.
= Characteristics of existing machines
The actual characteristics of existing machines under all operating conditions
should be furnished to enable selection of a compressor with optimum mat-
ching characteristrics,
= Control system
Generally, system resistance curve does not follow compressor characteri-
stics. This implies that’ the selection of proper control system is necessary
for successful parallel operation. Ee
Operation at off-design point
Sometimes," compresor is required to operate at conditions which are entirely
differnt {rom shose specified in the contract. This may involve operation at
different suction and discharge conditions and/or with different type of gas
resulting in lower compressor efficiency and higher operational cost. If such
off design conditions are envisaged during contract. stage, an optimum size
of unit could be selected
Third Party Inspection
It is a common practice to insist upon inspection of components during manufa-
cturing stage by an independent agency, However the scope of inspection
is unclear or not defined completely resulting in delays in execution of project
and also involving unnecessary controversies on minpr issues. It is desirable
that various stages of inspection should be clearly defined in the contract
in respect of major equipments.
Information on utilities
The availability of utilities like steam, water, electric power, power factor,
nitrogen should be clearly specified in the contract with their parameters
to enable proper selection and sizing of auxiliary equipments.
The actual quality of cooling water available at site invariably differs from
the quality of cooling water specified in contract. This affects the cooler
performance and reduces tube life. Hence correct cooling water analysis and
fouling factor should be furnished for correct material selection and sizing
of coolers, fitters etc.
Céntrigugal
Compressors
\ai/ SCHOOL OF TRAINING Selection | a
er REFINERY ENGINEERING
Noise control aie
It is generally thought that noise {s generated only by the compressor and little
care is taken in the design, sizing and layout arrangement of various other
‘equipments. 7 :
In order to reduce total noise, the various contributions must be identified
and evaluated. The ideal method for reducing noise is to prevent generation
of noise by better design such as : fe
= use of acoustic abatement in compressox hall
proper dimensioning of compressor hall, to eliminate noise due to resonance
better ventilation in compressor hall with preferably sides open atleast
upto working level.
a
“use of special low noise valves. ' cs
Isolation of background plant noise.
proper location of high noise auxiliary equipment. tay
But this may involve higher cost. Practical approach would be to try to reduce
noise level after the compressor and auxiliary equipments are installed by use
of acoustic abatement. 2 Ef
instrumentation & Controls
The objective of any compressor control is to achieve smooth capacity regualtion |:
and to prevent the compressor from surging, even though the process flow
reduces below the surge limit of compressor. In order to achieve this objective
effectively it is advisable to include complete compressor control in the scope 7
‘of machine manufacturer, who has better knowledge about the performance
characteristic of machine and correct type of instruments necessary for the
services 5 . ;
Splitting the scope of instrumentation and controls between the user and the :
vendor can cause misunderstandings due to enormous. work involved in mutual ,
discussion, approval of drawings and specifications and defining scope of ca
supply in every case. Any communication gap can lead to delays in commi- i
ssioning of units particularly when special instruments are involved which are :
not readily available. .
a
Oy REFINERY ENGINEERING Scecaeaeactae
Compressors
La/ SCHOOL OF TRAINING Selection
Electric motor for compressor drive
The Choice of electrical motor as a drive for compressor is being favoured
due to lower installation cost and where cheap and reliable electric power
supply is available. Although electric motors are considered more reliable,
following points if not properly taken care of, may cause serious problems
while running the unit.
Motor voltage
During start up motor draws high currents resulting in line voltage dip,
the magnitude of which depends upon size of electrical system. "In cases
where motor driving the compressor is the largest in the plant, voltage
dip can be 20% or more.
Since reduced applicd voltage reduces motor torque by square of applicd
voltage thé matching of motor torque under worst voltage condition to
that of compressor torque should be ensured.
It is a common practice to have a minimum of ten percent margin between
torque capability of motor and the torque required by the compressor
from zero full speed.
Compressor torque
‘Compressor torque comprises of [riction, inerti. and’ thermodynainic power.
The often neglected factor is the inertia. To ensure safe acceleration
the inertia of total train reierred to motor speed should be correctly evalua-
ted.
The starting of motor with a load inertia larger than the inertia for which
the motor was designed may cause increase in starting time and it will
be detrimental to the motor.
Sealing system
Taking into account the type of gas and process limitation, customer should
select a simple sealing system.
= Simple labyrinth sealing
This ledds to leakage of considerable amount of process gas to the opera-
ting floor. The limitation should be considered before the selection.
= ;
Pg ; ¢EFINERY ENGINEERIN¢ centrifugal
6 c
SCHOOL OF TRAINING compressors
Selection Rn
= Injection system ‘
If the process gas accepts the contamination’by the sealing gas then
this type of sealing is best advisable.
= Injection and ejection system :
With this system, a little amount of process gas is thrown to atmosphere.
Therefore customer should design his plant for this continuous leakage
of the gas. :
= Oil seals (floating seals) |
~
Seal oil system is slightly complicated to the one said above. During normal ;
operation, the sealing of process gas is achieved. owever during seal -
oil failure the trapped gas should be (evacuated) vented.
= Mechanica! Seals
In this type ‘of sealing system a continuous contact will be there between
stationery & rotating parts of. equipment. During seal oil failure these
seal seal the trapped gas. Thus loss of parent gas is kept very minimum.
However maintenance point of view these seals are very disadvantageous
’ to the operating personnel. .
Conclusion
It may be noted that customer/consultant are requested to indicate as much
as details to manufacturer during enquiry stage. As such a good specification
and enquiry will contribute the reliability of the unit as well as a reasonable :
cost. é
rin ‘REFINERY ENGINEERING
SCHOOL OF TRAINING
Data required ©
to make out
a tender ;
Listed below are tho essential
technical information needed in
each enquity, in ordor to solect the
most suitable compressor and
diive for a given duty :
1) Type of gas and its main charact-
eristics, such as molecular
weight, specific heat ratio,
compressibility factor, relative
humidity, or otherwise the
‘938 composition,
pressure is actual and
not absolute, the atmospheric
pressure to which it rofers
should also be indicated)
Temperature
ii) Temperature
4) Cooling wi
i) Temperature
ii) Prossure :
iil) - Analysis :
labl
In addition, the customer should
pacify all operating characteristics
with regard ta his equiremonts,
type of control, etc. It should also
be indicated whether the compressor
isto be installed indoors or in the
‘opon, as well as details of the ambient’
conditions.
Centrifugal
a Compressors
Selection
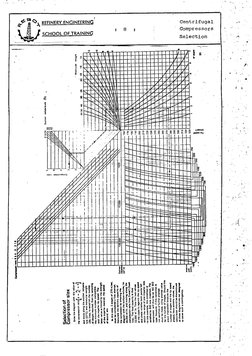
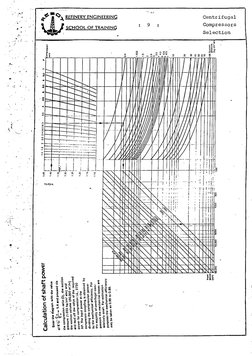
Selection of
Compressor type
and caiculation
of shaft power
cexample)
Tho following two diagrams
give an approximate method of
selecting the type of compressor
for a givon duty and calculating
its absorbed power. The resulting
date should not be taken as exact,
Bear in mind that the diagrams
are not valid for ‘isothermal’
machines, those with intercoolers
or other sppcial types.
To illustrate the practical use of
the diagrams, the following exampio
will help:
= Gas to be compressed Nitrogen
= Molecular weight 28
of specific heats 1
= Capaci 46,000m*
ihe
= ‘Suction pressure 1.033 kg]
om’ abs.
= Suction temperature 37°C
Discharge pressure 3.1 Kg/
‘om! abs.
Centrifugal
Compressors
Selection
‘azis sosssidwiop
0 YoRs325,
{QOL OF TRAINING
s
‘©, REFINERY ENGINEERING
o
é
Tree phe oaTeemery
4
2
g
3
&
g
3
€
8
Compressors
Selection
1OOL OF TRAINING
REFINERY ENGINEERING,
ie g ooyon at wu 8198
iantess Te ity? samiod 384s Jo UOHEINIED
ss.
‘Oy REFINERY ENGINEERING
4 Las |OOL OF TRAINING
centrifugal
Compressors
Selection
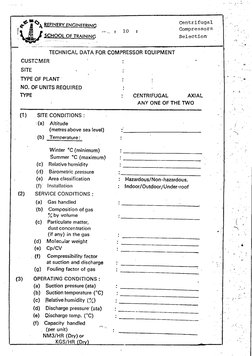
TECHNICAL DATA FOR COMPRESSOR EQUIPMENT
CUSTCMER
TYPE OF PLANT
NO. OF UNITS REQUIRED
SITE CONDITIONS :
(a) Altitude
(metres above sea level)
(b) Temperature:
Winter °C (minimum)
Summer °C (maximum)
(c) Relative humidity
() Barometric pressure
(e) Area classification
(f° Installation
SERVICE CONDITIONS :
(a) Gas handled
(b) Composition of gas
% by volume
(c) Particulate matter,
dust concentration
(if any) in the gas
(d) Molecular weight
{e) Cp/cv
(ft) Compressibility fector
at suction and discharge
Fouling factor of gas
(9
OPERATING CONDITIONS :
{a) Suction pressure (ata)
(b) Suction temperature (°C)
(c) Relative humidity (%)
(d) Discharge pressure’ (ata)
{e) Discharge temp. (°C)
(f) Capacity handled
(per unit)
NM3/HR (Dry) or
KGS/HR (Dry)
CENTRIFUGAL AXIAL
ANY ONE OF THE TWO.
Hazardous/Non-hazardous.
Indoor/Outdoor/Under-roof
: ‘Sy REFINERY ENGINEERING. centrifugal
peeps ‘SCHOOL OF TRAINING roa. Compressors
(ga) Injection/Extraction
(if any)
Copacity (NM? /-HA)
Pressure (ata)
. Temperature (°C)
Gas/composition
(4) TYPE OF DRIVE :
© Steam turbine 0 Electric motor © Gas turbine
s (a) Steam parameters for
Go. | drive turbine.
YS
.Steam inlet Min, (ata/*C)
Nor. (ata/°Cy
ere Max. (ata/°C)
Extraction Min. (ata/°C)
Nor, (ata/*C)
Max. (ata/°C)
Exhaust Min. (ata/°C)
Nor. (ata/°C)
: Min. (ata/°C)
cn Extr. Quantity Min./
: Nor. /Max. (t/h)
| : (b) Electric motor:
ve Type
Supply voltage
Cycles
Phaso
Construction
: (c) i) Parameters for gas :
turbine and composi-
tion of fuel :
_ i) Method of start up
(power/steam parametres
ee 5
0 Dy REFINERY ENGINEERING centetfugal
Las SCHOOL OF TRAINING + 123 Compressors |
Selection
(5) UTILITY CONDITIONS :
(a) Steam for auxiliaries. » ..
pressure (min./ Nor./ max.)
temp. (min./ nor./ max.) £
exhaust pressure (min./nor./
max.)
(b) Electrivity for auxitiaries
Supply voltage
Cycle
Phase
Perce eeeeeeeeeee eee eee eeeeeemeee
——
PEEeeee ence eee cence
SE ee er eee ee ee
pease renee eae Pee
(c) Cooling water
Temp. °C (max./min) : Preeeeeeeee cece
Pressure (ata) pL
Allowabletemp. raise (°C) 9:
Fouling factor Eee eee
Type of water Cen Eee een et eee coerce
(d) Electricity for instruments
Supply voltage (AC/DC)
Cycle
Phase
e) Instrument air (Kg Cm?)
(f) Pressure
N: available (pressure/°C)
Any gas available for
injection/ejection sealing
system (if needed)
Type of gas
Pressure (ata)
Temperature (°C)
(6) ANY OTHER INFORMATION : SPECIFIC REQUIREMENT ETC. (IF ANY)
eee
In case more than one unit is required, : SEPERATE FOR EACH UNIT
Whether lube oil system shouldbe =: COMMON FOR ALL THE UNITS
: 13:
mo,
¢ > REFINERY ENGINEERING cowpRTPUGAL COMPRESSORS
SCHOOL OF TRAINING TYPES AND CHARACTERISTICS
Types and characteristics
of | i
production of
Centrifugal Compressors :
Mc TYPE ISOTHERMAL TYPE !
‘Mulistage Compressors for low and Multistage Compressors
‘medium pressures with horizontaly medium preseures with hot
‘pli casings. They can bo used in split casings that allow ins
i + ethylene plants, lube oil plants, cof two high efiiency itor
inary processes, ciy gas distibu- coolers after each compression stage.
tion, ete, “They avo mainly used in factionating
plants, for insicumont aie and for
2 mc TYPE process arin largo synthesis plants.
Maitstage Compressors for low and
modi prossutes with horaontaly WC TYPE
split casings provided with intermedi- Multistage Compressors for high
i ‘Mo,uction and discharge nozzies. pressures with vorically split casings.
Used in tho same fild as MC, they Mainly uted for make-up and recycle
allow grouping of two comprossion _aarvice in high prssure proceusea
- + stages inthe samo machine wit ‘of rolinoios, petiochemical plants,
Inarmadiata cooling. ammonie, methanol and urea
‘ : ‘yobs plans.
‘Machining 2 2MCL compressor in closed condition
8A & Vo TYPE
‘Single Suge Compressor for low
rossvies mainly used aa blowers
‘or boostors In industies,relinsios
‘end petrochemical processes when
Iaxge volumes of gases have to be
‘handled ot tow pressure
PR & PC TYPE
Single and Multistage Comprassors
for high prossuros with votically,
split easings. Those are mainly
Used in pipe line booster suations, for
naturel ges gathering end for recycle
‘services In medium high pressure
processes,
= :
‘Oy REFINERY ENGINEFRIN centrifugal
1: Compressors
SCHOOL OF TRAININ qypes and
Characteristics
MC type : “"""""2MC type
low and medium low and medium
pressure multistage pressure multistage
Compressors , Compressors
‘This type of compressor comes in ' special duties, this is obtained by “Their charactoristics are similar to
the form of one ofthe thitean soles, using fully enclosed cl seals, The the MC ones but exch casing houses,
characte by Internal sealing between tho various two compression stagot In
stogas i gonoralyetfected by back-to-back arangoment. tn this
ot ofthe brine ps, suplenanary eucon nd
rexsot and the suction an charge nozzles alto ean
uch ancl in The Impaler and its provided for pocial requirement.
designed withthe required characte fata used are the sam as for
tic of tha machine asthe prime AC rype compressors. However,
waren Getenaing on te compression consiveration (surge limit slope pele raqurements due to the .
tato requed andthe type of gas oF the basic capacly-compreasion cular sence, as for instance
handled ratio plots oc). tow temperatures or cortosivecom-
nents ofthe gas handled are
‘The horizontally split casing is “howe comprassors canbe proved Ta neal consisreon.
‘thor mada from special cast ron with Itarmadlage wction “They ara used whan latormediate*
pec cat on pd entacionnazoe ruled fr TY
‘toa accordiag the duty othe eas ech x raigerting _Co0Kna pte ge necesay,
eeopmmner ‘yetes. For compression of very “Thess machines are widely ompoy-
‘The Journal beings ae ofthe ‘igh volumes they are also avATABIe gd ag charge gee compressor in
leave ypa andthe rust basing In double ow veson This soliton eiytane plant in ct caching
wot the sting ped type. parts th comoressor rota plant In 60, comprasion tine
Spoods to be maintained within the for ute plants for extraction of ue
“The shat end seating ie achloved by speed renge of soum turbines {gen lube ol plone, In
abn aia by extcion oro thoy can be det coupled dn onan
Injection sytane. Wowove, tor tothe comprewor ‘atigoalng parte.
Sy REFINERY ENGINEERING
SCHOOL OF TRAINING
centrifugal
Compressors Types
and Characteristicg
BC type
high pressure
multistage
Compressors
Eight series of machines covor
the capacity range of
type of compressor with operating:
pressures up to 100 ata.
The numbor of impellers varies from
2 10 9 for oach series. The outer
teasing is formed of a barrel, normally
in forged steel, closed at each end
by a cover. The rotor diaphragm
assembly is introduced axially into
the casing. Tho bearings, the
housing of which is integral with
tho ond covers, ily access
“The end seals aro genorally of the
oil type. Main bearings, thrust
beating impollors and internal
compressor parte are identical with
those of the MC type. This type of
‘compressor Ia characterised by
‘exceptional sturdinoss.
Isothermal
Cornpressors
with built-in
intercoolers
Five series of machines cover
the entira range of this type of com-
pressor which has been designed
‘0 compress air oF nitrogen from
atmospheric pressure up to 18 ata of
‘even higher. They are normally
manufactured with 4 or § impollors.
‘When passing from one stage to
tho next the compressed gas passes
through two built-in cooler
artangad in parallal which limit
the discharge temperature and thereby
reduce tha power required for
* compression.
coolers with thoir high
1 finned tubes, ate 6:
removable through the cover
provi-
‘This type of compressor is suitable
for continuous operation for
‘oxfemely tong periods in tho open
undar widely differing climatic
conditions and demand vary little
attention, '
‘When gas inter-cooling is required
these comprossors are provided
‘with intermediate suction and dolivery
nozzles. In this case the impellers
ara arranged back to back in
‘two groups to minimise axial thrust.
‘Special versions for highor
ta6 (up to 360 ata) aro also
for use in ammonia and
‘methanol synthesis plants.
dad in the upper compressor casing.
Downstream of each:cooler,
moisture trap is incorporated.
Spocial cast iron is used for
the casing itself. The bearings,
impellers and ond seals have tho
‘same characteristics as those of
the MC compressor.
Due to high thermodynamic effici-
‘oncy and advanced consteuctional
dusign of this type of compressor,
considerable saving in power, and
reduction in the mass of foundation,
‘erection and maintenance cost,
are achieved.
—
art REFINERY ENGINEERING
SCHOOL OF TRAINING
Centrifugal
Compressors Types
and Characteristics
High pressure
Low pressure
single and multistage single stage
PRand PC
"closed type impstet. The single
place cast o forged stasl casing is
designed for presque up to 100 at
‘The suction and dolivery soz
are suzably arranged t init the
‘haut on the easing. Depending on
‘the method of deving, the casing
In elthor aupolid with is own,
‘pedestal or flanged to the goar box
‘a8 forthe fow pressure single stage
‘machines. Oil seals are generally
‘usad for shalt ond sealing
‘These comprossora are specially
‘dauigned for gas pipeline boosting
stations, natural gas gathering
fond recycle sanvicos fn medium snd,
high pressure processes.
PCL comprossor fot Natural gas
service undergoing post test
‘manipulations
SR and VC
Compressors
These have a single open or closed
type impair. Th casing ls ther
‘rom cast ron or tabvicated sto
‘The infot nozzle is usually onthe
sama exis as tha of the compressor
shaft while tho discharge nozzle is
genstatly verically upwards. When
driven trough @ geer box,
‘compass casing ts usually Hanged.
to the goar box is
‘ovor-hung on the high speed shat
‘of tho goar ox. The enti unt Is
‘generally mounted on # common base
‘late which houses the lube cil
‘osowit, The rest of the lubscating
‘equipment (1. standby motor Rese
‘compact packsge unit for esty yoy
Inuallatlon. +
7). es 2 olds
wo eae
CENTRIFUGAL COMPRESSORS
Las SCHOOL OF TRAININS CONSTRUCTIONAL FEATURES
Casings
Gonuitugat compressors have two
\ypes of ca
Hotizonally spt or Voricaliy spit
sod whan the working
vit, ‘and have complete access tothe pressure and type of gas demand
ts, the main dividing flange such an arrangoment. All intenal
one hove tobe urectwedprt ote pe aaa stn a
lich the bongs, inpsioe, Hose the hetanay alt,
HORIORT ANE Seu: ‘but in addition, itis enclosed in a
boc forged se eye
a : {Bay top one wich
{ensily accessibe som the outido
ee eee ‘Tho tower half of tha besring
pie ee ‘housing is intagrel withthe end
* ‘Tho casings of MC, 2MC and Titesebn woes oe ce
itis possible to withdraw the
{SOTHERMAL compressors fal ee Say ee
In thi group, plete internal eesornbly
the varlous paris without
VERTICALLY SPLIT
In this typo, the compressor casing
is divided fa the hovizonta piano in
the middla and conssis of an
Lupper and lower part. All nevossary
‘auachments, nists and outers
‘uch as suction and discharye noedlos
(and intermediate ones where thoy
(exist) and lubo ol pipany connec
tion are usually built into the
lower halt so that ths upp hall
an bo eal ited. With tis wrange-
iting olf and ges passeges in high pressure
‘compressor end cover
.
Diaphragms
‘The diaphragms form the dynamic
slow path of she gas within tho
stationary pat of the compross
‘They are divided into thee typ
Auction, Intermediate and discharge.
‘The suction disphragm guides
the gas into the eye of the fst
iempeter and con be provided with
‘adjustable Inter guide vanas to vary
the inlet engle ofthe gos.
Tho intermediate diaphregms
‘perform the dual task of forming the
diffusion passages In which
‘the gas velocity is transformed into
pressure and the return passages to
[Buide the gaa to the eye of the next
Impaler.
‘The difturere can bo either tho free
vortex aype oF the vane type. The
diftusar blading, while improving
the thermodynamic efficlency,
‘cent exty of the machine
I
Final nachnung operations on 4
+ HP compressor dilvayms pack
GC REFINERY ENGINEERING
Aas SCHOOL OF TRAINING
18
dlifusor of the last impolor ax wall
4&8 discharge volume.
Tho diaphragms aro usually spit
{two halves, In the MC and
ISOTHERMAL satas the upper halvos
‘ate fixed to tha upper hall ofthe
‘casing to facilitate easy Inepacion of
thy tor. Each diaphragm
labyrinth rings to fact tho sealing
‘or the impellor shroud and prevent @
return flow from the discharge
‘pace to suction of each impeller,
{and on the shaft spacer sleavas
‘ut out interstage lonkage. Tho
sanling rings are easly removable,
Centrifugal
Compressors ~
Constructional
+ | reariegy tnonced ar undoqoes
Centrifugal
2 Dy RELINERY ENGINEERING”
| | Compressors =
SCHOOL OF TRAINING 7 f Constructional
Features
‘The fotor consists of shal, im-
pally, balancing drum and thrust
calla.
Te ghaf i usuaty mad rom soy
staat and te inpatoe and baluncing
dia ao shrunk on it Spacers of
-Aultablp, material are used to
ta oft opan
or losed ypu. The closed onc, rm |
backwards, depending on the equited
aed cure,
‘The open Impeliers are machined — |
tomtatilaciaeiea |
Meet ets om as. |
Brcatsiintstnette |
‘Ean overspeed test before being
(ried tp Fe shat.
“The balancing drum nude of oxysd
‘ape a designed f0 balance the axial
‘ thausts acting an the impelire duo
‘to the gat. Tho thrust buxing
‘absorbs tha reskdua tnust. i
Al tts ao dynamical talon. | > 4
for han tas which hve a sie
the
amo bihunce bs checked alton
‘hvlnking each imple
Lubrication system
A carefully designed tube ot system
fensures an uninterupted supply of
fed lube cil othe journal and
‘thrust boariags. The entire console
1a dosigned es a compact unit,
suitable for quaranteed continuous
‘operation af the compressor,
All ancillary equifment mentionad
Dbalow are Intagraly mounted on.
‘ot ecarval
4)" Ol pump driven by a steam,
turbine or en electric motor.
1b) Full flow oll cooter.
©) Twin titers (6 microns degree
‘of fivation) allowing oplace-
‘mont of fitoring sloment without
Interrupting the oil ow.
14) Automatie bypass valve for maln-
~ At vattous points on the intercon-
‘pecting piping. apart trom the valves
‘te. indicating instruments and
safoty aquipmont, are incorporated
{for auiomatic and manual conuol of
‘sha unit. For continuously operating
‘compressors, tho ua oi systum is
provided with two pumps, two
‘coolers and two liters such thatthe
‘change-over from one to the othar
sakat place without interrupting
Ww of oil, Even in such cases
i pump is driven diectly
stam i supplied complato with on
ary pump for operation during
‘tart-up and shut down.
Bearings
auallyfres-od plain typo bear
Inge ne ied. They ore oxenaly
‘mounted and can thersters
bo inspucted without roloasing the
prtaur inside tho compress
Depending onthe elastic buheviout
Oo he ror, aliptcal or iting ped
type main bauings ar used, nich
se highly effective in dampening
Pibrationg. Thoy redesigned Tn con-
ion ‘uh. ary alactzqnic cqmputer
bin Ryne OPE
ay REFINERY ENGINEERING
SCHOOL OF TRAINING
‘that vibration requoncy while
taking Into
‘lect of tha impatior,
‘The thrust boating ie of the
pad type to enaure equal thrust
dietbution and hes a conto! ring
10 minimise the fucitonal losses
‘due fo oll entrainment.
20
;ount the gyroscopic
centrifugal
Compressors =
Constructional
Features
Simpliied tube oll scheme
Shaft end seals
These serve to eliminate or reduce
to aminimum: (2) theleakooe
‘of comaresand ges form, oF (B) the
‘enw of ale Into the compressor
‘casing. The choice of the type of
foal ls made keeping In view. tho
(te chavacteristcs and its condition.
LABYRINTH SEALS
Whore sight loakago of gus can
bbe pormitted, a cores of abyrinun
‘sale ae used to minimise the
Taakage. In this case, the gas tying
10 excape fiom the shalt end is
of thin ngs
ey are mado
{rom light alloy or other coxosion
‘odatant matefal loss hard than th
aa easily removable.
Thetounbe of lobe and
their clearance depends on tho
‘operating conditions.
When po leakage whatsouver is
‘perissibie (poisonous or explosive
shaft isl to prevunt damagu tothe
Shainin avant cont. aomae woe
“gatoa, ato) in the compressor
‘house, labyrinth seals ere combi
‘with extraction of Inaction syetams,
‘which prevent leakage of gaa tothe
saumozpher
Ol SEALS
The ail seals consist of two
outing tings. Tho
preasure. This flows through the
Clearance space batwoen tho shaft
‘nd the seal sings. Tho oil escaping
‘on the low pressure side retuene
to the reservoir und ia ecirculated,
ingross of cil nto the gas
_space is provonted by # la
{abyringh og provided with an
Intermediate prossure balancing
‘chambor placed betwoon the oll seat
‘and the compressor isl
‘Simpliiad oll seal scheme :
s.
& ‘Oy REFINERY ENGINEERIN Centrifugal
c =
SCHOOL OF TRAINING ‘cea eee
Constructional
Features
i
!
|
'
SEAL OWL CIRCUIT
‘The soa oll clicut supplies clean,
{itor ol tothe oll seas at the
‘cones presaure and temperature,
‘Tha ean! ol clagiam shows a
‘ypleal oil ecu for tha seal elements
BC type compressor.
‘The main aloments ere dataled in
‘he diagiem.
COMPRESSOR AUXILIARIES
‘Apart trom comptesson and
dive turbines, auxilrios euch as
Ibo and sea ol aystom, heat
‘exchanger, ppg etc. are aupelied
bby BHEL.
|
a7 Dy REFINERY ENGINEERING
SCHOOL OF TRAINING
Control systems
|. toe totowing metods or ave SUCTION THROTTLING
| abe for malnalnng the cnpaciy, This method is fraquonty used and
| the suction or diacherge pressures
constant under varying process
conditions
VARIATION OF COMPRESSOR
SPEED
minimum obtainable capacity 1
dictated by the surge limit of the
compressor.
ADJUSTABLE INLET GUIDE
VANES
or gas turbine, an
and hydraulic torque convertor or
‘any other vatable speed drive.
DISCHARGE THROTTLING
A throttling valv is ited in the
lscherge piping. The prossure at
the compressor outlet nozzle wil
‘increase in order to recover the
rormal value down streaen of th
valve. The miimurh cepacty is
aicerained by drawing a vartical line
‘passing trough tha tit of com-
(reetor stably.
Those vanes induce a pre-rotation
‘of the gas by altering its dection
of flow, thus varying the compression
ratio and capacity of the compressor.
‘In multistage machines, for cons-
tructional reasons, hese guide
vanes can only be fitted Before the
first stage
‘or through a sarva-mot
centrifugal
Compressors =
Constructional
Features
‘Tho eystom Ia standard on ll planta
‘and cons into opention aso relat
rmachanipm, or when the other control
aystemaata no longer capable of
handling excess capacity or praseure,
Capac conto
RR oy aussie gute vane
Maint 27 ctor cring
3 eZee ov sed sain
FMM by icbuge rcrtng
at >) ReFIN ete Hee
ve 4 NGINTFRIN CENTRIFUGAL COMPRESSORS
SCHOOL OF TRAINING DESIGN FEATURES
1 qe
4 1.1
432
Introduction:
Centrifugal compressors find their application
in a variety of the industries associated with the
manufacture of fertilisers, petrochemicals, oil
refineries and steel plants for various services
covering the range from a suction capacity of 1000m?/hr
to 350000m*/hr and for a pressure ratio. as high as
10.
Based on the type of casing design, compressors are
classified into two types
1, Horizontally split casing
2. Vertically split casing design
Horizontally split casing design(MCL’ type)
This design is used for low working pressures
below 40ate, ‘These casings are in two halves with
horizontal parting plane. Main nozzles and auxiliary
connections are provided in the lower half of casing
and the upper half serves only as a cover which may
be lifted by removing the bolts on the parting plane
giving free access to the internale of the compressor
for inspection and maintenance.
VERTICALLY SPLIT CASING DESIGN(BCL type) is made of
parrel construction closed of the sides by end covers
with the help of studs, This type of construction ig
suitablé for high pressure operations ppto 750 xe/ en?
Sealing is provided between the casing and closing
flanges with the help of endless '0' rings.
Compressors are aleo built in single casing with two
identical compression stages in parallel arranged
pack to back which.handle double the quantity to that
of a single stage compressor. In case of. two 4
compression stages in series, the outlet gas from the
firet phase is cooled in a heat exchanger and the
cooled gas is compressed in the second stage. In
=
G27 AETINERY ENGINEERING oe
aL? SCHOOL OF TRAINING : 24: Compressors =
Design Features
these types ‘of compressors also, the dompresaion
stages are arranged bark to back.
Two types of BHEL compressors have been mentioned -
MCL and BCL, It has been said that the first have
horizontally split casings and are suitable for pressures
upto 40 ke/cm®, whilst the second are of the barrel
type in one piece, suitable for high pressures and
having closures in the vertical plane,
Another type of compressor is the PCL, which
has casing in the form of a cup with a single closing
flange in the vertical plane instead of two as with
the BOL, It is used exclusively for the transfer of
gas in gas pipeline service and it is for this reason
easily recognised by the two flanged nozzles projecting
from the casing: suitable for connecting directly into
the line. The flexibility of being able to use from
one to three impellers in the same forged casing,
together with the robust, simple construction, render
this type of machine easily adaptable and excellent 4
for continuous “heavy duty" service.
The SR and VC compressors have a single stage {
and are suitable for low pressures, The first have Bee
normally a cast-iron case, whilst the others are
fabricated. The overhung impeller can be of the open
or closed type, ‘The suction flange is, in general, ,
on the axis of the machine dhaft, whilst the delivery
ie in the vertical plane at the termination of the _
volute, These compressors are used as blowers or
“boosters” in industry, refineries and in petrochemical | vt
processes when large volumes of low pressure gas are :
involved.
The DMCL compressors have two stages of compression
in parallel in a single casing. The two stages are
PRESSE eee HEH
=
a 2d REFINERY ENGINEER paren
‘SCHOOL OF TRAINING #25 3 ‘ Compressors -
Design Features
identical and their delivery is on the vertical centre
line. This solution 1s the most balanced possible.
The last impeller of each stage, that is, the one
nearest the centre-line of the compressor is a double
flow type. A machine designed in this way enables a
Particular quantity of gas to be compressed with
Ampellers of lower diameter. The other aspects of
construction are the same as for the MCL compressor.
The 2MCL is a type of compression with compressor stages
in counter opposed sets. It is used when intermediate
cooling of the compressed gas is required. For
particular requirements, it is possible to use supple
mentary volutes on intake and delivery.
The 3MCL compressors have 2 or more stages in line with
extraction on injection of side loads. The number of
extractions and injections varies from instance to
instance (the number 3 before the frame designation is
conventional.) ‘he weight flow through the machine ia
not constant during the compression. 5
There remains finally the 28CL compressor, a barrel
| type machine and therefore suitable for high pressures.
This type also has the compression stages arranged in
counter-opposed stages.
1,3 The designation that distinguishes BHEL compressors is
formed by two groups, one of letters and one of numbers.
The groups of letters define the characteristics of the
stationary part with particular reference to the case
(1,e. BCL indicates the compressor 1s a barrel type
suitable for high pressures whilst MCL indicates
compressore suitable for relatively low pressures with
horizontal split casings). A letter or a number before
‘this group defines the arrangement of the compressor
‘ stages or alternatively refers to intermediate extraction
= i
ao ‘O), REFINERY ENGINEERIN : centrifugal
2 26 4 Compressors =
SCHOOL OF TRAINING
Design Features
2.0
201
or injection.
Por example: 2BCL 457 designates a barrel type
compressor with counter-opposed compression stages in
series with impellers of 450m diameter having seven
stages compression. In addition to. the normal BCL
suitable for pressures upto 70kg/¢m2,, Classes BCL/a-b-6,
have been developed for pressures upto 200ke/cm2,
350ke/em2, 500kg/cm2 and 700kg/cm2, respectively.
Compressors are also designed with intermediate extraction °
or with injection quantity in which case the mass flow :
through the compressor is not the same, However the
constructional features are basically same as those of
other types of compressors indicated above except for
the additional nozzles required for the purpose of
injection or extraction.
Design features ‘
The performance of the compressor is assumed on the
following criteria.
a) Thermodynamic performance achieving the required
compression with the minimum power consumption and
optimum sizing of impellers.
b) rouble free_run of the unit.
This is achieved by proper dimensioning of the
mechanical parts followed by the study of flexural
and torsional behavior of the rotors and finally by
a proper assembly of the unit.
The important elements of the centrifugal compressors
are casings, diaphragms, rotors, seals, bearings, couplings.
REFINERY ENGINEERING ae
COMPRI OR_ASSEMBLY BCL
Li SCHOOL OF IRAINING =
COMPRESSOR ASSEMBLY = 2 BCL
07 Bs, REFINERY ENGINEERING : 28 :
Ah / sion OF TRAINING
7 Dy REFINERY ENGINEERING
Ah / seu JOOL OF TRAINING
+ 290 4
COMPRESSOR ASSEMBLY ~ MCL
2
Pn
FS, REFINERY ENGINEERING’
30
Va SCHOOL OF TRAINING COMPRESSOR ass
he Se.
27 HO REFINERY ENIGINEERIN Heer
AL SCHOOLOF TRAINING COMPRESSOR ASSEMBLY = 2 MCL
i
Pol
J
3
J}
oo 8 Oy REFINERY ENGINEERING ane
COMPRESSOR ASSEMBLY - 2 MCL
SCHOOL C7 TRAINING
ete
>, REFINERY ENGINEERING centrifugal
Af J sot octu SCHOOL OF TRAINING 7 Poteet oeeet
Design Features
Materials
It is now necessary to consider the materials used for
construction of the principal components that make up
@ compressor,
The materiais used for the various compressor types
differ, mainly for the external parts of the machine.
The materials used for the rotor and the other internal
parts differs more on account of the temperature, the
corrosive nature of the gas or the stress levels involved
than the machine type.
Casings
As already said, the case of the BCL type hao a barrel
form with nozzles and supports welded to it, The barrel
is a forging; this method of production renders the
material more homogeneous and therefore more resistant
to stress.
Normally, carbon steel is used for the barrel nozzles
and the supports and for the covers. The material
ASTM A105 GR.II (with carbon content of 0,2 - 0,25%
instead of 0,35% as in the stds.) sufficient to obtain
good mechanical characteristics and at the same time
suitable for welding.
The POL also has a Casing and ‘forged cover in ASTM,
A 105-the nozzles however aro cast because they have a
complicated form :
The: MCL compressor casing is machined from cast iron
or steel as statel in API standard or stated by the
client. In general a grade of steel called mechanite
CD cast iron with a tensile atrength of 25-30kg/mm2 and
a compressive strength of 70kg/mm2 which is better
than many steels ip used, When it is necessary to use
=
7 Hy REFINERY ENGINEERING Centrifugal
Compressors ~
SCHOOL OF yf) SCHOOL OF TRANING a + ret
Design Features
a cast steel the material ASTM, A.216 WCA ie used. For
low temperature operation one of the four grades of the
steel ASTM A 352 1s used depending on. the actual
temperature conditions, Finally for corrosive fluids,
ASTM. A, 351 Gr. Cai5 (13% Cr) steel or alternatively
Gr, CFS is employed.
Diaphragms: The diaphragns constitute the dynamic profile
of the stator parte of the compressor. . They are divided
into three types viz., suction, intermediate and delivery.
Suction diaphragms guide the gas to the first impeller.
Intermediate diaphragms have the function of transforming
the kinetic energy into pressure, serves return channel
to guide the gas to the next impeller with shocklese
entry. Delivery diaphragm forms the diffuser for the
last impeller ana delivery spiral.
Diffuser ean bo free vortex design or bladed type.
Bladed diffusers are generally not used! as they restrict
the operating range and compressor cha: f teristics are
very much sensitive to change in volume flows.
Diaphragus are almost always cast, on account of their
complicated form, Normally, Mechanite type GD or
spheroidale cast iron are used sometimes with additions
of nickel to improve the resilience characteristics at
low temperature (1 + 1,5% Mi).
If the operating temperature is less then = 100°C, ASTM,
A 352 steel is used in one of the six grades available”
or alternatively ASTM:4;331 grade CFS,
For the intermediate diaphragms of the 2CM and 2BCL
compressor or for any diaphragms supporting high A p,
a more“suitable material such as carbon steel plate or’
forging which has higher mechanical strength than cast
iron is required.
2.6
2.7
8
29S ket NGINFERING centrifugal
ey: SCHOOL IN Design Features
_mechanical characteristics than is generally required for
35 or , Compressors -
End_covers: These components are used for the purpose
of closing either side of the barrel which also house
the bearings and seala oil seals, Various oil and gas
connections are made on the end covers, Generally the
end covers are made out of solid forgings. Depending
upon the gas medium either carbon steels or stainless
steels are selected.
Rotor: The heart of the compressor is the rotor consisting
of the shaft, impellers, balancing drum, shaft sleeves,
thrust collar. The shaft is made of heattreated low
alloy steel on which the impellers are hot shrunk and
keyed. Sleeves of special material are mounted on the
shaft to protect the shaft from the contact of the gas
medium,
Shafts
The material used for the shafts of all types of compressor
is 40 NiCrMo7 Steel. In reality, this material has better
normal usage by centrifugal compressors and it is for this
reason that other manufacturers use carbon steel.
This material reacts very well to heat treatment, infact,
shafts of normal dimension made of this material are
treated throughout their section, contrary to the normal
practice with carbon steel of undergoing only a surface
treatment. Since there is little interest in obtaining.
very high rupture on yield loads but rather toughness and
ductility, tempering is at aibigher temperature than
normal, sufficient however, to reach a rupture load higher
than 100 kg/mm2 and 2 yield of 65 + 75 ke/u2.
a” 2s REEINERY ENGINEERING centrifugal
: 36 Compressors -
A gL F scoot or mans esi acatures
2.9
a
Impellers Ee i
The impellers are the most stressed component, in fact,
there is the tendency to exploit them to a maximum so
ag to reduce the number of stages. They are constructed
in 9 steel with high mechonical characteristics but low
carbon content to ensure satisfactory welding of the
vanes. Except in special cases KMN COGNE a low alloy
steel is normally used,
This material is (also good for low temperatures) having
2% chrome 1% molybdenum and 0.13+0.17% carbon. Certain
other manufacturers use a steel having a higher carbon
content, obtaining thereby superior mechanical characteri-
stics but giving rise to doubts about the soundness of
the welds. Given that the weld and the surround zone
are the same, a phenomenon of intergranular corrosion ,
would appear to occur, It is for this reason that there
is a need to call for a limit on the carbon content,
The intergranular corrosion weakens the metallurgical
bond between each grain which leads to the mechanical
degeneration of the material.
The presence of carbon in the steel greater than that
soluble in the austinitic matrix determines the potential
sensitivity of the material to intergranular corrosion.
This 1s s0 since carbon is principally responsible for
the precipitation of the carbides and for the impoverishment
in chromium at the grain boundaries. The carbides
precipitated to the grain boundaries can be points initiating
failure while the impoverishment of chromium renders
the material sensitive to corrosion.
The t{me the material is subjected to a temperature of
(400+900°0) whether during the process of refinement,
after heat restment, preheating or during welding this
can provoke the precipitation of the carbides of chromium
eat EEE
REFINERY ENGINEERING at
SCHOOL OF TRAINING CENTRIFUGAL COMPRESSoRS =
METHODS OF MANUFACTURE
in quantities much greater, the greater the quantities
of carbon in the steel.
When the impeller is to be used in a corrosive fluid
@ steel with a high chromium content is used such as
X120r13 (13% of Cr), in particularly corrosive conditions
a greater percentage of chromium may be required KX02
grade (15-1980r); if finally 1t is not the problem of
Corrosion there is a further problem concerning stress
level, recourse can be made to ateel of 17-4 PH, 17% Or
4% Ni precipitation hardened at low temperature.
This steel with 9% Ni is used for impellers required
for low temperatures, good mechanical properties being
obtained at temperatures as low as -196°C,
Methods of manufacture
The most common method of manufacture of the impellers
is by welding. {
1) Intemal welding: Impeller is fabricated from solid
forged discs, Depending on the size of impellers, the
vanes are formed by either milling process or by
welding separate vanes which are prebent to required
shape. The internal conventional manual welding ie
employed to join the hub with vanes and shroud. As the
welding is carried out by manual process, special care
ia to be taken in the following areas.
1, To have homogeneity of the properties of both hub’
ang shroud, both the forgings are drawn from the
sane melt.
2, The heat treatment of the impellers in an inert
atmosphere to control the scale formation due to the
oxidation.
‘3. Proper sequence of welding and uniformity of the
weld fillet deposited,
™
27 Oy, REFINERY ENGINEERING centrifugal
1 38: -
Ls SCHOOL OF TRAINING peagbe!
i en eeS cire
3.2
3.3
4. Continuous monitoring of the weld quality during
the process of manufacture by liquid dye penetrant
test at various stages. i
Spark erosion:
Spark erosion method ie used when the conventional
internal welding cannot be carried out because of narrower
passages of the impeller channels. The procedure allows
manufacture of impellers for compressors handling
capacities as low as 100 m*/hr. The impellers made
with this procedure have mechanical/ thermodynamic
characteristics better than those made by other method.
The process essentially consists of forming the shape
of the channel of the impellers by removing the material
by spark erosion, The electrode is made of pure copper
machined to the exact shape of channel.
Impellers with channels as small as 3m can be manufactured
with this method,
Bxternal welding:
For hendling very low volumetric flows and higher heads,
new series of inpellera are developed and the
characteristics of such impellers are very low outlet
vane angles (15° to 18°) and lower radii of curvature.
These characteristics result in a very long channel
passage and the Conventional welding becomes impossible.
External welding process has been specially developed
to overcome this manufacturing constraint. Following
are the salient features of thie manufacturing process:
-Manufacture hub with blind grooves with corresponding
vanes on shroud.
=Match the grooves with vanes.
3.4
3.5
e206 centrifugal
», REFINERY ENGINEERING
Saag Compressors ~
SCHOOL OF TRAINING Methods of
Manufacture
-Welding of root of groove by TI@ automatic
process with pulsed current, The material at
the bottom of the groove 1s fused to the vane
arranged exactly beneath the grodve without filler
material. :
~Subsequent layers of welding by TIG welding with
‘filler material.
-Suitable heat treatment process to achieve desired
mechanical properties.
-Pinish machining.
Advantages: 1) The external welding process does not
E have the weld deposit in the internal
as passages and hence smoother gas
passages are obtained.
2) he entire process is automatic and
the quality of welding is consistent.
Balancing drum: On an impeller stage in a centrifugal
compressor there exists an axial thrust equal to the
difference of thrust between suction and delivery sides
of the impeller, This thrust adds up in a compressor
for the number of impellers provided in a stage and it
ie too high to be taken by the thrust bearing all by
itself. én equalising drum is fitted on the shaft both
sidesof which are subjected to a differential pressure.
The size is so selected that 90% of the thrust load
due to the gas is compensated by the drum and the
residual thrust is supported by the thrust bearing.
2 40 + Compressors =
= ;
& ¥ REFINERY ENGINEERING Centrifugal
Aub / so00. OF TRAINING Methods of
Manufacture
3.6
3.7
3.8
Spacer Slesves: Spacer sleeves positioned in between
the impellers have two functions.
1) fo protect the shaft from corrosive fluids.
2) To establish the relative position of the impellers
on the rotor. The spacer outer profile also guides
the gas into the suction of the impeller.
Generally sleeves are made from 13% Or steels with
less carbon content. The spacers are mounted under
interference to ensure their positioning during
running. i
Bushes under 011 seals: The bushes positioned on the
shaft under 011 seals protect the shaft from the wearing
action of high flow of seal oil.
These bushes are made by an overlay of hardened material
(Colmonoy 6) of 600 BEN. For high pressure compressors
colmonoy is unsuitable because of very high inter=
ferences required and hardened low alloy steels are
used.
Bearings: The journal ani thrust bearings are of
white metalled type with force feed lubrication. These
are housed outside the compressor casing and they can
be accessed without dismantling the complete machine.
a) Lemon type or elliptical type of bearings are
generally employed for low speed and heavily
loaded rotors and for high speed machines, to have
better damping characteristics, tilting pad
bearings are used.
The selection of the bearing mainly depends on
“the rotor lateral behavior evaluated in critical
speed analysis,
centrifugal
2°39, nesineny ENGINEERING
a eeHagtee Compressors -
Ag A scuoo TRAINS Methods of
Manufacture
Thrust bearings are of tilting pad type with self-
equalising features. Thrust bearings are lubricated
by forced feed lubrication, Oil film between the
collar and the shaft supports the rotor.
4 fundamental parameter while choosing these
bearings is the product of specific load and peripheral
speed. This parameter has to be contained within
Certain limits based on method . of lubrication and
materials of bearing and shaft.
Improvements in the Design:
Periodical review of the design is made for achieving
more reliable efficient and trouble free operation of
compressors at site, The research and development
at collaborator's works and at BHEL enables modification
of existing design or adoption of new design philosophy.
Also based on the feed-back from various sites,
improvements in design are caryied out in the existing
design.
") REFINERY ENGINEERING = 5 yn,
OL OF TRAINING CENERIFUGAL COMPRESSORS ~ i
PRINCIPLES OF OPERATION
4.0 PRINCIPLES OF OPERATION OF A CENTRIFUGAL COMPRESSOR
As already mentioned a centrifugal compressor confers
a certain quantity of energy to increase the discharge
pressure and delivers a particular quantity of fluid
depending on the thermodynamic characteristics. :
In general the fluid is directed to the inlet flange :
with a velocity of about 30m/sec., when it undergoes
a slight initial expansion to beyond 60m/sec., to the ;
eye of the first impeller to which corresponds the initial
conditions of compression indicated by Vo, Po and to.
Such conditions are easily determined on the basis of
the reduction in enthalpy and temperatures in the above
mentioned initial expansion given respectively byt- :
2
2
cy? - cg :
Hos and t= Ang, ;
29427
C, * Velocity at inlet of 1st Impeller.
= Velocity at inlet of suction flange.
9.81 M/ec.”
a
4
At this point the fluid enters the first impeller, which
‘confers a certain quantity of energy to it, bringing it
to the final condition v1, Py and T1, volume, pressure,
temperature at inlet,
According to the theory of Euler the energy given to a
unit weight of fluid passing through the channel between
the two vanes of the impeller is equal to the change of
its momentum.’
ee See eee
Centrifugal
REFINERY ENGINEERING Compressors =
ete Principles of
101 Tr D-
|L_ OF TRAINING Operation.
Am ot (uz¢2 cos o¢2 - 1 wy cos &x 4)
Notation -
Wy, W, = Relative velocity 2, blade
at suction, delivery, angie at
outlet.
C1 Cy = Absolute Velocity
at suction, delivery.
C2 U = Horiz. Comp. of Abs.
velocity at discharge,
I" = Radial
C2 e ~ Regt yefockepeae °F
discharge. :
U4 U, * Tip speed of blade at
2 inlet & outlet.
Since in general O¢ ,90 (radial inlet) the expression iz
becomes: 7
Aw sh c2 u, cos
uu 7) 2 eS
For convenience’ the co-efficient of head may be defined:
v 2 cosO<. 2 Cou
a" 25 = :
u2 U2
Therefore: :
: 1 2 Tinde
vead = Anu = > U2 where u, = Zo 7 de = ext. dia of
Impeller
\ The quantity of energy per unit weight is called effective
‘head (i eff) and does not take into account the losses in the
suction and discharge passages.
The co-efficient of head “U2 is a function of the geometry of
"the vanes and of the capacity as can be seen from the diagram:
Centrifugal
Compressors =
a 44 63 Principles of
Operation
In the diagram is also.shown qualitatively the trend of the
polytropic efficiency y, that takes account of the abrasion,
the impact and the turbulance, of the real fluid on the
channels and vanes.
The polytropic head that the gas can utilize is only a
Proportion of the effective and is given by: i
2
Hp = “Up Hege = T2 “Up 9/9
=Z, RP, K fr K-1 107
1 ger “p (Perv as Y
Wherer
‘ 7a universal gas constant : °
11" Suction Temperature 7 - -
»- = molecular weight of the gas
‘p= potytropic efficiency.
2m*= average compressibility of the gas
K = cp/ey (Specific heat at constant pressure)
Specific heat at constant volume
Pressure ratio p
=
et ‘Oy REFINERY ENGINEERIN Centrifugal
Compressors -
gj, J sacon or anus a 45 5 Principles of
Operation
The polytropic head takes account of the thermodynamic
properties of the gas.
In point 2 of the preceeding diagram, corresponding to the
maximum polytrépic efficiency, one has a capacity for which
the fluid flow to the inlet of the impeller has a greater
angle of incidence to the vane. At this point, the polytropic
head which is proportional to the product V/2"\p is less than
the surge limit where it assumes the maximum value.
It can be seen that the thermodynamic characteristics of the
gas can be changed at the outlet as a function of the inlet
conditions,
Suppose only the molecular weight (/t) is changed maintaining
the volumetric capacity and the speed (rpm), If in the
formula for the polytropic head AA is increased, this diminish
the constant R of the gas and hence ought to augment the ——)
of the term in brackets, given that the other parameters do not!
depend on At. The consequence is that with the same head the
pressure ratio is increased therefore the greater the gas
density (weight) the easier it is to compress.
If instead the suction temperature is increased this diminishes
the term in brackets of the polytropic head formula and there-
fore the pressure ratio diminishes as a consequence, in order
to maintain the head for a given fluid with the same volumetric
capacity and the same speed (rpm) the pressure ratio increases
with reduction in the suction temperature and vice versa.
On the contrary, notwithstanding what 4s said about the
pressure ratio, this does not depend on the suction pressure
Po because in such a case the product PoVo = RTo ramains
constant and from the polytropic head formula it is seen that
not changing other parameters (within certain limits) it will
not vary.
o Hi
} &
+ 46 ¢
ti CHOOL OF TRAININ Principles of
Operation
| eo Centrifugal
REFU
”, REFINERY ENGINEERING Compressors =
The influence of K (ratio of specific heads) on the
pressure ratio ia not great since this appears twice in
the formula once upside down which compensates to some
measure.
Inetead the variation in the average compressibility of
gas (%j) influences the compression ratio more in
particular to an increase of Zm corresponds to a decrease
of and vice versa,
If the number of impellers increases, to see how the
thermodynamic characteristics of the aspirated gas :
influences the discharge for example, 2 stages of compression
carried qut with impellers having the same characteristics,
it is necessary to examine what will happen in the case
of a gas having a small molecular weight, In this case
the intake and delivery volumes differ slightly and are:
Qo = GVo} a
xq
zg
<
7 ~
4
»,
”y, REFINERY ENGINEERING Centrifugal
Compressors -
eg? SCHOOL CF TRAINING Seals & Sealing
ms Systems
4
« I.
° i
o H
S H.
a
oO
2
O,
: = :
a Sy REFINERY ENGINEERING sees ‘|
eh Pi CENTRIFUGAL, COMPRESSORS - PLOW CHART
: Sone eee eee
j OF QUALITY ASSURANCE CHECKS
CENTRIFUGAL COMPRESSOR MANUFACTURE.
ce | | Bi al
ome Centrifugal Compressors-|
4 REFINERY ENGINEERING.
Je’ lists in Centrifugal
UL) sacasormae + 625 Compressor Manufacture
(ol aiaae Tears: ee
1 IMPELLER OVERSPEEDING
* Bach impator of
individually overaped
vale of 115% of Maximum continuous 3
spad impetiors lor any
permanent delormations and microcracks a
the wolds.
‘Spin last equipment tor compressor impallors.
5 paLanoina
J Ezchimpate is palance before Is ove sped
telco ite tsanbiod on he eh Hse
ope Dancing and it eases refer
“one to he accuses spa
ie Schenck 50 VB Dynamic Balancing Machine.
(W)_NO-LOAD MECHANICAL AUN TEST:
(Mechanica un ta is cated out 19 verily the yernal cubs
jeial condition of Ihe unit assembly and help i onic
‘Riecientey gh saya we ee econ
{ost is carried ayt under casing evacus
condition.
a {ube and seat oil channels in ihe compressor
casing.
find smooth-running at Maximum
‘Broadly, the following verifications ava carried out ed for a period al four hours,
nabbecbistiuns . f al overspeed ar trip speed (110% of
§ Rotor balance 18 minutes.
© Bearing atignmont, clearance and adequacy of,
lubrication
© Clearances at inter-stage tabyrinth seals and
tiquid fitm shalt seals
(TANDEM MECHANICAL RUN TEST:
During this test, shop driver. shop tube oil
compressor
ings of the 1rain ave arranged
st Is carried out as
sbove. The train componer
iy Ie checked during this (ust
Tandem Mechanical Aun Test
Quality Assurances, Check|’
Centrifugal Compressors
REFINERY ENGINEERING
IEEINERY ENGINEERIN' Quality Assurances, dheck
lists in Centrifugal
SCHOOL OF TRAINING Compressor Manufacture
TD) STaNG MECHANICAL RUN TENT.
In case of stsing mochanieal running tes! the job
‘drat is used proterably on its own base
‘and with ariginal piping within the cont
[EL_ THERMODYNAMIC PERFORMANCE TEST
‘Thus test is carried oul (0 establish the nd temperature, oi
thermodynamic performance ol the machine with ‘ge of ofl rough
ecied gas of known properties under
‘specified conditions.
‘A.comprossor can be testod with a suitable test
‘Gee whose physical and thermodynamic
Bropertion are well known and the results aro ry elfort is made to to
Converted into expecied performance of ine same 4 ge. The perlormance
‘compressor for lis design or specilied ges under ressuro falio vs. tow,
lis design operating condition. pow ‘head vs. tow, flow vs.
‘ASME PTO-10 and BS standards stipul ceeains pel sante
‘arlous types of leale for dfteront types ol gases. A permanent closed ioop piping system, wilh he
: ‘@xchangars, piping, valves otc. wilh suitable t
Niner sconpncr iawn napecind oe Siete Ah ls it tw aoe
nd eect orn usted at por pa loop lt designed for 15 aig. and high pressure
(Oa) the teat a tocmed as Ciase-t leon Gesloaea fee
For conducting performance tests and static seats
‘Class It and Ciass ib tests are conducted when fests, a diaphvagm compressor of 600 kg/cm?
tha compretscr tn ee anniy condi It id pressure rating Is installed with the nitrogen gas:
sai! teats, the Jsulls ave to be converted: peeen trom ano
riormance dats oxpected for ho speciliod
{nfunger specilied conaiione using he parlect dation to Ihe existing lacs
us lawn, Power tos! codes spociy ihe lint of
Giterence tor maximum and minimum
‘comprossiblty functions (x8) for tho test and
Spocité pasos hese limits are excoeded
Giaserlll tot caleulavons shail be adopted, The
‘Conversion offer results to specified conditions
emade using teal gas equations In case of
Gisss=it tate.
‘The compressor and the complete systom 1s
checked for alr/ gas leaks.
(008 is acmitied al iow
parameters and purged lil the purity i achieved.
‘After the gas analysis ls satistactory tl
‘Compressor fe started and slowly brought to the
feat speed. After oblaining the test parametors —
such as Inlel pressure, temperature low and
speed — the diacharge pressure paral
(F_STATIC SEALS TEST
‘Aller completing the mechanical run test, liquid
film (shai and) soals are assembled in postion.
‘The compfessor is pressurised to operating
‘by an inert gas sucr as nilrogen. A
remial pressure of 0.5 Kg/em is maintained
‘between the seal oil jnlel and the gas inside (ie
falerence gas). The leakage seal oil across the HP
teal fs mansured for known period while the shalt
is under manual rotation. Wath this i is possible
{0 judge the sour ol leakage and the fitness o he
seal,
Liquid Film Shatt Soals under “Static Soals Tost”
0,
@% A &y REFINERY ENGINEERING
La SCHOOL OF TRAINING
fugal Compressor
Manufacture
Centrifugal Compressors
= Quality Assurances,
64 Check lists in Centri-
the HP soal rings ar
LP seal ring ‘cloarancs
‘enlarged to auit the tow pressure gas conditions,
of ine fas, Sometimes tho roducod numb
the sour (HP) oll
for a specitieg pe
Generally his test is conducted at low pressure
and at ow speeds
LUBE OIL CONSOLES:
Lube Oli Conpoles for compressors and their
‘drive turbines are functionally tested as per APL
814, The functional test includes checking the
performance of motor/ turbine. pump sets,
onto! valves, relia! valves, accumulator, coolers
and fillers. The test also includes the simulal
‘of change-over of pumps, coolers and lilters. THe
following operations are eneured duting the test
1. The operation of control valves at set pressuros
and lows, m
4. Automatic takeover of pumps,
5. Alarm and tep settings of pressure switches,
6. Cleantiness af ine aystem,
INSTRUMENTATION FOR TESTS:
Highly sophisticated and precision instruments
are available for measuring various parameters
‘during machanical run tests a6 par API 612, 614,
617 and perlormance tests as per ASME-PTC -6,
PTC-10. Calibration of these instruments is
carried out at works belora and alter tho lest. The
following are come of tho important insteuments,
available with us.
MICRO PROCESSOR-COMPUTER/SYSTEM CONTROLLER
{in tune with the modern trandi in the evolution of
Mechanical and 11
{CADAS) is not only
‘with full graphics fa
1) Relay Multiplexer Assembly with Thermocouple
islion and low inermal relay,
‘muliploxer for T.O-s.
by Pressures and ai I pressure. measuring
facility on relay muliplaxer assemblies,
(6) Speed & Froquoncy Measurements on high
requency reciprocel counter assembly,
4) Pulue Measurements for Turbine Flow Meters,
#) Stain Moafuroment.
) Current O/A Converter.
{9)High Voltage Actuation (220 V) for process
‘controlling.
During the performance twst, the dats is acqui
by Autom ‘Acquisitions ang Control Uni
(HP. 9054) trom various sensors such as pressure
transducers, differential pressure transduce
rexstance thormal detectors and thermocouples,
flow meters and various magnatic
Instrumentation and contcoi Pano!
bs
Bo 2 65
7 Rd REFINERY ENGINEERING CENTRIFUGAL COMPRESSORS
Ag / scuoou OFTRAINING SURGE AND ITS CONTROL
Surge can be dofined as the expneity below which
the centrifugal compressor performance becomes unstable. The
surging conditions occur when the inlet capucity is reduced
below s particular limit, Thia consists because of the
collapse of the prescure developing capability of the machine,
At a given speed, ap the inlet capacity is reduced, the
discharge pressure of the wachine goor on incrcusing. When
surging occurs, the high prossure cao at the discharge of the
machine flows back through the compressor in a complete
reversal of the normal direction of flow. Once the discharge
pressure is dissipated cuffictently, the conditions causing
+ the collapse of pressure no longer cxist snd the compressor
rogumos normal flow and discharge prescure. If the discha
‘conditiona on the’machine have not changed, the collapse of
preseuro ‘producing ability will repeat and cycle through the
sane sequonce, The percontago flow rt which the surge occurs
Pap m ceutritugal compressor depends upon the scrodynamte
design, gas propertios, stability of flow, system
gyaracteriatica, stage companonta deaign otc.
The above surging 16 formed’as overall machine
surging. But in certain occagions, the flow components of
stage may have a mild surging with the flow reversals within
ite geometric domaine without causing tho overall curging of
the machine, or without hampering the overall pressure
producing capability of the machine. Such mild surging cannot
have sudible noise or pressure fluctuations which can be felt
externally. Most often, tho mild surging of individual
componen ta creates enoygh flow fluctuations that the adjacent
epmponents byeak dpwy dye to spotability and the overal]
“‘machine goog into pur,
» |, Al} necensary procautions during installation of the
machine in & syatem shall be taken to prevent surging for th?
fojlowing reasona, Surging condition imposes transient
‘ zi : contd. Pagt

You might also like
- Fundamentals of Kobelco-Screw CompressorNo ratings yetFundamentals of Kobelco-Screw Compressor4 pages
- Multi-Stage Centrifugal Compressors OverviewNo ratings yetMulti-Stage Centrifugal Compressors Overview32 pages
- Reciprocating Compressor Overview and Parts100% (4)Reciprocating Compressor Overview and Parts59 pages
- API Standard 617 - Axial and Centrifugal and Expander-Compressors For Petroleum, Chemical and Gas Industry ServicesNo ratings yetAPI Standard 617 - Axial and Centrifugal and Expander-Compressors For Petroleum, Chemical and Gas Industry Services4 pages
- Centrifugal & Axial Compressor - Construction100% (3)Centrifugal & Axial Compressor - Construction16 pages
- Rolon Gas Seals for Turbomachinery ReliabilityNo ratings yetRolon Gas Seals for Turbomachinery Reliability39 pages
- Dry Gas Seal System Design Standards For Centrifugal Compressor Applications100% (1)Dry Gas Seal System Design Standards For Centrifugal Compressor Applications8 pages
- Centrifugal Compressors Specification DocumentNo ratings yetCentrifugal Compressors Specification Document26 pages
- Dry Gas Seals: Design & Maintenance GuideNo ratings yetDry Gas Seals: Design & Maintenance Guide16 pages
- Design and Maintenance Considerations For Enhanced Reliability and Performance DRY GAS SEALNo ratings yetDesign and Maintenance Considerations For Enhanced Reliability and Performance DRY GAS SEAL11 pages
- Hoerbiger Recip Compressor Training PDFNo ratings yetHoerbiger Recip Compressor Training PDF18 pages
- Manufacturing of Centrifugal Compressor Impellers100% (1)Manufacturing of Centrifugal Compressor Impellers64 pages
- Compressor Types and Standards OverviewNo ratings yetCompressor Types and Standards Overview104 pages
- Installing Large Rotating Equipment Systems100% (1)Installing Large Rotating Equipment Systems8 pages
- Compressed Air System Overview and ComponentsNo ratings yetCompressed Air System Overview and Components11 pages
- Auxiliary Systems for Centrifugal CompressorsNo ratings yetAuxiliary Systems for Centrifugal Compressors140 pages
- Centrifugal Compressor Operation and Maintenance T1pg10-25 PDFNo ratings yetCentrifugal Compressor Operation and Maintenance T1pg10-25 PDF16 pages
- Centrifugal Compressor Operation and Maintenance T1pg10-25 PDF100% (1)Centrifugal Compressor Operation and Maintenance T1pg10-25 PDF16 pages































































