You might also like
- Operating Your Startup - Quick EOS Template - by Chris Herbert - MediumDocument4 pagesOperating Your Startup - Quick EOS Template - by Chris Herbert - MediumdocumentalesNo ratings yet
- Interview QDocument7 pagesInterview Qchirag_resoNo ratings yet
- Implementing LeanDocument22 pagesImplementing LeanVladislav Velikov100% (1)
- Art Smally On StandardizedworkDocument59 pagesArt Smally On StandardizedworkEdward_Dane_Bo_5933100% (1)
- BMW Speakers Install BSW Stage 1 E60 Sedan Logic7Document13 pagesBMW Speakers Install BSW Stage 1 E60 Sedan Logic7StolnicuBogdanNo ratings yet
- Kaizen BasicDocument39 pagesKaizen Basicrajaabid100% (1)
- What Is Leader Standard WorkDocument5 pagesWhat Is Leader Standard WorkcristianpetriceanNo ratings yet
- Kaizen: Techniques and Case StudiesDocument29 pagesKaizen: Techniques and Case StudiesShad Rahmani100% (8)
- FranchisingDocument38 pagesFranchisingprasadmahajan26100% (1)
- Kaizen - The Key To Japan's Competitive SuccesDocument8 pagesKaizen - The Key To Japan's Competitive SuccesHans Siregar67% (3)
- Fina Kaizen LG2Document101 pagesFina Kaizen LG2tamirat fikaduNo ratings yet
- Kaizen ReportDocument18 pagesKaizen ReportZishy RajputNo ratings yet
- British Forces in 2nd Battle of AlameinDocument10 pagesBritish Forces in 2nd Battle of AlameinDinko Odak100% (1)
- Toyota Production System comprehensive from theories to techniqueFrom EverandToyota Production System comprehensive from theories to techniqueRating: 5 out of 5 stars5/5 (2)
- Gemba Walks the Toyota Way : The Place to Teach and Learn ManagementFrom EverandGemba Walks the Toyota Way : The Place to Teach and Learn ManagementRating: 5 out of 5 stars5/5 (1)
- Kaizen CostingDocument19 pagesKaizen Costingcloudynyte1No ratings yet
- 8 Lean - Manufacturing - 1 2 KaizenDocument32 pages8 Lean - Manufacturing - 1 2 Kaizenmax hopusNo ratings yet
- KaizenDocument34 pagesKaizenArpit ShahjiNo ratings yet
- RESUMO Toyota Business PracticesDocument3 pagesRESUMO Toyota Business PracticesscribdruiNo ratings yet
- KAizenDocument12 pagesKAizenTarun SharmaNo ratings yet
- Myths About Standardised WorkDocument4 pagesMyths About Standardised Workgrebello@yahoo.comNo ratings yet
- To Blitz or Not To BlitzDocument4 pagesTo Blitz or Not To BlitzManas DasguptaNo ratings yet
- Art of Lean - Kaizen CourseDocument73 pagesArt of Lean - Kaizen CourseMarco Antonio Figueroa RamírezNo ratings yet
- Kaizen: Aditya Abhineet KritikaDocument18 pagesKaizen: Aditya Abhineet KritikaDharmender KumarNo ratings yet
- Kaizen Philosophy: Pratik Basu 6 ME-60 B.E. Semester 8 Mechanical EnggDocument18 pagesKaizen Philosophy: Pratik Basu 6 ME-60 B.E. Semester 8 Mechanical EnggRupakshi Saurabh GaurNo ratings yet
- V.B.Shah Institute of Management: Fybba Sem-2 1 DIVDocument19 pagesV.B.Shah Institute of Management: Fybba Sem-2 1 DIVshree nathNo ratings yet
- KaizenDocument16 pagesKaizenvamshiNo ratings yet
- Synergy: Group Name Group Topic Group MembersDocument13 pagesSynergy: Group Name Group Topic Group MembersRicha GoyalNo ratings yet
- Toyota Way - The Hiring Process: Ch. 8 Interviewing Candidates Self-Study ReadingDocument5 pagesToyota Way - The Hiring Process: Ch. 8 Interviewing Candidates Self-Study ReadingTin Kei LeongNo ratings yet
- Kizen ConceptDocument6 pagesKizen ConceptgjanklesariaNo ratings yet
- Power of KaizenDocument12 pagesPower of Kaizenastomar82No ratings yet
- Quick and Easy KaizenDocument4 pagesQuick and Easy Kaizencarey stewartNo ratings yet
- Making Stream of Production-3Document15 pagesMaking Stream of Production-3şenol sezerNo ratings yet
- Thinker Active Maths Workbook Class 6 Solutions-1Document3 pagesThinker Active Maths Workbook Class 6 Solutions-1Udhaya Kumar100% (2)
- Quality CirclesDocument3 pagesQuality CirclesManjunath J KumbarNo ratings yet
- The Elegant Solution Article ToyotaDocument10 pagesThe Elegant Solution Article Toyotavivek_chavda4101No ratings yet
- Ie 450 PP 2Document48 pagesIe 450 PP 2salesmuliamakmurNo ratings yet
- TEDCO KaizenDocument35 pagesTEDCO Kaizenck_peyNo ratings yet
- Kaizen PQMDocument16 pagesKaizen PQMVashisht Agarwal100% (1)
- KaizenDocument3 pagesKaizenTricia LoboNo ratings yet
- Sustain. These Steps Involve Going Through Everything in A Space, Deciding What'sDocument3 pagesSustain. These Steps Involve Going Through Everything in A Space, Deciding What'sjojie dadorNo ratings yet
- Chapter 1: Courage, Humility, KaizenDocument20 pagesChapter 1: Courage, Humility, Kaizenjulie HickmanNo ratings yet
- Chapter 2 The Lean Production SystemDocument13 pagesChapter 2 The Lean Production SystemmayaNo ratings yet
- KizenDocument22 pagesKizenLijalem Assefa100% (1)
- nchi Genbutsu (現地現物: Toyota Production SystemDocument3 pagesnchi Genbutsu (現地現物: Toyota Production SystemcvikasguptaNo ratings yet
- Chap1:Kaizen Basic EducationDocument48 pagesChap1:Kaizen Basic Education1977jul100% (2)
- Vehicle Servicing: Unit of Competence: - Apply 3SDocument125 pagesVehicle Servicing: Unit of Competence: - Apply 3Sabel assefaNo ratings yet
- Chapter 2 - Stability and Standardized WorkDocument22 pagesChapter 2 - Stability and Standardized Workjulie HickmanNo ratings yet
- ABS Summary TextDocument12 pagesABS Summary TextjesusmemNo ratings yet
- The TK ResearchDocument8 pagesThe TK ResearchThuyNo ratings yet
- Historia-: Quality CircleDocument5 pagesHistoria-: Quality CircleAlberto IsaguirreNo ratings yet
- Toyota LoDocument8 pagesToyota LoSujan SamantaNo ratings yet
- Kaizen ModelDocument4 pagesKaizen ModelCresel ReposoNo ratings yet
- Gemba KaizenDocument5 pagesGemba KaizenBala Murugan100% (2)
- Prologue SummaryDocument5 pagesPrologue SummaryCarmenNo ratings yet
- A Lean Journey: A journey into the world of lean and business improvementFrom EverandA Lean Journey: A journey into the world of lean and business improvementNo ratings yet
- Lec 2Document17 pagesLec 2akhilNo ratings yet
- Theory of Base6: Successfully Implementing The Lean Supply ChainDocument2 pagesTheory of Base6: Successfully Implementing The Lean Supply ChainDiego EcheverryNo ratings yet
- Problem Solving Culture 7-09 Randy BlakeDocument16 pagesProblem Solving Culture 7-09 Randy BlakeNaga ChaitanyaNo ratings yet
- The Toyota Way, Scientific Thinking and Mindset: Jeffrey K. LikerDocument10 pagesThe Toyota Way, Scientific Thinking and Mindset: Jeffrey K. LikerGerard EgertonNo ratings yet
- 2006 11 Significance of Problem SolvingDocument8 pages2006 11 Significance of Problem SolvingNuman RoxNo ratings yet
- Lean Manufacturing Technique Kizen 5s 9ebadDocument7 pagesLean Manufacturing Technique Kizen 5s 9ebadDragos ChioveanuNo ratings yet
- CHAPTER 1 - History of Kaizen & Lean ManagementDocument8 pagesCHAPTER 1 - History of Kaizen & Lean Managementsam100% (1)
- VOID BEQUESTS - AssignmentDocument49 pagesVOID BEQUESTS - AssignmentAkshay GaykarNo ratings yet
- Introduction To Content AnalysisDocument10 pagesIntroduction To Content AnalysisfelixNo ratings yet
- Polyhouse Gerbera CultivationDocument5 pagesPolyhouse Gerbera CultivationArvindVPawar100% (2)
- Peace Corps Guatemala Welcome Book - June 2009Document42 pagesPeace Corps Guatemala Welcome Book - June 2009Accessible Journal Media: Peace Corps DocumentsNo ratings yet
- Print Design Business Model CanvasDocument3 pagesPrint Design Business Model CanvasMusic Da LifeNo ratings yet
- 5-Benefits at A GlanceDocument2 pages5-Benefits at A GlanceBlackBunny103No ratings yet
- Ljubljana European Green Capital 2016Document56 pagesLjubljana European Green Capital 2016Kann_dandy17No ratings yet
- Title To The ProjectDocument14 pagesTitle To The ProjectJatinChadhaNo ratings yet
- Statement of Facts:: State of Adawa Vs Republic of RasasaDocument10 pagesStatement of Facts:: State of Adawa Vs Republic of RasasaChristine Gel MadrilejoNo ratings yet
- Metabolic SyndromeDocument4 pagesMetabolic SyndromeNurayunie Abd HalimNo ratings yet
- Datasheet HFS60Document3 pagesDatasheet HFS60RajeswaranNo ratings yet
- Logbook) Industrial Attachment Brief To Students-3Document6 pagesLogbook) Industrial Attachment Brief To Students-3geybor100% (1)
- Vehicle Detection and Identification Using YOLO in Image ProcessingDocument6 pagesVehicle Detection and Identification Using YOLO in Image ProcessingIJRASETPublicationsNo ratings yet
- Taxation Philippine Tax and Income System Assignments and QuizdocxDocument20 pagesTaxation Philippine Tax and Income System Assignments and QuizdocxMicaella ShayneNo ratings yet
- Fabric Technologist RoleDocument3 pagesFabric Technologist RoleAnup Kumar DeyNo ratings yet
- Telemeter-Electronic Brochure Flexible Heaters WebDocument12 pagesTelemeter-Electronic Brochure Flexible Heaters WebXavierNo ratings yet
- FAA PUBLICATIONS May Be Purchased or Downloaded For FreeDocument4 pagesFAA PUBLICATIONS May Be Purchased or Downloaded For FreeFlávio AlibertiNo ratings yet
- Project Proposal - Articulation SessionsDocument8 pagesProject Proposal - Articulation SessionsJhay-are PogoyNo ratings yet
- Pac All CAF Subject Referral Tests 1Document46 pagesPac All CAF Subject Referral Tests 1Shahid MahmudNo ratings yet
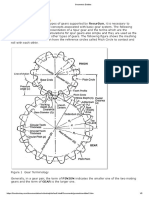
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincNo ratings yet
- Lae ReservingDocument5 pagesLae ReservingEsra Gunes YildizNo ratings yet
- Valery 1178Document22 pagesValery 1178valerybikobo588No ratings yet
- Scrum Gantt Chart With BurndownDocument4 pagesScrum Gantt Chart With BurndownAsma Afreen ChowdaryNo ratings yet
- Technical Specification For Flue Gas Desulfurization of Thermal Power Plant Limestone / Lime - Gypsum MethodDocument17 pagesTechnical Specification For Flue Gas Desulfurization of Thermal Power Plant Limestone / Lime - Gypsum Methodpramod_tryNo ratings yet
- BW-Africa 2023 BrochureDocument12 pagesBW-Africa 2023 BrochureDanial DarimiNo ratings yet
- Introduction To GlobalizationDocument17 pagesIntroduction To Globalization21100959No ratings yet
- Data Loss PreventionDocument20 pagesData Loss Preventiondeepak4315No ratings yet