You might also like
- Honda GC160, GC190, GS190 Service ManualDocument86 pagesHonda GC160, GC190, GS190 Service Manualcfi2834657100% (4)
- Weibang Lawnmower ManualDocument11 pagesWeibang Lawnmower ManualJames LoewenNo ratings yet
- Mastercraft Dual Bevel Mitre Saw User ManualDocument20 pagesMastercraft Dual Bevel Mitre Saw User ManualLee BannisterNo ratings yet
- User Manual ManoScanDocument58 pagesUser Manual ManoScanNurul FathiaNo ratings yet
- Pocket Gage: User's Manual No.99MAG018B Series No.7300Document2 pagesPocket Gage: User's Manual No.99MAG018B Series No.7300deregilNo ratings yet
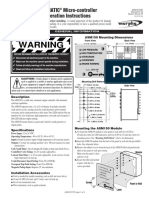
- Murphy.40 ASM150.instDocument4 pagesMurphy.40 ASM150.instS M NaveedNo ratings yet
- Credit 6 Mill-2003Document23 pagesCredit 6 Mill-2003Gokul Prasad ChettiNo ratings yet
- Dial Gauge: TroubleshootingDocument2 pagesDial Gauge: TroubleshootingP. SanthoshNo ratings yet
- Niigata Gap Caliper LeafletDocument1 pageNiigata Gap Caliper LeafletJohn KingNo ratings yet
- Dobatubos Serie 404Document8 pagesDobatubos Serie 404adrian hernandezNo ratings yet
- Rema SlideDocument4 pagesRema SlidedexNo ratings yet
- 90 VA V - V-Ring Seals, Globally Valid - SKFDocument2 pages90 VA V - V-Ring Seals, Globally Valid - SKFMohamed AliNo ratings yet
- Tubular Inside Micrometers SERIES 137 - Extension Rod Type (Main Unit)Document1 pageTubular Inside Micrometers SERIES 137 - Extension Rod Type (Main Unit)Monglen Z. CasiñoNo ratings yet
- Monginis E-Fluted Snap Lock Bottom Box KLDDocument1 pageMonginis E-Fluted Snap Lock Bottom Box KLDMayank PasariNo ratings yet
- Mooring Bouy Penamaann Tabel 2-ModelDocument1 pageMooring Bouy Penamaann Tabel 2-ModelAlex NapitupuluNo ratings yet
- WCC Gear CatalogueDocument17 pagesWCC Gear CatalogueHugo DesputraNo ratings yet
- Effective Use of Gauges and Measuring InstrumentsDocument31 pagesEffective Use of Gauges and Measuring Instrumentsaizaz65No ratings yet
- Dowin Hyd - Breaker CatalogueDocument11 pagesDowin Hyd - Breaker CataloguezephyrinNo ratings yet
- 5556 Series Approval SpecificationDocument8 pages5556 Series Approval SpecificationEnzo AscañoNo ratings yet
- Pfaff Classic Style Fashion Sewing Machine Instruction ManualDocument52 pagesPfaff Classic Style Fashion Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Cp394aorg 515 PDFDocument2 pagesCp394aorg 515 PDFEdgar Amaury Ramirez DecenaNo ratings yet
- Bb86 / Bb92 Frame Gauge: Before You Install Praxis Works M30 Bb86 / Bb92 You Must Check Your Frame!Document3 pagesBb86 / Bb92 Frame Gauge: Before You Install Praxis Works M30 Bb86 / Bb92 You Must Check Your Frame!edwuinhr herreraNo ratings yet
- ' - : - Airs/ CRRFT$ Ivlrn: Owner'SDocument33 pages' - : - Airs/ CRRFT$ Ivlrn: Owner'SsNo ratings yet
- Products 2023Document2 pagesProducts 2023Sri MuliyaniNo ratings yet
- Nine9 Indexable Milling CutterDocument16 pagesNine9 Indexable Milling Cutterعبدالله محمدNo ratings yet
- M939 Instruction SheetDocument13 pagesM939 Instruction SheetYury Lorenz100% (1)
- 890-011-232.09 300-400 Lever Bender Instr1222Document10 pages890-011-232.09 300-400 Lever Bender Instr1222Zts MksNo ratings yet
- Assfalg Catalog Deburring - Chamfering 2019 (EN)Document64 pagesAssfalg Catalog Deburring - Chamfering 2019 (EN)novkovic1984No ratings yet
- Manual de Instruções John Deere D170 (56 Páginas)Document2 pagesManual de Instruções John Deere D170 (56 Páginas)Antonio CostaNo ratings yet
- CEC Drawing of 10.7X21.6m GFS Tank With Aluminum Dome Roof - 230131Document13 pagesCEC Drawing of 10.7X21.6m GFS Tank With Aluminum Dome Roof - 230131danNo ratings yet
- Owner'S Manual: Invermig SeriesDocument24 pagesOwner'S Manual: Invermig SeriesJorge QuintanaNo ratings yet
- Sensores de Velocidade - whirligigUKDocument2 pagesSensores de Velocidade - whirligigUKSussumu TanimotoNo ratings yet
- Guía de Cirugía Guiada MIS MGUIDEDocument22 pagesGuía de Cirugía Guiada MIS MGUIDEharum avakianNo ratings yet
- Yanmar Brochure SD60Document4 pagesYanmar Brochure SD60hastaNo ratings yet
- Kenmore 385.11/12 Sewing Machine Instruction ManualDocument92 pagesKenmore 385.11/12 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Test PDFDocument1 pageTest PDFJual InstrumentGeomatikaNo ratings yet
- SnowblowerDocument48 pagesSnowblowerJeffNo ratings yet
- BFT HQSC-DDocument6 pagesBFT HQSC-DGiovanni ManzolilloNo ratings yet
- Manual 730N enDocument25 pagesManual 730N enRenato Purcino100% (1)
- Vernier Calipers (Mono ・Block) : Safety PrecautionsDocument2 pagesVernier Calipers (Mono ・Block) : Safety PrecautionsCedric MercadoNo ratings yet
- Ewa17 Circuitprotection270318Document32 pagesEwa17 Circuitprotection270318Đồng Ngọc TrungNo ratings yet
- Trimmer: Not For ReproductionDocument36 pagesTrimmer: Not For Reproductionkelvin felix garciaNo ratings yet
- Ares Ultra BT A - Instruction Manual 7Document22 pagesAres Ultra BT A - Instruction Manual 7marian hotineanuNo ratings yet
- Palmgren 11152, 11253 & 11255Document4 pagesPalmgren 11152, 11253 & 11255Jon LewisNo ratings yet
- D165 Series D165 Series: Service Hose Crimpers Service Hose CrimpersDocument32 pagesD165 Series D165 Series: Service Hose Crimpers Service Hose CrimpersJhon VasquezNo ratings yet
- Rotary Encoder E50 Series Instruction ManualDocument1 pageRotary Encoder E50 Series Instruction ManualArie Cahyo UtomoNo ratings yet
- Owner'S: 1 IES EDocument48 pagesOwner'S: 1 IES ERossNo ratings yet
- bar size should not smaller than10MM Φ Lower Layer Lower Layer bar size should not smaller than10MM ΦDocument1 pagebar size should not smaller than10MM Φ Lower Layer Lower Layer bar size should not smaller than10MM ΦPushpdeep GehlotNo ratings yet
- Manual 99MAD027ADocument11 pagesManual 99MAD027AOkara666No ratings yet
- Manual de Operacion de Motosierra-1Document32 pagesManual de Operacion de Motosierra-1edgar clemente carbajalNo ratings yet
- Digital Outside Micrometers (Basic Type, Without Data Output)Document1 pageDigital Outside Micrometers (Basic Type, Without Data Output)uniquecalibrationservicesNo ratings yet
- Product Data Sheet Damcos BRC 500 en 60338Document4 pagesProduct Data Sheet Damcos BRC 500 en 60338cvfNo ratings yet
- Kenmore 385.12216 Sewing Machine Instruction ManualDocument79 pagesKenmore 385.12216 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- MS 2018 WR250F 2GB 73Document426 pagesMS 2018 WR250F 2GB 73Canal Ténéré Sem DestinoNo ratings yet
- Dep 1122 Type 270 270r en Web 0Document13 pagesDep 1122 Type 270 270r en Web 0Pablo SauNo ratings yet
- Technical Specification Sailor N163S Power Supply PDFDocument1 pageTechnical Specification Sailor N163S Power Supply PDFseamec2No ratings yet
- Silam Belts For The Food IndustryDocument2 pagesSilam Belts For The Food IndustryPeter CropsNo ratings yet
- Manual: Safety Warning 【Please read carefully.】Document2 pagesManual: Safety Warning 【Please read carefully.】Rakoy GamerNo ratings yet
- E50 en Tcd210020ab 20220321 Inst WDocument1 pageE50 en Tcd210020ab 20220321 Inst Wesau hernandezNo ratings yet
- Puma 4100 5100 OpenDocument32 pagesPuma 4100 5100 OpenEdwin TacoNo ratings yet
- MP CRPDocument2 pagesMP CRPankutupanaNo ratings yet
- Canadian Solar-Datasheet-All-Black CS6K-MS v5.57 ENDocument2 pagesCanadian Solar-Datasheet-All-Black CS6K-MS v5.57 ENParamesh KumarNo ratings yet
- Holy Spirit Mass SongsDocument57 pagesHoly Spirit Mass SongsRo AnnNo ratings yet
- Critical Health Concerns in The 21st CenturyDocument4 pagesCritical Health Concerns in The 21st CenturykelleybrawnNo ratings yet
- WB-Mech 120 Ch05 ModalDocument16 pagesWB-Mech 120 Ch05 ModalhebiyongNo ratings yet
- Evelyn Arizpe - Teresa Colomer - Carmen Martínez-Roldán - Visual Journeys Through Wordless Narratives - An International Inquiry With Immigrant Children and The Arrival-Bloomsbury Academic (2014)Document290 pagesEvelyn Arizpe - Teresa Colomer - Carmen Martínez-Roldán - Visual Journeys Through Wordless Narratives - An International Inquiry With Immigrant Children and The Arrival-Bloomsbury Academic (2014)Lucia QuirogaNo ratings yet
- JamPlay 30 Minute Guitar Pratice TemplateDocument23 pagesJamPlay 30 Minute Guitar Pratice TemplateSunkilr Sönny100% (4)
- Umihara Et Al-2017-Chemistry - A European JournalDocument3 pagesUmihara Et Al-2017-Chemistry - A European JournalNathalia MojicaNo ratings yet
- Etymological Wordplay in Ovid's Pyramus and ThisbeDocument5 pagesEtymological Wordplay in Ovid's Pyramus and Thisbeignoramus83No ratings yet
- Interdisciplinary Project 1Document11 pagesInterdisciplinary Project 1api-424250570No ratings yet
- Pay Scale WorkshopDocument5 pagesPay Scale WorkshopIbraNo ratings yet
- Motorola Phone Tools Test InfoDocument98 pagesMotorola Phone Tools Test InfoDouglaswestphalNo ratings yet
- Ostrich RacingDocument4 pagesOstrich RacingalexmadoareNo ratings yet
- Diploma Thesis-P AdamecDocument82 pagesDiploma Thesis-P AdamecKristine Guia CastilloNo ratings yet
- Manipulation Methods and How To Avoid From ManipulationDocument5 pagesManipulation Methods and How To Avoid From ManipulationEylül ErgünNo ratings yet
- Tok EssayDocument2 pagesTok EssayNeto UkpongNo ratings yet
- NM Integrative Wellness MRC Public Health Acupuncture JITTDocument40 pagesNM Integrative Wellness MRC Public Health Acupuncture JITTPrince DhillonNo ratings yet
- PmtsDocument46 pagesPmtsDhiraj ZanzadNo ratings yet
- Extension of MDRRMO OfficeDocument12 pagesExtension of MDRRMO OfficeJustin YuabNo ratings yet
- A3 Report Template Checklist - SafetyCultureDocument4 pagesA3 Report Template Checklist - SafetyCulturewarriorninNo ratings yet
- Power - of - Suffering 2Document21 pagesPower - of - Suffering 2jojiNo ratings yet
- Light Design by Anil ValiaDocument10 pagesLight Design by Anil ValiaMili Jain0% (1)
- Emergency Floatation Helicoptero PDFDocument14 pagesEmergency Floatation Helicoptero PDFterrywhizardhotmail.com The Best Of The Best.No ratings yet
- Ap Reg W# 5-Scaffold For Transfer TemplateDocument2 pagesAp Reg W# 5-Scaffold For Transfer TemplateJunafel Boiser Garcia100% (2)
- 5G, 4G, Vonr Crash Course Complete Log AnaylsisDocument11 pages5G, 4G, Vonr Crash Course Complete Log AnaylsisJavier GonzalesNo ratings yet
- Sc10 - Worksheet On Atoms and IonsDocument6 pagesSc10 - Worksheet On Atoms and IonsAnmol AgarwalNo ratings yet
- Linguistic LandscapeDocument11 pagesLinguistic LandscapeZara NurNo ratings yet
- Warranties Liabilities Patents Bids and InsuranceDocument39 pagesWarranties Liabilities Patents Bids and InsuranceIVAN JOHN BITONNo ratings yet
- Test Bank For Macroeconomics 8th Canadian Edition Andrew AbelDocument16 pagesTest Bank For Macroeconomics 8th Canadian Edition Andrew AbelstebinrothNo ratings yet