You might also like
- 462-CURA 3.2.1 AssemblyDocument4 pages462-CURA 3.2.1 AssemblyJesus RolonNo ratings yet
- 474-CURA 3.2.1 AssemblyDocument4 pages474-CURA 3.2.1 AssemblyBERNARDO GUTIERREZNo ratings yet
- 352-CURA 3.0.4. AssemblyDocument5 pages352-CURA 3.0.4. Assemblyotmane houssainiNo ratings yet
- Cura SettingsDocument11 pagesCura SettingsJorge LatoucheNo ratings yet
- Material:: Simplify3D User GuidelinesDocument2 pagesMaterial:: Simplify3D User GuidelinesRaulNo ratings yet
- Chapa Con Nombre - SettingsDocument1 pageChapa Con Nombre - SettingsJuan Chía SejasNo ratings yet
- CURA 15.06 Printing GuidelinesDocument2 pagesCURA 15.06 Printing GuidelinesRaulNo ratings yet
- Cura Ge SettingsDocument12 pagesCura Ge SettingsmrpreacherNo ratings yet
- Triple Wire Machine Exampl KiwiDocument39 pagesTriple Wire Machine Exampl KiwiVenkatNo ratings yet
- Worksheet For Circular Pipe - 1: Project DescriptionDocument1 pageWorksheet For Circular Pipe - 1: Project DescriptionrouhoNo ratings yet
- Beamtool Scan Plan Inspection Layout: 30Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 30Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Beamtool Scan Plan Inspection Layout: 20Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 20Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Beamtool Scan Plan Inspection Layout: 40Mm 250Mm 200Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 40Mm 250Mm 200Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Beamtool Scan Plan Inspection Layout: 25Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 25Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Captura de Pantalla 2023-08-04 A La(s) 14.27.00Document12 pagesCaptura de Pantalla 2023-08-04 A La(s) 14.27.00Michel MantoaniNo ratings yet
- 4 Wire Standard Ds RohsDocument7 pages4 Wire Standard Ds RohszavattisNo ratings yet
- Conveyor Belt E-catalogue-NewDocument14 pagesConveyor Belt E-catalogue-Newmohamed.aa.jaberNo ratings yet
- Speed Setups:: Simplify3D User GuidelinesDocument2 pagesSpeed Setups:: Simplify3D User GuidelinesRaulNo ratings yet
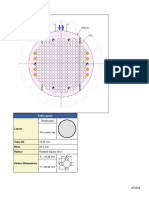
- Tube Layout - Heat ExchangerDocument3 pagesTube Layout - Heat Exchangercalinvasco190670No ratings yet
- Beamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 50Mm 289Mm 223Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Tolerances Fit CalculatorDocument33 pagesTolerances Fit CalculatorVasi ValiNo ratings yet
- Resina Bluecast CR3ADocument4 pagesResina Bluecast CR3AEl Moreno de CosioNo ratings yet
- Features-BC CR3A - Eng Rev.Document6 pagesFeatures-BC CR3A - Eng Rev.Leandro Mainumby Arapoty BorgesNo ratings yet
- File C Users Dasingh AppData Local Temp ReportDocument3 pagesFile C Users Dasingh AppData Local Temp ReportVicky SinghNo ratings yet
- Bee PDFDocument5 pagesBee PDFAnimesh JainNo ratings yet
- 3D Printer DetailsDocument15 pages3D Printer Detailsscorpio_anirbanNo ratings yet
- Sanitary Pipe: Project DescriptionDocument2 pagesSanitary Pipe: Project DescriptionAndrea GalloNo ratings yet
- Item # 6Db15P6P4, 6Db Series Ball ValvesDocument3 pagesItem # 6Db15P6P4, 6Db Series Ball Valvespedro torresNo ratings yet
- SDM Cyclone SizingDocument7 pagesSDM Cyclone Sizingmohamed_sahnoun_enisNo ratings yet
- Titan 200M TITAN 200: With Manual Backgauge With Tilt ShieldDocument2 pagesTitan 200M TITAN 200: With Manual Backgauge With Tilt ShieldSwampfootNo ratings yet
- Important Safety Notices: Prevention of Physical InjuryDocument472 pagesImportant Safety Notices: Prevention of Physical InjuryAli VatanNo ratings yet
- Axial Combine Settings Guide 2014 Final 1 PDFDocument45 pagesAxial Combine Settings Guide 2014 Final 1 PDFJoãoCarlosDaSilvaBrancoNo ratings yet
- Diy Fanny PackDocument2 pagesDiy Fanny Packaravind arvyNo ratings yet
- 12mm Scan PlanDocument3 pages12mm Scan PlanJamesNo ratings yet
- Important Safety Notices: Prevention of Physical InjuryDocument472 pagesImportant Safety Notices: Prevention of Physical InjuryJayNo ratings yet
- Replacement Parts For 3M Pneumatic Orbital Sander 28527 PartsDocument4 pagesReplacement Parts For 3M Pneumatic Orbital Sander 28527 Partsskyler summersNo ratings yet
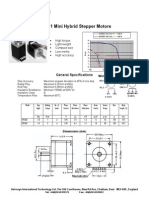
- Size 11 Mini Hybrid Stepper Motors: - High Torque - Light Weight - Compact Size - Low Inertia - High AccuracyDocument4 pagesSize 11 Mini Hybrid Stepper Motors: - High Torque - Light Weight - Compact Size - Low Inertia - High AccuracySriram ChintalapudiNo ratings yet
- Cylinder HeadsDocument21 pagesCylinder Headspistonbreaker100% (4)
- Apparel Industry ReportDocument60 pagesApparel Industry ReportSachin Vaidya100% (1)
- 0 Degree Coverage For SS - FilesDocument4 pages0 Degree Coverage For SS - FilessnndhkNo ratings yet
- Raport AP7.002431G 400-0000632110-03Document1 pageRaport AP7.002431G 400-0000632110-03Bebe WeNo ratings yet
- Raport AP7.002523G 400-0000638796-02 PDFDocument1 pageRaport AP7.002523G 400-0000638796-02 PDFBebe WeNo ratings yet
- Appendix A: Variable Ranges For Filter Cycle Calculations: Basic Properties of Solids, Solutes and FluidsDocument10 pagesAppendix A: Variable Ranges For Filter Cycle Calculations: Basic Properties of Solids, Solutes and FluidsBrendaline EnopiaNo ratings yet
- Force Calculation Using ILDDocument6 pagesForce Calculation Using ILDdotamirNo ratings yet
- DBL LT-PPMF Microfiber Bag en Rev2Document2 pagesDBL LT-PPMF Microfiber Bag en Rev2nabila OktavianiNo ratings yet
- Rectangular Tank CalculationDocument9 pagesRectangular Tank CalculationFabrício Menegassi75% (4)
- Spesifikasi Teknis Armroll & Kontainer Tertutup 6m3Document1 pageSpesifikasi Teknis Armroll & Kontainer Tertutup 6m3fenantrenaNo ratings yet
- Raport AP7.002526G 400-0000638300-02Document1 pageRaport AP7.002526G 400-0000638300-02Bebe WeNo ratings yet
- How To Create A Kids Room With 3ds MaxDocument82 pagesHow To Create A Kids Room With 3ds MaxNesshi S. OliveiraNo ratings yet
- 004-National Building CodeDocument6 pages004-National Building Codercdprelude100% (1)
- Lagoon450F (Shana)Document2 pagesLagoon450F (Shana)Boogie GraphicNo ratings yet
- Panasonic OperatorDocument28 pagesPanasonic Operatorapi-3760998100% (2)
- Square Tube PDFDocument2 pagesSquare Tube PDFApisit PrasertwitNo ratings yet
- ACME Strainers Introduction PDFDocument9 pagesACME Strainers Introduction PDFMuthu KumarNo ratings yet
- Terminals Datasheet D05.04326: Product InformationDocument1 pageTerminals Datasheet D05.04326: Product InformationEhsan PoravarNo ratings yet
- B-1 Design of Filter Gradation (Megech Dam) : For Drainage Purpose - Based On A Representative Median ValueDocument4 pagesB-1 Design of Filter Gradation (Megech Dam) : For Drainage Purpose - Based On A Representative Median ValueFeteneNo ratings yet
- GDL Louvre CalculatorDocument1 pageGDL Louvre Calculatorsainath_84No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Sample - Affidavit of AuthenticationDocument1 pageSample - Affidavit of AuthenticationRojusandino Acevedo Ylagan0% (1)
- Requirements: ftp4j JavadocsDocument12 pagesRequirements: ftp4j JavadocsArvind K OjhaNo ratings yet
- BPO Management SystemDocument16 pagesBPO Management Systemvanitha100% (1)
- FreeMarkets: Procurement & Outsourcing StrategiesDocument44 pagesFreeMarkets: Procurement & Outsourcing StrategiesFarhaad MohsinNo ratings yet
- 慎小嶷 全真版本写作训练班专用教材Document39 pages慎小嶷 全真版本写作训练班专用教材LouiseZYXNo ratings yet
- John Carl James Nebab: Technology AreasDocument2 pagesJohn Carl James Nebab: Technology AreasCarl YuNo ratings yet
- SFC Introduction Guide R149-E1-01Document60 pagesSFC Introduction Guide R149-E1-01sukaryadi1No ratings yet
- SAS Compliance Solutions 7.1 Fundamentals For Consultants: SuppressionDocument29 pagesSAS Compliance Solutions 7.1 Fundamentals For Consultants: SuppressionBea Palomar100% (1)
- Flir-Duo-User-Guide FLIR-MAVLINKDocument110 pagesFlir-Duo-User-Guide FLIR-MAVLINKbrn0No ratings yet
- DFI 3p1Document147 pagesDFI 3p1Lee Yuan-ShengNo ratings yet
- Lastexception 63761689154Document2 pagesLastexception 63761689154an m.No ratings yet
- Section 12 Lesson 1Document11 pagesSection 12 Lesson 1idNo ratings yet
- Useful Workflow Scripts: Author - A.Kishore/SachinDocument4 pagesUseful Workflow Scripts: Author - A.Kishore/SachinJuliaChenNo ratings yet
- Software TestingDocument2 pagesSoftware TestingDeepika DevarajNo ratings yet
- Magenta HBGray RootkitDocument1 pageMagenta HBGray Rootkitd_olex100% (5)
- 2019 Troopers SecuringActiveDirectoryAdministration Metcalf FinalDocument128 pages2019 Troopers SecuringActiveDirectoryAdministration Metcalf FinalFree FoxNo ratings yet
- Data Communication and Computer Networks DCCN - Eee314: Lab 2: IP Addressing Scheme and VLSMDocument5 pagesData Communication and Computer Networks DCCN - Eee314: Lab 2: IP Addressing Scheme and VLSMUzzamNo ratings yet
- Practical File Cyber Laws and IPR Lab (BTIT513-18) : Bachelor of Technology IN Information TechnologyDocument12 pagesPractical File Cyber Laws and IPR Lab (BTIT513-18) : Bachelor of Technology IN Information TechnologyAnmol SharmaNo ratings yet
- Moritz, S. - 2010-imputeTS Time Series Missing ValueDocument12 pagesMoritz, S. - 2010-imputeTS Time Series Missing ValueJuan Francisco Durango GrisalesNo ratings yet
- Jabra Speak 510Document2 pagesJabra Speak 510Anya RumeserNo ratings yet
- Web-Based Location TrackingDocument104 pagesWeb-Based Location TrackingSedik DriffNo ratings yet
- Analyzing Marketing Performance (Marketing) 101 - by AgandhihpDocument39 pagesAnalyzing Marketing Performance (Marketing) 101 - by AgandhihpNurIndahNo ratings yet
- Router Default Password ListDocument19 pagesRouter Default Password ListLee Wiscovitch100% (17)
- Java 11 Web Applications and Java EeDocument212 pagesJava 11 Web Applications and Java EeCrixus UntightenNo ratings yet
- Gujarat Technological University: Bachelor of EngineeringDocument4 pagesGujarat Technological University: Bachelor of EngineeringJigneshkumar PatelNo ratings yet
- ITSS - Workshop.Exercise01 PT04Document18 pagesITSS - Workshop.Exercise01 PT04Madhusudhan RNo ratings yet
- Libki Install W CAP1 SettingDocument9 pagesLibki Install W CAP1 Settingtdisidro517No ratings yet
- Oracle Exam Z0-082.Document36 pagesOracle Exam Z0-082.prem kumar100% (2)
- PM Debug InfoDocument33 pagesPM Debug Infomarcoscastellanos986No ratings yet
- SIP Trunking Service Configuration Guide For Accessline: DFW Phone 972-992-4600Document38 pagesSIP Trunking Service Configuration Guide For Accessline: DFW Phone 972-992-4600Rodrigo100% (1)