You might also like
- Tolerance and AllowancesDocument7 pagesTolerance and AllowancesReyno D. Paca-anasNo ratings yet
- Lecture Slides On Metrology and Inspection - PPTDocument30 pagesLecture Slides On Metrology and Inspection - PPTDeb PradhanNo ratings yet
- Chapter III: Metal Fits and Tolerances DR: Ramadan El Soudy Done By: Group 1Document15 pagesChapter III: Metal Fits and Tolerances DR: Ramadan El Soudy Done By: Group 1Karim MagdyNo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- A5. Simplified Pile-Slope Stability Analysis PDFDocument16 pagesA5. Simplified Pile-Slope Stability Analysis PDFchaNo ratings yet
- Limits, Fits and Tolerances - Part 1Document57 pagesLimits, Fits and Tolerances - Part 1Mahesh PareekNo ratings yet
- Complete Unit IDocument147 pagesComplete Unit INarender NarruNo ratings yet
- GDT Assignment No 5Document9 pagesGDT Assignment No 5marathi iiNo ratings yet
- Unit 1 - System of Limits Fits and Tolerences-1Document58 pagesUnit 1 - System of Limits Fits and Tolerences-1Shayan ChowdaryNo ratings yet
- Fit & TolleranceDocument73 pagesFit & TolleranceyudhveerNo ratings yet
- WINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Document54 pagesWINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Hariharan SNo ratings yet
- Module 2 - LIMITS, FITS, AND TOLERANCESDocument40 pagesModule 2 - LIMITS, FITS, AND TOLERANCESonemillionsubinNo ratings yet
- Lecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFDocument46 pagesLecture11 Limit, Fit & Tolerance BETP2503 Sem1 2015-2016 PDFArecap CoolNo ratings yet
- Limits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Document73 pagesLimits Fits & Tolerances: Presentation By: Sandeep Kumar A.P, M.E (Ggscet)Sandeepkumar SharmaNo ratings yet
- Limits Fits TolerancesDocument19 pagesLimits Fits TolerancesBrijesh VermaNo ratings yet
- QIPV 6 - Fits and TolerancesDocument44 pagesQIPV 6 - Fits and TolerancesMPD19I004 MADDUKURI SRINo ratings yet
- MODULE 2-System of Limits, Fits, TolerancesDocument18 pagesMODULE 2-System of Limits, Fits, TolerancesjishnushankarNo ratings yet
- Limits, Fits and Tolerances - MetrologyDocument12 pagesLimits, Fits and Tolerances - MetrologyShakibNo ratings yet
- Unit2 - Limits Fits & Tolerance NotesDocument19 pagesUnit2 - Limits Fits & Tolerance NotesvrmgiteduNo ratings yet
- 03 Limits, Tolerance, FitsDocument26 pages03 Limits, Tolerance, Fitsalishehata678No ratings yet
- Limits Fits and TolerancesDocument29 pagesLimits Fits and TolerancesARS100% (2)
- Limit Tolerance Fits by S K MondalDocument29 pagesLimit Tolerance Fits by S K MondalDhaval Patel100% (1)
- Limits Fits Tolerances 2Document91 pagesLimits Fits Tolerances 2jayaganesh100% (1)
- Limits and FitsDocument17 pagesLimits and FitsBrijesh VermaNo ratings yet
- Presented by Mr.S.Saravanakumar, M.E., Assistant Professor Easwari Engineering CollegeDocument32 pagesPresented by Mr.S.Saravanakumar, M.E., Assistant Professor Easwari Engineering Collegecipet imphalNo ratings yet
- Limits, Fits and TolerancesDocument81 pagesLimits, Fits and TolerancesSaYed RaDyNo ratings yet
- Limits & FitsDocument46 pagesLimits & Fitsm_damghani100% (1)
- 5dimensioning and TolerancingDocument43 pages5dimensioning and TolerancingPavan RaghavNo ratings yet
- 1 - Limits, Fits and TolerancesDocument8 pages1 - Limits, Fits and TolerancesAbhijeet KumarNo ratings yet
- Limits Fits and Tolerances - NB 001Document24 pagesLimits Fits and Tolerances - NB 001Sayan DasNo ratings yet
- Ch-24 Limit, Tolerance - FitsDocument62 pagesCh-24 Limit, Tolerance - FitsAdhanom G.No ratings yet
- Limit, Fits, ToleranceDocument35 pagesLimit, Fits, TolerancePratikKhatmodeNo ratings yet
- New Microsoft Office Word DocumentDocument6 pagesNew Microsoft Office Word DocumentmandloianujNo ratings yet
- MED-Unit-1-2 (1) (Autosaved)Document60 pagesMED-Unit-1-2 (1) (Autosaved)MITUL PATELNo ratings yet
- Govt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Document68 pagesGovt. Polytechnic, Sect-26 Panchkula Department of Mechanical Engineering Er. Pawan Kumar Baloda Lecturer (Mechanical Engg.)Siva NesanNo ratings yet
- Module 6Document2 pagesModule 6sathiaNo ratings yet
- Fits and TolerenceDocument34 pagesFits and Tolerencerana__singhNo ratings yet
- ToleranceDocument7 pagesTolerancemanish422No ratings yet
- GD&T 4Document28 pagesGD&T 4unendratNo ratings yet
- Limits&TolerancesDocument7 pagesLimits&Tolerancessekar507No ratings yet
- Types of Fits: Engineering TolerancingDocument2 pagesTypes of Fits: Engineering TolerancingRandima GajanayakaNo ratings yet
- Plain Plug GaugesDocument18 pagesPlain Plug GaugesdomiNo ratings yet
- System of Fits and TolerancesDocument41 pagesSystem of Fits and TolerancesAnkit MittalNo ratings yet
- Module 2 - Sizing and DimensioningDocument13 pagesModule 2 - Sizing and Dimensioningfoj90532No ratings yet
- Limits, Fits & ToleranceDocument50 pagesLimits, Fits & ToleranceVenu GoswamiNo ratings yet
- ToleranceDocument18 pagesToleranceAyyappanNo ratings yet
- Limits & Fits PDFDocument24 pagesLimits & Fits PDFaman_ranhotra0% (1)
- Pres 2Document15 pagesPres 2Karim MagdyNo ratings yet
- LIMITS, Tolerance and FitsDocument9 pagesLIMITS, Tolerance and FitsAshelNo ratings yet
- Fit and TolerancesDocument15 pagesFit and TolerancesRajasekaran Vt100% (1)
- Limits, Fits and Tolerances - 0Document16 pagesLimits, Fits and Tolerances - 0UMANG SINGH hbtuNo ratings yet
- Notes On Geometric Dimensioning and TolerancingDocument68 pagesNotes On Geometric Dimensioning and TolerancingVinod KumarNo ratings yet
- GD & TDocument43 pagesGD & TMahender Kumar100% (1)
- Mechanical Limit, Tolerance & FitsDocument104 pagesMechanical Limit, Tolerance & FitssrinivasNo ratings yet
- Ch-24 Limit, Tolerance & FitsDocument104 pagesCh-24 Limit, Tolerance & FitsK Pavan KumarNo ratings yet
- Limit, Fit and Tolerance: Presented By:-Yogesh Bendale Akash Bhalerao Roshan Bhombe Abhishek ArgadeDocument20 pagesLimit, Fit and Tolerance: Presented By:-Yogesh Bendale Akash Bhalerao Roshan Bhombe Abhishek ArgadeAbhishekNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plate Tectonic Web QuestDocument5 pagesPlate Tectonic Web QuestEvan CandyNo ratings yet
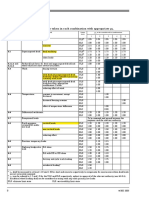
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDocument2 pagesTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniNo ratings yet
- 04 - Data Sheet - Mech Seals-Cipf Inj PumpDocument3 pages04 - Data Sheet - Mech Seals-Cipf Inj Pumpisaac2408No ratings yet
- PI Piezoelectric Solutions Catalog PDFDocument108 pagesPI Piezoelectric Solutions Catalog PDFramuNo ratings yet
- FTN-AV1K, RN-AV1K Catalogue ENDocument4 pagesFTN-AV1K, RN-AV1K Catalogue ENOdumosu SamuelNo ratings yet
- SKAB4022 Short Proposal - Nur Amalina Binti IshakDocument16 pagesSKAB4022 Short Proposal - Nur Amalina Binti Ishakazhar ahmadNo ratings yet
- PARTES - TurbineMeterManual212FDocument16 pagesPARTES - TurbineMeterManual212FronaldNo ratings yet
- En 2014 New Brochure WebDocument20 pagesEn 2014 New Brochure WebSasa NackovicNo ratings yet
- Ch5 - Cooling of Power Semiconductor Devices PDFDocument56 pagesCh5 - Cooling of Power Semiconductor Devices PDFmagicalmarshmallowNo ratings yet
- Materi MatrikulasiDocument72 pagesMateri MatrikulasiAyziffyNo ratings yet
- Durehete 950Document5 pagesDurehete 950ellisforheroes100% (1)
- Practice Problems: Unit 6E Standing Waves and ResonanceDocument3 pagesPractice Problems: Unit 6E Standing Waves and ResonanceBRXZZERSNo ratings yet
- CV - Tony BroccoliDocument25 pagesCV - Tony BroccolitbroccoliNo ratings yet
- Fluoroscopy: Yellow-Green SpectrumDocument46 pagesFluoroscopy: Yellow-Green SpectrumDr. Shaji teleNo ratings yet
- Reversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiDocument15 pagesReversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiNilesh Patil100% (1)
- Tie Back WallDocument13 pagesTie Back WallMinhLêNo ratings yet
- Product Overview - PROCESS OVERVIEWDocument8 pagesProduct Overview - PROCESS OVERVIEWxuyen tranNo ratings yet
- CH 5-Solar Thermal Energy Conversion SystemsDocument25 pagesCH 5-Solar Thermal Energy Conversion SystemsVishnu PradeepNo ratings yet
- Solve Schrödinger Equation For Hydrogen Atom - + ExampleDocument10 pagesSolve Schrödinger Equation For Hydrogen Atom - + ExampleperedexNo ratings yet
- Polapak Condensing Unit: PPC Ver2.0Document44 pagesPolapak Condensing Unit: PPC Ver2.0Lai WeikinNo ratings yet
- Shell Turbo Oil BrochureDocument6 pagesShell Turbo Oil Brochureman_iphNo ratings yet
- TMG PC Strands, Wire & BarDocument10 pagesTMG PC Strands, Wire & BarHenrique Braglia PachecoNo ratings yet
- S Igflhi: Type Test CertificateDocument2 pagesS Igflhi: Type Test CertificateVikram SinghNo ratings yet
- Nozzle TestDocument9 pagesNozzle TestDarshan PanchalNo ratings yet
- Previous Year Questions (Aieee/Jee-Main) : P RT Log F P P RT Log 2F P P RT Log F P P RT Log 2F PDocument8 pagesPrevious Year Questions (Aieee/Jee-Main) : P RT Log F P P RT Log 2F P P RT Log F P P RT Log 2F PAhkil NandaNo ratings yet
- Regenerator Reflux Pump - 2L1x2-10ARV 1Document4 pagesRegenerator Reflux Pump - 2L1x2-10ARV 1Efril dilen franciscoNo ratings yet
- What Is Tribology - Bearing Design, Lubrication & Friction by GGB PDFDocument8 pagesWhat Is Tribology - Bearing Design, Lubrication & Friction by GGB PDFMohan AyyappanNo ratings yet
- Plastic Recycling - Injection Molding Auxiliaries Catalog - SV TechnologiesDocument26 pagesPlastic Recycling - Injection Molding Auxiliaries Catalog - SV TechnologiesSV TechnologiesNo ratings yet