You might also like
- C Stile, Latch WG-1010: Double E Creations LLCDocument1 pageC Stile, Latch WG-1010: Double E Creations LLCGPNo ratings yet
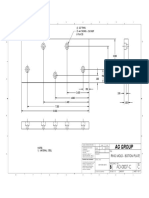
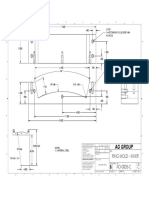
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous ONsqg3No ratings yet
- Notes:: ThermxDocument1 pageNotes:: ThermxTruong CaoNo ratings yet
- Accustream Support BracketDocument1 pageAccustream Support BracketKeith PetersonNo ratings yet
- View A-A: Weight (LBS) Inductance Loss (Watts) 25 0.2 MH 82Document1 pageView A-A: Weight (LBS) Inductance Loss (Watts) 25 0.2 MH 82physicudoNo ratings yet
- Custom Ball Valve TITAN-810: Proprietary and ConfidentialDocument1 pageCustom Ball Valve TITAN-810: Proprietary and ConfidentialGundhi AsmoroNo ratings yet
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous ONsqg3No ratings yet
- Gear Assembly Rev 01Document1 pageGear Assembly Rev 01steedNo ratings yet
- Caster, 4 Inch Custom, Rev 02Document1 pageCaster, 4 Inch Custom, Rev 02tundNo ratings yet
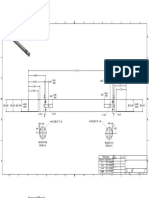
- Ag Group: .438 C'BORE X .25 DEEP 4 Places .257 THRU 7.600 .400Document1 pageAg Group: .438 C'BORE X .25 DEEP 4 Places .257 THRU 7.600 .400Anonymous IQD4PqB876No ratings yet
- Bumper Mount DrawingDocument1 pageBumper Mount Drawingrfarnold204No ratings yet
- 8.0 OD, 6 Reg X 6 RegDocument1 page8.0 OD, 6 Reg X 6 RegSMEETNo ratings yet
- Eje 2.idwDocument1 pageEje 2.idwNhoj AicragNo ratings yet
- B Slide, Lock WG-1012: Double E Creations LLCDocument1 pageB Slide, Lock WG-1012: Double E Creations LLCGPNo ratings yet
- 500-30-003 End Cap Support - Sheet - 2Document1 page500-30-003 End Cap Support - Sheet - 2Mirza MešanovićNo ratings yet
- ShopDocument1 pageShopRaul VerberNo ratings yet
- Ag GroupDocument1 pageAg GroupTonyTzuNo ratings yet
- 20008-001-1703 01-12-005-13-A Palanca para Sin FinDocument1 page20008-001-1703 01-12-005-13-A Palanca para Sin FinKarlosdcd WikiNo ratings yet
- Isometric View: Do Not Scale DrawingDocument1 pageIsometric View: Do Not Scale Drawingapi-537722323No ratings yet
- Index Feed Final - Jake FalbeDocument1 pageIndex Feed Final - Jake Falbeapi-537722646No ratings yet
- Lab 2Document2 pagesLab 2macsen.malacaiNo ratings yet
- Section A-A Scale 1 / 2: Pete Lenz 8/21/2010Document8 pagesSection A-A Scale 1 / 2: Pete Lenz 8/21/2010Manish PatilNo ratings yet
- AR-15 Bolt Schematic Part 1Document1 pageAR-15 Bolt Schematic Part 1S KlarsNo ratings yet
- TF 000105Document1 pageTF 000105api-299556237No ratings yet
- Musbc111xx 1395729Document3 pagesMusbc111xx 1395729xavi serranoNo ratings yet
- DAPUR2Document1 pageDAPUR2Tyas WulandariNo ratings yet
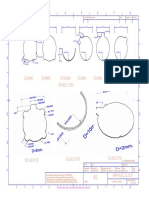
- Ag Group: B Ring Mold - Inner AG-0005-BDocument1 pageAg Group: B Ring Mold - Inner AG-0005-BAnonymous IQD4PqB876No ratings yet
- Ag Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUDocument1 pageAg Group: .44 C'BORE X .25 DEEP 5 Places .257 THRUAnonymous IQD4PqB876No ratings yet
- SMBADocument1 pageSMBAjrameshNo ratings yet
- X-Bearing Bar (2 Required) : DrawnDocument1 pageX-Bearing Bar (2 Required) : DrawnEdgar SouzaNo ratings yet
- Test Fixture Optical MountDocument1 pageTest Fixture Optical Mounti50229No ratings yet
- Ag Group: Item No. Part Number Description Qty. 1 AG-0002-B Ring Assembly 1 2 AG-0003-B Roller 29Document1 pageAg Group: Item No. Part Number Description Qty. 1 AG-0002-B Ring Assembly 1 2 AG-0003-B Roller 29Anonymous IQD4PqB876No ratings yet
- A Bar, Horz, M WG-1052: Double E Creations LLCDocument1 pageA Bar, Horz, M WG-1052: Double E Creations LLCGPNo ratings yet
- Section A-A Scale 1 / 2 E: Team 5 5/21/2020 MECH 2410Document1 pageSection A-A Scale 1 / 2 E: Team 5 5/21/2020 MECH 2410Ana-Maria BogatuNo ratings yet
- Lowering BlockDocument1 pageLowering Blockalex_christiebNo ratings yet
- Siemens Industry, Inc.: .281 0.005 (0.312 PRE-SWEDGE) .431 X 82 (2) REQ'DDocument1 pageSiemens Industry, Inc.: .281 0.005 (0.312 PRE-SWEDGE) .431 X 82 (2) REQ'DRonaldo TorresNo ratings yet
- Titan 69MDocument1 pageTitan 69MMustafa AtmNo ratings yet
- Master Frame of HPPDocument1 pageMaster Frame of HPPYadi KusmayadiNo ratings yet
- Paul Smith 15 August 2013: Metal + Plastic COM-11992 Through COM-11997Document1 pagePaul Smith 15 August 2013: Metal + Plastic COM-11992 Through COM-11997Alejandro González asuntoNo ratings yet
- AJ Sai Clock Ver2-Layout1SketchyDocument1 pageAJ Sai Clock Ver2-Layout1Sketchynoonot126No ratings yet
- B. Jack: Chapter ExercisesDocument11 pagesB. Jack: Chapter ExercisesMaxCuevaNo ratings yet
- Ag Group: C Ring Mold - Inner AG-0005-CDocument1 pageAg Group: C Ring Mold - Inner AG-0005-CAnonymous IQD4PqB876No ratings yet
- A.04 AtapDocument1 pageA.04 AtapintanNo ratings yet
- Modular CNC 3-Axis RouterDocument4 pagesModular CNC 3-Axis RouterModularCNC75% (4)
- PROPERTY OF J.M. Die Company: 4IN D DefaultDocument1 pagePROPERTY OF J.M. Die Company: 4IN D DefaultMuti Ur RehmanNo ratings yet
- Recommender PCB Layout: Header .100" Pitch, 2 Rows, StraightDocument1 pageRecommender PCB Layout: Header .100" Pitch, 2 Rows, StraightPhan Ngọc DuyNo ratings yet
- Drawn Checked QA MFG Approved DWG No TitleDocument1 pageDrawn Checked QA MFG Approved DWG No TitleSEBASTIAN PAZ CORREANo ratings yet
- FLECHADocument1 pageFLECHAnerproci2023No ratings yet
- MANOPLADocument1 pageMANOPLAJuan José HernándezNo ratings yet
- TavaDocument1 pageTavaÖmer TAŞNo ratings yet
- Toolholder LenczewskiDocument1 pageToolholder Lenczewskiapi-537721748No ratings yet
- Y Chute Gasket PDFDocument1 pageY Chute Gasket PDFtyler beljinNo ratings yet
- Y Chute Gasket PDFDocument1 pageY Chute Gasket PDFtyler beljinNo ratings yet
- DAPURDocument1 pageDAPURTyas WulandariNo ratings yet
- Routing Schematic Diagram: TRUE R5.500Document2 pagesRouting Schematic Diagram: TRUE R5.500zamir zamirNo ratings yet
- 1xLMT-1400.4.8.800 75-160kwDocument1 page1xLMT-1400.4.8.800 75-160kwjpumacolqueNo ratings yet
- Barril - 4267885-01-DDocument1 pageBarril - 4267885-01-Dcesar guerreroNo ratings yet
- Post 3 45540 22 Pocket Pistol Dwgs PDFDocument9 pagesPost 3 45540 22 Pocket Pistol Dwgs PDF41das1100% (1)
- Y Chute Gasket Rev 1Document1 pageY Chute Gasket Rev 1tyler beljinNo ratings yet
- Simple 1 Cylinder OscillatingDocument2 pagesSimple 1 Cylinder OscillatingFaiq ZulfiarNo ratings yet
- Bolt Adjuster LockDocument1 pageBolt Adjuster LockFaiq ZulfiarNo ratings yet
- LEGS Part #850Document1 pageLEGS Part #850Faiq ZulfiarNo ratings yet
- DPTM Tugas 2Document1 pageDPTM Tugas 2Faiq ZulfiarNo ratings yet
- Faiq Zulfiar 02/09/2021 Pak Muhar Pak Denis: Designed by Checked by Approved by Date DateDocument1 pageFaiq Zulfiar 02/09/2021 Pak Muhar Pak Denis: Designed by Checked by Approved by Date DateFaiq ZulfiarNo ratings yet
- 5-Yli Naz EngineeringDocument1 page5-Yli Naz EngineeringFaiq ZulfiarNo ratings yet
- Data Print 221219 JombangDocument9 pagesData Print 221219 JombangFaiq ZulfiarNo ratings yet
- Naz Engineering Utama: Revision Date BY QTY Note 1 UnitDocument1 pageNaz Engineering Utama: Revision Date BY QTY Note 1 UnitFaiq ZulfiarNo ratings yet
- No - Kontrak Agrmnt - Id App - No Nomor - Po Costumer - No Customer - IdDocument21 pagesNo - Kontrak Agrmnt - Id App - No Nomor - Po Costumer - No Customer - IdFaiq ZulfiarNo ratings yet
- Waa Sik Arene & Few Feast Wis (FHT CHT Ste1) - Tifa AieaDocument62 pagesWaa Sik Arene & Few Feast Wis (FHT CHT Ste1) - Tifa AieaSrujhana RaoNo ratings yet
- (Nand Flash Memory) HY27 (U - S) S (08 - 16) 121M (Rev0.6)Document43 pages(Nand Flash Memory) HY27 (U - S) S (08 - 16) 121M (Rev0.6)jituelectNo ratings yet
- Roger Dean Kiser Butterflies)Document4 pagesRoger Dean Kiser Butterflies)joitangNo ratings yet
- Pedia Edited23 PDFDocument12 pagesPedia Edited23 PDFAnnJelicaAbonNo ratings yet
- Sap Successfactors Training Materials Guide: April 2020Document4 pagesSap Successfactors Training Materials Guide: April 2020pablo picassoNo ratings yet
- WWW - Nswkendo IaidoDocument1 pageWWW - Nswkendo IaidoAshley AndersonNo ratings yet
- Women in IslamDocument22 pagesWomen in Islamsayed Tamir janNo ratings yet
- Rectification of Errors Accounting Workbooks Zaheer SwatiDocument6 pagesRectification of Errors Accounting Workbooks Zaheer SwatiZaheer SwatiNo ratings yet
- Cyber Ethics IssuesDocument8 pagesCyber Ethics IssuesThanmiso LongzaNo ratings yet
- The Syllable: The Pulse' or Motor' Theory of Syllable Production Proposed by The Psychologist RDocument6 pagesThe Syllable: The Pulse' or Motor' Theory of Syllable Production Proposed by The Psychologist RBianca Ciutea100% (1)
- TRYOUT1Document8 pagesTRYOUT1Zaenul WafaNo ratings yet
- Geotagging ManualDocument93 pagesGeotagging ManualAlthea AcasNo ratings yet
- How To Format Your Business ProposalDocument2 pagesHow To Format Your Business Proposalwilly sergeNo ratings yet
- Derichebourg - Universal Registration Document 2020-2021Document256 pagesDerichebourg - Universal Registration Document 2020-2021Abhijeet ShindeNo ratings yet
- Brief For Community Housing ProjectDocument5 pagesBrief For Community Housing ProjectPatric LimNo ratings yet
- Divine Word College of San Jose San Jose, Occidental Mindoro College DepartmentDocument13 pagesDivine Word College of San Jose San Jose, Occidental Mindoro College DepartmentdmiahalNo ratings yet
- Myocardial Concept MappingDocument34 pagesMyocardial Concept MappingTHIRD YEARNo ratings yet
- Bahaa CVDocument3 pagesBahaa CVbahaa ahmedNo ratings yet
- Research Article: Old Sagay, Sagay City, Negros Old Sagay, Sagay City, Negros Occidental, PhilippinesDocument31 pagesResearch Article: Old Sagay, Sagay City, Negros Old Sagay, Sagay City, Negros Occidental, PhilippinesLuhenNo ratings yet
- Bhaja Govindham LyricsDocument9 pagesBhaja Govindham LyricssydnaxNo ratings yet
- Composition PsychologyDocument1 pageComposition PsychologymiguelbragadiazNo ratings yet
- AN6001-G16 Optical Line Terminal Equipment Product Overview Version ADocument74 pagesAN6001-G16 Optical Line Terminal Equipment Product Overview Version AAdriano CostaNo ratings yet
- 11 PJBUMI Digital Data Specialist DR NOOR AZLIZADocument7 pages11 PJBUMI Digital Data Specialist DR NOOR AZLIZAApexs GroupNo ratings yet
- 5 L&D Challenges in 2024Document7 pages5 L&D Challenges in 2024vishuNo ratings yet
- Nota 4to Parcial ADocument8 pagesNota 4to Parcial AJenni Andrino VeNo ratings yet
- Wa0009.Document14 pagesWa0009.Pradeep SinghNo ratings yet
- Chapter 12 Financial Management and Financial Objectives: Answer 1Document9 pagesChapter 12 Financial Management and Financial Objectives: Answer 1PmNo ratings yet
- Geotech Report, ZHB010Document17 pagesGeotech Report, ZHB010A.K.M Shafiq MondolNo ratings yet
- Architect Magazine 2023 0506Document152 pagesArchitect Magazine 2023 0506fohonixNo ratings yet
- Strength Exp 2 Brinell Hardness TestDocument13 pagesStrength Exp 2 Brinell Hardness Testhayder alaliNo ratings yet