You might also like
- Medit I500 User GuideDocument61 pagesMedit I500 User GuideiuliaNo ratings yet
- F150SDocument36 pagesF150SFEDE514No ratings yet
- Manual Flowpacks Ensamble InstitucionalDocument32 pagesManual Flowpacks Ensamble InstitucionalhaynerNo ratings yet
- Ideal 7228 95 Operating InstructionsDocument24 pagesIdeal 7228 95 Operating InstructionsStefan TrifanNo ratings yet
- Manual Foil ChinaDocument29 pagesManual Foil ChinamohammadNo ratings yet
- Huvitz CAB-4000 Manual Utilizare PDFDocument89 pagesHuvitz CAB-4000 Manual Utilizare PDFPetrica DascaluNo ratings yet
- Kingcut CT User's Manual (4.22)Document21 pagesKingcut CT User's Manual (4.22)Jhosep Rikjoberht OsorioNo ratings yet
- General Settings Guide: Operating InstructionsDocument946 pagesGeneral Settings Guide: Operating InstructionsOSCARNo ratings yet
- GSK928TD Lathe CNC System User ManualDocument374 pagesGSK928TD Lathe CNC System User ManualLuis Antonio Lavado FloresNo ratings yet
- Simple CNC Machine: Food Living Outside Play Technology WorkshopDocument13 pagesSimple CNC Machine: Food Living Outside Play Technology WorkshopUnder TugaNo ratings yet
- D 161750435434313155 HJVJH JHVB J JH JF FHJJ FJHF JFHJFJ JFJFJFDocument68 pagesD 161750435434313155 HJVJH JHVB J JH JF FHJJ FJHF JFHJFJ JFJFJFMahbub UzzamanNo ratings yet
- Instruction Manual SPD-M40Document106 pagesInstruction Manual SPD-M40Cuong NguyenNo ratings yet
- CNC CarverDocument46 pagesCNC CarverghiocellorelNo ratings yet
- YS-502 Carton Sealer (2016.4.22F)Document56 pagesYS-502 Carton Sealer (2016.4.22F)Jeyson Castillo Mena100% (1)
- Fanuc ProfibusDocument170 pagesFanuc ProfibusarashNo ratings yet
- OfficeServ 7200 Service Manual - Ed.0Document351 pagesOfficeServ 7200 Service Manual - Ed.0Richard WybornNo ratings yet
- 3050A ManualDocument31 pages3050A Manualilegalll100% (1)
- TMC-1500 Instructions ManualDocument160 pagesTMC-1500 Instructions ManualSava BrankovanNo ratings yet
- NeoDen YY1 - User ManualDocument37 pagesNeoDen YY1 - User Manualfátima_arjona_3No ratings yet
- Valuejet - Vj1638uh - Operation Manual PDFDocument380 pagesValuejet - Vj1638uh - Operation Manual PDFDaniel ArellanoNo ratings yet
- S4-Irb1400 M94a ProductDocument531 pagesS4-Irb1400 M94a ProductAnonymous smdEgZN2IeNo ratings yet
- 3D PRINTING - A Comprehensive Beginner's Guide To Learning 3D PR Projects and Troubleshooting Common Errors - Kenneth D. HughesDocument73 pages3D PRINTING - A Comprehensive Beginner's Guide To Learning 3D PR Projects and Troubleshooting Common Errors - Kenneth D. HughesHải Lâm LêNo ratings yet
- CB-300S User ManualDocument25 pagesCB-300S User ManualShadi Salim-Ammon100% (1)
- Manual Plegadora de Varillas - DVHDocument97 pagesManual Plegadora de Varillas - DVHmariano masneriNo ratings yet
- CNC MitshibushiDocument394 pagesCNC MitshibushiMathi AlaganNo ratings yet
- Fabrication of Low Cost Automatic Form, Filling and Sealing MachineDocument5 pagesFabrication of Low Cost Automatic Form, Filling and Sealing MachineBabu PeerNo ratings yet
- Hypervsn Operating ManualDocument39 pagesHypervsn Operating ManualAvinash TiwariNo ratings yet
- CG Pro User Manual enDocument136 pagesCG Pro User Manual engabe1989No ratings yet
- NXT Specs v20 0Document0 pagesNXT Specs v20 0Lim EsNo ratings yet
- Manual For 3050C: Zhengzhou Audley Digital Control Equipments Co., LTDDocument28 pagesManual For 3050C: Zhengzhou Audley Digital Control Equipments Co., LTDnagm nagmNo ratings yet
- Ib 1500904 EngmDocument42 pagesIb 1500904 EngmKING Rooster PlayNo ratings yet
- CG Pro User Manual enDocument94 pagesCG Pro User Manual ensergioNo ratings yet
- Mechanical Workshop Practice 4 CNCDocument11 pagesMechanical Workshop Practice 4 CNCMorearemad RozaidiNo ratings yet
- Ultimaker Original Assembly Manual v1.1Document109 pagesUltimaker Original Assembly Manual v1.1fdsf fdsfsNo ratings yet
- isoMED427 D00440 M XXENDocument36 pagesisoMED427 D00440 M XXENKevin TeodorovNo ratings yet
- AccurioPress C2070/C2070P/C2060 AccurioPrint C2060L Safety InformationDocument42 pagesAccurioPress C2070/C2070P/C2060 AccurioPrint C2060L Safety InformationBrandon HeatNo ratings yet
- Saga Sc30 ManualDocument19 pagesSaga Sc30 ManualIn Nhanh Giá Rẻ In Tinh TếNo ratings yet
- Servo A5Document477 pagesServo A5gonzalo mariaNo ratings yet
- Lathe English ManualDocument61 pagesLathe English ManualManuel OlivaNo ratings yet
- System Settings: Operating InstructionsDocument33 pagesSystem Settings: Operating InstructionsAivars LīpenītsNo ratings yet
- JK-T5878-58B instruction book 操作手册英语Document22 pagesJK-T5878-58B instruction book 操作手册英语MG MaquinasNo ratings yet
- Ultra 9200Document68 pagesUltra 9200ko koNo ratings yet
- System Settings: Operating InstructionsDocument28 pagesSystem Settings: Operating InstructionsservicerNo ratings yet
- Operation ManualDocument27 pagesOperation Manualmarlon pachecoNo ratings yet
- CNC Router Big User ManualDocument38 pagesCNC Router Big User ManualAlex Hernandez de la RosaNo ratings yet
- M60 - M60S Series - MELDASMAGIC64 Programming Manual (MachiningDocument469 pagesM60 - M60S Series - MELDASMAGIC64 Programming Manual (Machiningmyoppok8No ratings yet
- Tajima Machine PDFDocument242 pagesTajima Machine PDFNisaiyhout100% (3)
- STD PPM 330-3000 Opl v3 ENDocument33 pagesSTD PPM 330-3000 Opl v3 ENRenata SantosNo ratings yet
- SM471 Introduction (Eng Ver1)Document134 pagesSM471 Introduction (Eng Ver1)jeemax100% (1)
- User Manual: Infrared Interactive WhiteboardDocument83 pagesUser Manual: Infrared Interactive WhiteboardYuliia KhoroshylovaNo ratings yet
- User GuideDocument80 pagesUser GuideSurojit MallickNo ratings yet
- BODOR User Manual of Fiber Metal Cutting MachineDocument50 pagesBODOR User Manual of Fiber Metal Cutting Machinesebastian carreño100% (2)
- Bedienungsanleitung Intamsys Funmat Enhanced HTDocument87 pagesBedienungsanleitung Intamsys Funmat Enhanced HTMichal MikešNo ratings yet
- PET Filament MachineDocument43 pagesPET Filament MachineGoogleOpsNo ratings yet
- Xsel-P Q PX QX-RC Gateway (Me0188-6b)Document154 pagesXsel-P Q PX QX-RC Gateway (Me0188-6b)bambangNo ratings yet
- Manual 140120 Fully Automatic Flow Wrapping MachineDocument33 pagesManual 140120 Fully Automatic Flow Wrapping MachineEMRE KAAN USTA100% (1)
- Manual de Usuario Electrocardiografo Edan SE12Document206 pagesManual de Usuario Electrocardiografo Edan SE12anayencyramosNo ratings yet
- MiniPack Sealmatic - 56T-79TDocument78 pagesMiniPack Sealmatic - 56T-79TIshfaqAhmedMayoNo ratings yet
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- 60 4690e PDFDocument3 pages60 4690e PDFMarudhasalamMarudhaNo ratings yet
- Donaldsong Control Box Datasheet1 47337Document1 pageDonaldsong Control Box Datasheet1 47337Chidiebere Samuel OkogwuNo ratings yet
- Test Bank For Digital Radiography and Pacs 2nd Edition by CarterDocument7 pagesTest Bank For Digital Radiography and Pacs 2nd Edition by CarterStefani Dupre100% (41)
- 16 Screw Hoist For Sluice Gate PDFDocument10 pages16 Screw Hoist For Sluice Gate PDFsamNo ratings yet
- Busch-Presence Detectors - Brochure - Rev2018 - EnglishDocument44 pagesBusch-Presence Detectors - Brochure - Rev2018 - EnglishPRABHU SHANKAR MNo ratings yet
- Instruction Manual: SD-2202W SD-2202SDocument21 pagesInstruction Manual: SD-2202W SD-2202SJeffrey Michael AtencioNo ratings yet
- PX02 DatasheetDocument1 pagePX02 DatasheetLouis MarinoNo ratings yet
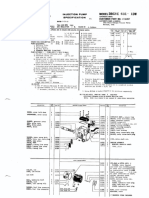
- Modeldbgvc 63i-1DW: Injection Pump SpecificationDocument2 pagesModeldbgvc 63i-1DW: Injection Pump Specificationjohnny sabinNo ratings yet
- Automatic and Manual Turrets PDFDocument28 pagesAutomatic and Manual Turrets PDFPhineas MagellanNo ratings yet
- Línea No. de Artículo/Descripción Descripción Del Artículo PropuestoDocument5 pagesLínea No. de Artículo/Descripción Descripción Del Artículo PropuestoJaime VillarrealNo ratings yet
- Icpip30c402 MBTDocument1 pageIcpip30c402 MBTNelson CofréNo ratings yet
- Soyal Um721hDocument8 pagesSoyal Um721hWarlexNo ratings yet
- EFD1000 XLManualDocument28 pagesEFD1000 XLManualjohspeedyNo ratings yet
- 700 - Series - IRIS FLAME MONITORING SYSTEMDocument35 pages700 - Series - IRIS FLAME MONITORING SYSTEMAran ReboucasNo ratings yet
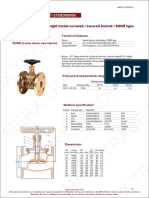
- Globe Valve Bronze SDNR 275Document1 pageGlobe Valve Bronze SDNR 275Przemek SankowskiNo ratings yet
- Continous Miner and Road HeaderDocument22 pagesContinous Miner and Road HeaderAhsan AliNo ratings yet
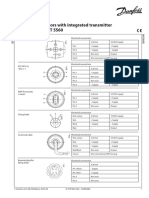
- Pressure Transmitter Jumo 4AP-30 PDFDocument1 pagePressure Transmitter Jumo 4AP-30 PDFHenry HeartNo ratings yet
- Centrifuga Refrigerada Component R Manual de ServicioDocument39 pagesCentrifuga Refrigerada Component R Manual de Servicioleonard perez100% (1)
- 11 KV Oh CapacitorDocument1 page11 KV Oh CapacitorMosa Elnaid ElnaidNo ratings yet
- Duct Temperature Sensor: Resistance CurveDocument1 pageDuct Temperature Sensor: Resistance CurveddrddrNo ratings yet
- Assignment 1Document5 pagesAssignment 1growhappy123No ratings yet
- Circuit Diagram and Layout ofDocument17 pagesCircuit Diagram and Layout ofknadenfreitasNo ratings yet
- Ficha Tecnica Modulo Honeywell RM7897A1002Document16 pagesFicha Tecnica Modulo Honeywell RM7897A1002Controls BurnerNo ratings yet
- Rheem PROE50 T2 RH95 UMDocument20 pagesRheem PROE50 T2 RH95 UMLovan SoNo ratings yet
- Q2g030-Ea19-01 Papst Manual DatasheetDocument4 pagesQ2g030-Ea19-01 Papst Manual Datasheetfranklin ferminNo ratings yet
- Amra MisuraDocument13 pagesAmra MisuraMarco MatteucciNo ratings yet
- domIM UM LOMO R32 PDFDocument208 pagesdomIM UM LOMO R32 PDFMuc ChavapaNo ratings yet
- Spek Nicosh MOT R. KhususDocument4 pagesSpek Nicosh MOT R. KhususYuni MamaNo ratings yet
- Insertion of The Damper Pin and Installation of Tub Suspension SpringDocument2 pagesInsertion of The Damper Pin and Installation of Tub Suspension SpringМастер ремонтаNo ratings yet
- Operating Instructions: Motor Diaphragm Metering Pump Alpha AlpcDocument40 pagesOperating Instructions: Motor Diaphragm Metering Pump Alpha AlpcChan Chi Wong PenNo ratings yet