{ree PROCEDIMIENTO [Cédigo | F-24-01-18
e teas
| EXPANSIONADO DE TUBOS | Fecha___: | 21-04-17
| Pagina: | daa
l |
PROYECTO:
“FABRICACION Y MONTAJE DE EVTL 1°
EFECTO Y 2° EFECTO”
CLIENTE:
SUCROALCOLERA DEL CHIRA
PERU
2017
Elaborado Revisado
Dpto. de Control de Calidad 2 oma Peri:
Fecha: 24-04-17 Fecha: 25-04-17
EXPANSIONADO DE TUBOS _ | Fech:
Pagina
PROCEDIMIENTO Cdigo_: | F2e018
Nerain £
inNDICE
1.- INTRODUCCION.
2- OBJETIVO. 3
| 3.- ALCANCE. 28
4. DOCUMENTOS DE REFERENCIA cA
| 5.- EQUIPOS A USAR......
6.-MODO DE OPERACION DE EQUIPOS...
7.- PROCEDIMIENTO DE EXPANSIONADO ...... Ore re ret
8.- ANEXOS....
Elaborado Revisado add
Control de Calidad Dpto. Técnico
Wee
PROCEDIMIENTO | Cédigo + | F-24-01-18
[Version : | 00
EXPANSIONADO DE TUBOS | Fecha 3 | 21-04-17
Pagina: | 3-14
4. INTRODUCCION
El expansionado de tubos es una actividad que se emplea en la fabricacién de
Intercambiadores de Calor u otros equipos para la industria; consiste en el proceso
de deformacién de los extremos del tubo aumentando su diémetro a costa de reducir
el espesor de la pared del tubo.
Este proceso de deformacién plastica forma una unién estanca entre los dos
elementos (Espejo-Tubo) evitando fugas, limitando el intercambio de energia y
evitando la mezcla de medios.
2. OBJETIVO
Efectuar las actividades para el expansionado de tubos a fin de obtener una
estanqueidad entre Placa-Tubo.
3. ALCANCE
El presente documento es aplicable para todo el personal que ejecutara el
expansionado de tuberias en espejos de evaporadores de 1° Efectos y 2° Efecto.
4, DOCUMENTOS DE REFERENCIA
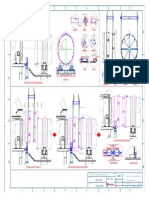
4. Especificaciones Técnicas. (Anexo 1)
4.2 Plano — especificaciones Técnicas. (Anexo 2)
4.3 Planos de referencia. (Anexo 3)
4.4 Hoja de calculo de ID (Anexo 4)
4.5 Tabla de % de reduccién de espesor de pared de tubo — Seguin Material (Anexo 5)
4.6 Informe de Ensayo (Anexo 6)
4.7 Manuales de Fabricante
Elaborado Revisado Apr |
Dpto. de Control de Calidad « e—gDpto. Técnico | Gerencia|General |
Mt Pera: herbolrero |
Lod f& Fee
aia
ne cena
Fecha: 25-94-17 | | Fecha: 26-04-17
Ey ~PROCEDIMIENTO «| Codigo: [F24-0118
‘Versién
| EXPANSIONADO DE TUBOS Fecha i | 21-04-17
Pagina: | 4-14
5. EQUIPOS A USAR
5.1 WTC ~ 1000 WILSON ELECTRONIC TORQUE CONTROLLER - 76500-0000.
(Equipo Controlador de Torque WTC-1000 WILSON),
Marca: Thomas C. Wilson \.
Modelo: 76500-0000.
5.2 ELECTRIC TUBE ROLLER 22488 - 7000
(Rodillo de Tubo Eléctrico 22488 — 7000)
Marca: Thomas C. Wilson
Modelo: 22488 - 7000
6. MODO DE OPERACION DE EQUIPOS
6.1 WTC - 1000 WILSON ELECTRONIC TORQUE CONTROLLER - 76500-0000 | |
Encendido |
6.1.
Conectar el cordén de energia
6.1.2 Presionar el SWITCH en ON.
6.1.3. Cuando tenga energia presionar la flecha y seleccione ENTER
6.1.4 Luego seleccione SET desplace hasta la unidad deseada y ENTER
nuevamente. |
6.1.5 Presione SET luego CLR y seleccione el torque deseado.
6.1.
Antes de seleccionar SET, espere 30 segundos. Y simplemente mantenga el
gatillo presionado, después seleccione SET y deje el motor correr hasta que se
apague automaticamente.
Revisado
Dpto. Técnico
Beit
Fecha: 26-04-17
iy ale PROCEDIMIENTO.
EXPANSIONADO DE TUBOS
6.1.7 Presione la flecha de arriba hasta que muestre que esta listo READY la unidad
esta lista para operar
6.2 ELECTRIC TUBE ROLLER 22488 - 7000 :
(Rodillo de Tubo Eléctrico 22488 — 7000)
DATOS
GENERALES
mas RODILLO DE TUBO
ELECTRICO
Modelo de Rodillos (22488 - 7000 |
Rango Diémetro de
Tuberia 1.0" -3.0" (25.4 -76.2 mm)
Voltios (220
Frecuencia 50
Potencia(w) 900 Watts
Peso 23.5 Lb] 10.6 Kg
Eje de Accionamiento | Cuadrado 3/4”
RPM 400
Encendido:
6.2.1 Conecte el Mandril al equipo.
6.2.2 Conecte el cordén de energia.
6.2.3 Presionando el Switch en ON esta listo para operar.
Elaborado Revisado ‘Aprobaqo\,
| Dpto. de Control de Calidad Dpto. Técnico Gerencia eral |
tial { emo (el torent
eo
aS
Fecha: 25-04-17 Fecha: 26-04-17
renee PROCEDIMIENTO | Cbdigo | Faeosie |
Versi6n: + 00 |
EXPANSIONADO DETUBOS | Fecha | 21-04-17 |
Pagina > 614
7. PROCEDIMIENTO DE EXPANSIONADO
TA Operacién de Expansionado
7.4.4 Conectar el expansor TC WILSON al motor a través del conector cuadrado.
7.4.2 Inspeccionar que los agujeros de los espejos estén libres de todo tipo de
impureza.
7.1.3 Inspeccionar que los extremos de los tubos estén libres de rebabas y filos
cortantes.
7.1.4 Aplicar grasa al interior de los agujeros del espejo
7.1.8 Adecue el ajuste de par de referencia en el equipo controlador de torque y
expanda el tubo con parémetros segin Tabla N°“ adjunta
Importante: La caja de control debe estar en estado de espera (Listo en la
pantalla LCD) para iniciar el rodaje del tubo.
7.1.6 — Medir el Didmetro Interior rolado con el Micrémetro Electronico de
Interiores, Marca Tomas C. Wilson. para confirmar la cantidad de
expansién lograda. Ajustar el par/ajuste de potencia hacia arriba o hacia
abajo, segtin se requiera y ruede el segundo tubo.
TAT Continue el paso “4” hasta que el ID real esté cerca del ID rodado calculado.
7.4.8 Después de lograr el ID rodado adecuado para aproximadamente 5 tubos,
retroceda y vuelva a enrollar los primeros tubos de prueba que estaban bajo
laminacién.
Elaborado Revisado
Dpto. de Control de Calidad to. Técnico
raion a
Fecha: 25-04-17 |
eee | PROCEDIMIENTO —_—| Cédigo. F240.01-18 |
| Version: | 00
| EXPANSIONADO DE TUBOS | Fecha 21-04-17
| Pagina 2 | 7-14
TAS
Después de expandir cada 10 tubos haga una verificacién del ID que tenga
la medida indicada o muy cercana a ella y registrelo
importante: No enrollar el tubo varias veces al establecer el ajuste de control
7.4.10
7AM
TAAZ
TAA
TANG
Apropiado, el tubo trabajara endurecido y no reflejara una referencia exacta
del PAR (torque).
Al enrollar un tubo:
Presione y sostenga el gatillo del motor de balanceo para iniciar el proceso
de laminacién
‘A medida que se expande el tubo aumentara el ntimero de lectura de
referencia, una vez que la lectura de referencia coincide con el ajuste de
referencia el PAR/Control de potencia detiene automaticamente el motor de
rodillo.
EI motor retrocedera automaticamente después de la pausa répida (tiempo
de parada) El gatillo del rotor debe permanecer presionado.
El tiempo de pausa se determina al invertir el ajuste del tiempo. Puede
hacerse instantanea si el ajuste DWELL esté ajustado a 0.0.
Reinicie el motor saltando al tubo siguiente.
Revisado
Dpto. Técnico
oi
Fecha: 24-04-17 Fecha: 25-04-17 |
Fecha: 26-04-17 |
Itemsa Pera I PROCEDIMIENTO Codigo: | F24-01-18
Versién : | 00 |
| EXPANSIONADO DETUBOS | Fecha: | 21-04-17,
| Pagina: | 14
TABLA N° 1 ANEXA.
Control Box Set Torque:
[ Modelo de | Velocidad SoD aaa
| EQUIPO pee | eee SET ea | rave 8 1D (mm)
Rodillos | (RPM) (Pulg/ mm) (Ftp)
Rodillo de : \a| |
Baja jaz] 2 41.75
Tubo | 22488-7000 100 4 314" (44.80) |
| Velocidad
| Eléctrico | |
ID: Diémetro Interior Calculado (Después del expansionado)
GA: Calibre de espesor de tubo
OD: Didmetro Exterior de Tubo
8. ANEXOS:
pce
ned
EXPANSIONADO DE TUBOS
Fecha 1 | 210017 |
Pagina: [9.18 |
|
ANEXO 1
Codie: [Pr IzG |
j
| ee Somme Vern: oo
Fecha: | _1501-15
| ESPECIFICACIONES TECNICAS
Pagina: |< 1-1 |
PROYECTO: FABRICACION Y MONTAJE DE EVTL 1° EFECTO Y 2° EFECTO
PROCEDIMIENTO Codigo F-24-01-18
Version: | 00 |
PARTE: CALANDRIA TUBULAR DE EVAPORADOR |
|
DATOS TECNICOS
spt SUPERIOR
MATERAL astm aae |
Espeson ie
DIAMETRO DEL ESPEIO 240mm |
DIAMETRO DE AGUIEROS asm |
CANT. DE AGUJEROS: 1003 |
/AGUIEROSRANURADOS g |
WDE RANURAS 2 |
DIMENSIONES DE RANURA 0.4 mm (Profundidad) x 3 mm (Ancho) “]
2. ESPEIOINFERIOR
MATERIAL asta aa6
Espesor oe
DIAMETRO DEL ESPEIO : (2380mm
DIAMETRO DE AGUJEROS 44.45mm
CANT. DE AGUIEROS 103
ANGUIEROS RANURADOS s
1° DE RANURAS 2
DIMENSIONES DE RAKURA {4mm (rafundidad) x3 mm (Arch)
3. Tunos -
MATERIAL 2 INoK308
DIAMETROEKTERIOR 1
ESPESOR 1.5mm
vaso ssionm
canTibaD 4003 Uni
NORMA 2 ASTMA249
cosTuRA s
TOLERANCIS 2 0.2mm Diémetro;# 10% Espesor
e |
Elaborado: Revisado
Dpto. de Control de Calidad Dpto. Técnico |
fa teres a Ki ere,
hex -RNIUIDEZ Varas a
at tan
Fecha: 24-04-17 Fecha: 25-04-17,
ky Ce ata] PROCEDIMIENTO Codigo 2 | F240118 |
Versién = | 00
EXPANSIONADO DE TUBOS | Fecha $ | 21-04-17
| Pagina 10-14
PROCEDIMIENTO
Cédigo: [F-24018 |
Version 00 |
EXPANSIONADO DE TUBOS | Fecha 3 | 21-04-17
Pagina 1144
ANEXO 3
Dpto. de Control de Calidad
Fecha: 25-04-17
TEPER | PROCEDIWIENTO (cho: [Favors |
Version
| EXPANSIONADO DETUBOS fecha: |
| | Pagina
i
ANEXO 4
ee Cie ROR eyes cee cr ord aed
CE eee te eed
‘Upropery aed ins crebe considerate acaonsl expense: Here an example of te appaton of his metho ors 2nch
uneraled jes must be ele and oversea wes must Outer Dame 1 Gage be» Boker
be removed and eplacad The opm ft sone Bat develops
death orth adequate seonqh for ended srs, Tbesbeet Hote
‘uth fe minum amount ald working (re wal “ie Oto Damerr
rear Gearnce 010
Application Tube Wall Reduction® Tite ne Diameter
Norfraus bes poe
eee ake Tube ne met Mata es
‘Sel nbes
19% of 19622
inhestercnges oi Tube Inet Diameters Met Metal
Sof cope nd nr ExpansesTbe Ine Dametor
Ses beat echangers eKoiem
Bote tubes remy
“iter metatsoomet! contact othe tbe Outer Diameter wih
inerbeshet hole
Tube Rolling Worksheet
1 ‘Tubesheet Hole 414-20 mm
Tube Outer Diameter = HY 60mm
Clearance 2. 20mm
2. Tube Inner Diameter Ad -WOan
Clearance = ©. 20mm
Inner Diameter @ Metal to Metal 414 - COs
3. 6% of AS (Wall) x2 0.15 sm
Tube Inner Diameter
@ Metal to Metal = tA un
Expanded Tube Inner Diameter 4d -I5mumu (TD)
TUBE WALL THICKNESS OF WALLIN BIRMINGHAM WIRE GAUGE
“(area Taare ee terete
vs [20 a 05 |e 0 [ts ra || [00 | 194 | 3a | |v | ana 20 | 2 | 8 30 | 300
onrtetstutmpetit mle feet estso tsetse [aa [sel s2] se [60 [6o] 72178 [as]
Revisado
Dpto. Técnico
ry ie ale PROCEDIMIENTO. Codigo
Version
EXPANSIONADO DE TUBOS _Fechi
ANEXO 5
Pane A-2 > Index > Gomect expansion
Percentage wall reduction the mom tre ve tm educcon dete pred es Procentoma reduce grote scan ny
ovat oned proedreto atan the operat Seine ree (eee Fsatatena nuneaiiy
You might also like
- Planchas Tubos VigasDocument18 pagesPlanchas Tubos VigasHugo BeltranNo ratings yet
- Certificado de Calidad: #N° Factura: Cliente: FechaDocument1 pageCertificado de Calidad: #N° Factura: Cliente: FechaHugo BeltranNo ratings yet
- AnguloDocument1 pageAnguloHugo BeltranNo ratings yet
- 2016E30697 - INOX 309-ELC 3.25mmDocument1 page2016E30697 - INOX 309-ELC 3.25mmHugo BeltranNo ratings yet
- Pinturas CPP Latex Duralatex Ficha TecnicaDocument1 pagePinturas CPP Latex Duralatex Ficha TecnicaHugo BeltranNo ratings yet
- 2016E30366 EXADUR 43 4.00mm 5.00kg LTDocument1 page2016E30366 EXADUR 43 4.00mm 5.00kg LTHugo BeltranNo ratings yet
- Sem4-D3-Ficha-Ps-Acuerdos de Convivencia-2do-2021Document2 pagesSem4-D3-Ficha-Ps-Acuerdos de Convivencia-2do-2021Hugo BeltranNo ratings yet
- KFAKLHDocument2 pagesKFAKLHHugo BeltranNo ratings yet
- IP-EV-155-EC-03 - REV11.01.23-ModelDocument1 pageIP-EV-155-EC-03 - REV11.01.23-ModelHugo BeltranNo ratings yet
- MSC-PR05-Rev2 PROCEDIMIENTO REPARACION DE FISURAS ANILLO RIGIDIZADORDocument4 pagesMSC-PR05-Rev2 PROCEDIMIENTO REPARACION DE FISURAS ANILLO RIGIDIZADORHugo BeltranNo ratings yet
- Formato #01 - Planilla de ViaticosDocument1 pageFormato #01 - Planilla de ViaticosHugo BeltranNo ratings yet
- Las VocalesDocument11 pagesLas VocalesHugo BeltranNo ratings yet
- Oferta Tecnica de Concreto #868-2019 ItemsaDocument3 pagesOferta Tecnica de Concreto #868-2019 ItemsaHugo BeltranNo ratings yet
- Tarjetas de Declaraciones - NiñaDocument3 pagesTarjetas de Declaraciones - NiñaHugo BeltranNo ratings yet