0% found this document useful (0 votes)
4K views23 pagesEngine Stand Plans
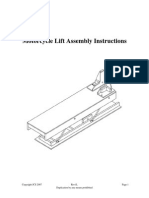
This document provides instructions for assembling an engine test stand from various steel components. It includes diagrams of the individual pieces needed and how they connect together. The stand has a base, bellhousing support, cross bar, engine mount posts, wheel extensions, radiator supports, radiator clips, and an optional gauge panel. Detailed instructions are provided for cutting and welding each component according to the diagrams.
Uploaded by
Joey WilletCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
4K views23 pagesEngine Stand Plans
This document provides instructions for assembling an engine test stand from various steel components. It includes diagrams of the individual pieces needed and how they connect together. The stand has a base, bellhousing support, cross bar, engine mount posts, wheel extensions, radiator supports, radiator clips, and an optional gauge panel. Detailed instructions are provided for cutting and welding each component according to the diagrams.
Uploaded by
Joey WilletCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd