You might also like
- Penguard Clear Sealer: Technical Data Sheet Application GuideDocument7 pagesPenguard Clear Sealer: Technical Data Sheet Application GuideAnonymous 4SFfEmcHmDNo ratings yet
- Handbook of Adhesive Bonded Structural RepairFrom EverandHandbook of Adhesive Bonded Structural RepairRating: 5 out of 5 stars5/5 (1)
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- Jotun Pioner Topcoat Application Guide - AcrylicDocument6 pagesJotun Pioner Topcoat Application Guide - AcrylicChaerul AnwarNo ratings yet
- Pilot II: Technical Data Sheet Application GuideDocument6 pagesPilot II: Technical Data Sheet Application Guidendt stanleyNo ratings yet
- Futura Classic: Technical Data Sheet Application GuideDocument7 pagesFutura Classic: Technical Data Sheet Application GuideyugandharNo ratings yet
- Application Guide Penguard MidcoatDocument6 pagesApplication Guide Penguard Midcoatadeoye_okunoyeNo ratings yet
- Hardtop XPL AGDocument6 pagesHardtop XPL AGHung NGUYEN SYNo ratings yet
- Application Guide Hardtop XPDocument7 pagesApplication Guide Hardtop XPadeoye_okunoyeNo ratings yet
- Penguard Midcoat MIO PDFDocument6 pagesPenguard Midcoat MIO PDFEngTamerNo ratings yet
- HB Project - Painting Procedure For Steel StructuresDocument7 pagesHB Project - Painting Procedure For Steel StructuresNgoc Quy100% (1)
- Pilot II: Technical Data Sheet Application GuideDocument7 pagesPilot II: Technical Data Sheet Application GuideibrahimNo ratings yet
- Hardtop CA Technical Data SheetDocument6 pagesHardtop CA Technical Data SheetSam JoseNo ratings yet
- AG 11260 Hardtop XPL Euk GBDocument6 pagesAG 11260 Hardtop XPL Euk GBTamer GamalNo ratings yet
- AG 45382 Pilot QD Topcoat Euk GBDocument6 pagesAG 45382 Pilot QD Topcoat Euk GBFatih GökbuaNo ratings yet
- Paint ProcedureDocument4 pagesPaint ProcedureAndre Yosi100% (1)
- JOTUN Paints ProcedureDocument7 pagesJOTUN Paints ProcedureSathishkumar Dhamodaran100% (3)
- PDS Jotun Hardtop XP AluDocument6 pagesPDS Jotun Hardtop XP Alusibi_s_rajNo ratings yet
- Penguard Topcoat: Technical Data Sheet Application GuideDocument7 pagesPenguard Topcoat: Technical Data Sheet Application GuideTamerTamerNo ratings yet
- AG 494 Jotafloor Sealer Euk GBDocument6 pagesAG 494 Jotafloor Sealer Euk GBAhmed SalahNo ratings yet
- AG 15400 Steelmaster+120SB Euk GBDocument10 pagesAG 15400 Steelmaster+120SB Euk GBparathasiNo ratings yet
- Hardtop AX: Technical Data Sheet Application GuideDocument7 pagesHardtop AX: Technical Data Sheet Application GuideTrịnh Minh KhoaNo ratings yet
- Safeguard Universal AGDocument7 pagesSafeguard Universal AGMar PardalesNo ratings yet
- Cisper Paint ProcedureDocument6 pagesCisper Paint ProcedureMike PrescottNo ratings yet
- Hardtop XP Application GuideDocument6 pagesHardtop XP Application Guideangelito bernalNo ratings yet
- AG 43362 Alkyd High Gloss QD Euk GBDocument6 pagesAG 43362 Alkyd High Gloss QD Euk GBNurulfazilla YusopNo ratings yet
- Surface Preparation and Painting Procedure Rev.01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev.01 PDFSaid Alauddeen Faisz100% (1)
- Enviroline 2405 Application Guidelines: Protective Coatings Technical SupportDocument12 pagesEnviroline 2405 Application Guidelines: Protective Coatings Technical SupportskNo ratings yet
- Painting ProcedureDocument10 pagesPainting ProcedureSajid ShaikhNo ratings yet
- Hardtop XP: Technical Data Sheet Application GuideDocument7 pagesHardtop XP: Technical Data Sheet Application GuideTrịnh Minh KhoaNo ratings yet
- Coating Specification: 1. ScopeDocument4 pagesCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Hardtop XP: Technical Data Sheet Application GuideDocument7 pagesHardtop XP: Technical Data Sheet Application GuideAlmaNo ratings yet
- SurfaceProcedure Preparation-085 R3Document17 pagesSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- TDS Alkyd High Gross Tahan KimiaDocument7 pagesTDS Alkyd High Gross Tahan Kimiaratnam.ysfNo ratings yet
- Intergard 251 Tech Data SheetDocument0 pagesIntergard 251 Tech Data SheetL Mahender ReddyNo ratings yet
- 30 - Painting ProcedureDocument12 pages30 - Painting ProcedureNguyen Anh TuanNo ratings yet
- Work Method Statement For Painting WorkDocument3 pagesWork Method Statement For Painting WorkMicheal B Haizen63% (8)
- Guia de Aplicacion Hardtop OptimaDocument7 pagesGuia de Aplicacion Hardtop OptimaHector MacavilcaNo ratings yet
- Surface Preparation & Paint Procedure (RevB)Document19 pagesSurface Preparation & Paint Procedure (RevB)Mohd Taufiq IsmailNo ratings yet
- Penguard Tie Coat 100: Technical Data Sheet Application GuideDocument7 pagesPenguard Tie Coat 100: Technical Data Sheet Application GuideIrawan FajarNo ratings yet
- Hardtop f20Document7 pagesHardtop f20nuryati jahariNo ratings yet
- Interthane 990 HS DatasheetDocument4 pagesInterthane 990 HS DatasheetBalasubramanian AnanthNo ratings yet
- Application Guide Penguard Midcoat PDFDocument6 pagesApplication Guide Penguard Midcoat PDFsajan shaNo ratings yet
- Jotafloor Top Coat AP Guide PDFDocument6 pagesJotafloor Top Coat AP Guide PDFJay Ram DhakalNo ratings yet
- MDS Fore ChemtechDocument8 pagesMDS Fore ChemtechfouedNo ratings yet
- Definitions and Abbreviations For PaintsDocument5 pagesDefinitions and Abbreviations For PaintsMadhu KumariNo ratings yet
- Hardtop XP: Technical Data Sheet Application GuideDocument7 pagesHardtop XP: Technical Data Sheet Application GuideAye Min TunNo ratings yet
- Application Guide Pilot II: Other Conditions That Can Affect Drying / Curing / Over CoatingDocument1 pageApplication Guide Pilot II: Other Conditions That Can Affect Drying / Curing / Over CoatingTamerTamerNo ratings yet
- Method Statement For Surface Preparation Prtective CoatingDocument10 pagesMethod Statement For Surface Preparation Prtective CoatingJaved MANo ratings yet
- Jotun Resist 86 Data SheetDocument7 pagesJotun Resist 86 Data SheetKunal AjgaonkarNo ratings yet
- Interzone 101Document0 pagesInterzone 101hennawijayaNo ratings yet
- Hardtop XP Alu: Technical Data Sheet Application GuideDocument6 pagesHardtop XP Alu: Technical Data Sheet Application GuideMuthu Sivarama Krishnan NallaiahNo ratings yet
- Resist 78: Technical Data Sheet Application GuideDocument7 pagesResist 78: Technical Data Sheet Application GuideMohd YusriNo ratings yet
- Film Thickness Per Coat: Technical Data Sheet Jotafloor Topcoat EDocument1 pageFilm Thickness Per Coat: Technical Data Sheet Jotafloor Topcoat ETamerTamerNo ratings yet
- Interline 1012+ds+engDocument4 pagesInterline 1012+ds+engSUBHOMOYNo ratings yet
- Surface-Preparation-and-Painting Procedure - NISL - ENG-PRC-002Document4 pagesSurface-Preparation-and-Painting Procedure - NISL - ENG-PRC-002George OgbecheNo ratings yet
- Coating ProcedureDocument10 pagesCoating ProcedureNanang Cesc Utta100% (1)
- 6.PEB Painting Procedure (P0371) Rev.01Document22 pages6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNo ratings yet
- GRP General Procedure (EWS)Document16 pagesGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- DS-1 4th Ed - Volume 3 - Addendum 2Document7 pagesDS-1 4th Ed - Volume 3 - Addendum 2MARVELNo ratings yet
- Measurement of Adhesion StrengthDocument4 pagesMeasurement of Adhesion StrengthVirgilio Cabato, Jr.No ratings yet
- 1193 Shopping-Trolleys enDocument166 pages1193 Shopping-Trolleys enJosué MurilloNo ratings yet
- PRS-RL-01 Rubber Lining ProcedureDocument17 pagesPRS-RL-01 Rubber Lining ProcedureDar Fall100% (1)
- Measuring Adhesion by Tape Test: Standard Test Methods ForDocument7 pagesMeasuring Adhesion by Tape Test: Standard Test Methods ForJony NavaNo ratings yet
- Adhesion Test On Metallic CoatingDocument2 pagesAdhesion Test On Metallic Coatingget5rajeshNo ratings yet
- Baytron CoatingguideDocument12 pagesBaytron Coatingguideislamfarag2No ratings yet
- CASTI Practical Guide To Corrosion ControlDocument1 pageCASTI Practical Guide To Corrosion ControllambtranNo ratings yet
- Poles+ (Steel) +specification+ +NNSWDocument33 pagesPoles+ (Steel) +specification+ +NNSWcabelmarNo ratings yet
- PS152.04 E-Coat For Ferrous and Aluminum ComponentsDocument4 pagesPS152.04 E-Coat For Ferrous and Aluminum ComponentsJovanny RNo ratings yet
- Leading in Sustainability & Productivity Improvements in CanmakingDocument4 pagesLeading in Sustainability & Productivity Improvements in CanmakingJeanNo ratings yet
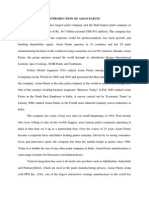
- Introduction of Asian PaintsDocument2 pagesIntroduction of Asian PaintsKoh Hui Yi70% (10)
- PDS Stopaq Subsea Intermediate Wrap V3 enDocument1 pagePDS Stopaq Subsea Intermediate Wrap V3 enAndyNo ratings yet
- Paint Thickness Measurement ProcedureDocument2 pagesPaint Thickness Measurement ProcedurenathgsurendraNo ratings yet
- Kingspan Facades Colours and Coatings Brochure en GB IeDocument39 pagesKingspan Facades Colours and Coatings Brochure en GB IeAakashNo ratings yet
- ASFP TGD 16 - Code of Practice For Off-Site Applied Thin Film Intumescent CoatingsDocument50 pagesASFP TGD 16 - Code of Practice For Off-Site Applied Thin Film Intumescent CoatingsAnselmo Ribeiro100% (4)
- Laromer Paint SpecDocument2 pagesLaromer Paint SpecAndrey levashovNo ratings yet
- TL 162 en 2017Document5 pagesTL 162 en 2017Michal BílekNo ratings yet
- Food and Beverage Can Coatings A Review On Chemicalanalysis, Migration, and Risk AssessmentDocument54 pagesFood and Beverage Can Coatings A Review On Chemicalanalysis, Migration, and Risk AssessmentAna Julia Mayumi PupinNo ratings yet
- AAMA Standards Comparison - Organic Coatings On Fiber ReinforcedDocument1 pageAAMA Standards Comparison - Organic Coatings On Fiber ReinforcedThanhHaNo ratings yet
- TDS Dekguard E2000 India3Document4 pagesTDS Dekguard E2000 India3Er Krishan YadavNo ratings yet
- Bioactive HA TiO2 Coating On Magnesium Alloy For Biomedical ApplicationsDocument14 pagesBioactive HA TiO2 Coating On Magnesium Alloy For Biomedical ApplicationsRahul MadanNo ratings yet
- Wet Film Gauge Data Sheet & InstructionsDocument5 pagesWet Film Gauge Data Sheet & InstructionsNardoziNo ratings yet
- TDS Byk-1780 enDocument2 pagesTDS Byk-1780 enabhijit.home2022No ratings yet
- TL 256 en 2022Document8 pagesTL 256 en 2022Michal BílekNo ratings yet
- Concrete Sportanlagen GMBH: Skate Catalogue 2008Document163 pagesConcrete Sportanlagen GMBH: Skate Catalogue 2008Univers 4lNo ratings yet
- Jota EP15P 快干环氧底漆EP15P(0XT) (United Kingdom - English)Document5 pagesJota EP15P 快干环氧底漆EP15P(0XT) (United Kingdom - English)long chanNo ratings yet
- الطبقة الوسطية جوتنDocument4 pagesالطبقة الوسطية جوتنSERT-QA/QC- BUZNo ratings yet
- As 2331 1-3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests Magnetic MethodDocument2 pagesAs 2331 1-3-2001 Methods of Test For Metallic and Related Coatings Local Thickness Tests Magnetic MethodmoummouNo ratings yet
- Ding 2018Document11 pagesDing 2018ISACNEUTONIONo ratings yet
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Design Recipes for FPGAs: Using Verilog and VHDLFrom EverandDesign Recipes for FPGAs: Using Verilog and VHDLRating: 2 out of 5 stars2/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Build Better Products: A Modern Approach to Building Successful User-Centered ProductsFrom EverandBuild Better Products: A Modern Approach to Building Successful User-Centered ProductsNo ratings yet