You might also like
- Cat C-13 Valve LashDocument6 pagesCat C-13 Valve LashEwgeny100% (5)
- Toyota Truck Sienna FWD V6 3.3L 3MZ FE 2005.PDF Versión 1Document12 pagesToyota Truck Sienna FWD V6 3.3L 3MZ FE 2005.PDF Versión 1FranciscoNo ratings yet
- Volvo Penta Workshop Manual Part BDocument60 pagesVolvo Penta Workshop Manual Part BMišo Vučko100% (1)
- Kenway Txcr325Document24 pagesKenway Txcr325Mohamed RashedNo ratings yet
- YD25 Engine MechDocument35 pagesYD25 Engine MechAlex Hernandez100% (3)
- Volvo d12d TimingDocument9 pagesVolvo d12d Timingali100% (1)
- Engine Valve Lash - Inspect - AdjustDocument5 pagesEngine Valve Lash - Inspect - AdjustVictor NunezNo ratings yet
- 05TA P118 C Series Parts ListDocument22 pages05TA P118 C Series Parts ListAldoMelgarejoNo ratings yet
- Toyota Truck SequoiaDocument16 pagesToyota Truck SequoiaD3NYNo ratings yet
- Toyota Tundra (2UZ FE) 2002Document16 pagesToyota Tundra (2UZ FE) 2002Isaac Castillo100% (1)
- Toyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairDocument15 pagesToyota Truck RAV4 2WD L4-2.0L (1AZ-FE) 2002: Timing Chain: Service and RepairyosnielNo ratings yet
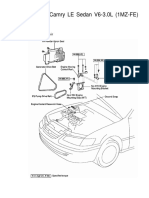
- Toyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument14 pagesToyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairEutério SilvaNo ratings yet
- Hydraulic Sucker Rod Tong XQ29 2.6Document26 pagesHydraulic Sucker Rod Tong XQ29 2.6Ryan ZulkarnainNo ratings yet
- Toyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument15 pagesToyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairFrancisco Guillen-DorantesNo ratings yet
- Toyota Camry CE Sedan L4-2.2L DOHC (5S-FE) MFI 2001: Timing Belt: Service and RepairDocument17 pagesToyota Camry CE Sedan L4-2.2L DOHC (5S-FE) MFI 2001: Timing Belt: Service and RepairWenceslao Francisco Mejía EspinozaNo ratings yet
- Camry Solara SEV6Document13 pagesCamry Solara SEV6arturmikieNo ratings yet
- Camry Solara SLEV6Document13 pagesCamry Solara SLEV6arturmikieNo ratings yet
- Engine Valve Lash - Inspect Adjust (SENR9939-32)Document3 pagesEngine Valve Lash - Inspect Adjust (SENR9939-32)Guido Emanuel SteinbachNo ratings yet
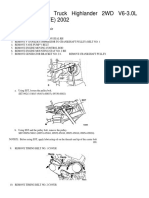
- Toyota Truck Highlander 2WD V6-3.0L (1MZ-FE) 2002: Timing Belt: Service and RepairDocument6 pagesToyota Truck Highlander 2WD V6-3.0L (1MZ-FE) 2002: Timing Belt: Service and RepairROSA GIMENEZNo ratings yet
- Toyota Celica GT L4 1.8L 1ZZ FEDocument21 pagesToyota Celica GT L4 1.8L 1ZZ FEWolfgang WilliamsNo ratings yet
- C-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDocument4 pagesC-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDamien LEGRANDNo ratings yet
- MSA5TCD97L3455Document4 pagesMSA5TCD97L3455Mudflap CalizayaNo ratings yet
- Ajuste Valvula 3176CDocument3 pagesAjuste Valvula 3176CAdelio RamirezNo ratings yet
- Engine Valve Lash - Inspect/AdjustDocument4 pagesEngine Valve Lash - Inspect/AdjustHrvoje ŠkaricaNo ratings yet
- Catalogo Foton - Bj3319dmpkc-Abza02Document5 pagesCatalogo Foton - Bj3319dmpkc-Abza02Jhean PhierNo ratings yet
- Llave Hidraulica RodDocument29 pagesLlave Hidraulica RodCarlos TorradoNo ratings yet
- Timing Belt (5S-Fe) : ComponentsDocument14 pagesTiming Belt (5S-Fe) : ComponentsmutasimNo ratings yet
- Toyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairDocument18 pagesToyota MR2 Spyder L4-1.8L (1ZZ-FE) 2001: Timing Chain: Service and RepairROSA GIMENEZNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Shutdown SISDocument5 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SISChakrouneNo ratings yet
- Overhaul: Partial Engine Assy (1Gr Fe)Document50 pagesOverhaul: Partial Engine Assy (1Gr Fe)Islam AttiaNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Testing and AdjustingDocument6 pagesEngine Valve Lash - Inspect/Adjust: Testing and AdjustingAngelica VergaraNo ratings yet
- Rep S5DDocument151 pagesRep S5DDoru DariusNo ratings yet
- Finding The Top Center Position For The No. 1 PistonDocument3 pagesFinding The Top Center Position For The No. 1 PistonHugo CiprianiNo ratings yet
- JLG 1250AJP Service Manual-2Document90 pagesJLG 1250AJP Service Manual-2abdallah gomaaNo ratings yet
- Manual Mitsubishi Pajero 4x4 Propeler ShaftDocument8 pagesManual Mitsubishi Pajero 4x4 Propeler ShaftGIAN CARLO MAMANI GILES.No ratings yet
- Engine Timing Tool BMW 2.0 16V Diesel (M47)Document4 pagesEngine Timing Tool BMW 2.0 16V Diesel (M47)Rôpíp PhanNo ratings yet
- Valves, Adjusting: Service InformationDocument6 pagesValves, Adjusting: Service InformationRicardo CostaNo ratings yet
- Calibracion Valvulas Motor c12 CaterpillarDocument5 pagesCalibracion Valvulas Motor c12 CaterpillarOmar Diaz Segura100% (1)
- Calibracion Valvulas Motor C12 CaterpillarDocument5 pagesCalibracion Valvulas Motor C12 CaterpillarRamón José Aponte Franco100% (9)
- User Manual Powertex Hydraulic Toe Jack PTJ-S1 (GB)Document9 pagesUser Manual Powertex Hydraulic Toe Jack PTJ-S1 (GB)SanthoshNo ratings yet
- Engine Valve Lash PDFDocument4 pagesEngine Valve Lash PDFJose PichinteNo ratings yet
- D10T Valve LAsh AdjustDocument3 pagesD10T Valve LAsh AdjustSyahdiNo ratings yet
- Eng 5.4-97Document25 pagesEng 5.4-97Alexey KolmakovNo ratings yet
- Fa2A Winch Control Valve Retrofit Instructions: Material HandlingDocument4 pagesFa2A Winch Control Valve Retrofit Instructions: Material HandlingMauricio GarciaNo ratings yet
- SENR3130 - Torque General InformationDocument5 pagesSENR3130 - Torque General InformationAdolfo MarínNo ratings yet
- Qdoc - Tips Calibracion Valvulas Motor c12 CaterpillarDocument5 pagesQdoc - Tips Calibracion Valvulas Motor c12 CaterpillarJoel MendezNo ratings yet
- Removing and Installing Toothed BeltDocument12 pagesRemoving and Installing Toothed BeltJulien VasilevNo ratings yet
- Valvulas 345blDocument5 pagesValvulas 345blelias aguirreNo ratings yet
- SKL Main Bearing ProcedureDocument11 pagesSKL Main Bearing ProcedureVaibhav SinghalNo ratings yet
- Volvo D13H Shop Armed Vol2Document34 pagesVolvo D13H Shop Armed Vol2Juan José AldanaNo ratings yet
- Engine Valve Lash Inspect/Adjust: Pantalla AnteriorDocument6 pagesEngine Valve Lash Inspect/Adjust: Pantalla AnteriorEdison Pfoccori BarrionuevoNo ratings yet
- Adjust ValveDocument3 pagesAdjust ValveAwanNo ratings yet
- Removing and Installing Camshafts and Camshaft Adjuster - Cylinder Head (Left Side)Document7 pagesRemoving and Installing Camshafts and Camshaft Adjuster - Cylinder Head (Left Side)Julien VasilevNo ratings yet
- 1gr Fe - Cadena de DistribucionDocument5 pages1gr Fe - Cadena de DistribucionMartin KoopmannNo ratings yet
- SpreadersDocument13 pagesSpreadersEdgardo Alfonso Ilabaca Saez100% (1)
- Regulagem de Válvulas (C15 C18)Document3 pagesRegulagem de Válvulas (C15 C18)caiocunhaconquistaNo ratings yet
- Pruebas y Ajustes C27 and C32 GeneratorDocument5 pagesPruebas y Ajustes C27 and C32 GeneratorMuhammad Ary safarta100% (1)
- 03 MZG S3 NG30Document58 pages03 MZG S3 NG30Bulent BaysalNo ratings yet
- 324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsDocument5 pages324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsjhonNo ratings yet
- Adjust Valve Lash 777EDocument3 pagesAdjust Valve Lash 777EAgung WicaksonoNo ratings yet
- Cat3512camshaft TimingDocument4 pagesCat3512camshaft TimingEfrain FlorezNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 2001-10 Pages 28-32 PDFDocument5 pages2001-10 Pages 28-32 PDFDavidNo ratings yet
- Facade Construction For Stone CladdingDocument8 pagesFacade Construction For Stone CladdingsanjayNo ratings yet
- Birla MEEP Op ManualDocument43 pagesBirla MEEP Op ManualAshok ChettiyarNo ratings yet
- 3EX5 030 / 3EX5 050: Surge Counter / Surge MonitorDocument2 pages3EX5 030 / 3EX5 050: Surge Counter / Surge MonitorkarthikNo ratings yet
- 12 Case Study Shanghai TowerDocument9 pages12 Case Study Shanghai TowerJose OrengoNo ratings yet
- TC Total Corrosion Management SystemsDocument7 pagesTC Total Corrosion Management SystemsJill Jim LivestockNo ratings yet
- Sudhar PipesDocument5 pagesSudhar Pipesyashas sNo ratings yet
- 1.HWI Company ProfileDocument29 pages1.HWI Company Profileakmarsetiadi20No ratings yet
- Buckling Analysis With FEA: Machine DesignDocument7 pagesBuckling Analysis With FEA: Machine DesignCemGülerNo ratings yet
- Magnetism and Matter - DPP 01 - Parishram 2024Document2 pagesMagnetism and Matter - DPP 01 - Parishram 2024naman7860276269No ratings yet
- Checklist For Auditorium Vadnagar For ReferenceDocument3 pagesChecklist For Auditorium Vadnagar For ReferenceAditya PatelNo ratings yet
- Hydraulic FracturingDocument101 pagesHydraulic FracturingYusmawanGraha100% (4)
- Ra3 011Document3 pagesRa3 011Alejandro Romero SepulvedaNo ratings yet
- Analysis On Effectiveness of Rebar Couplers in Splicing of Reinforcement BarsDocument7 pagesAnalysis On Effectiveness of Rebar Couplers in Splicing of Reinforcement BarsKaashif BaigNo ratings yet
- Unit-12 Pipe Flow ProblemsDocument16 pagesUnit-12 Pipe Flow ProblemsMohamed KamelNo ratings yet
- Accepted Practices For Post-Frame Building Construction: Framing TolerancesDocument12 pagesAccepted Practices For Post-Frame Building Construction: Framing TolerancesChuck Achberger100% (3)
- LB3 2Document4 pagesLB3 2JONHCENA13No ratings yet
- Dental Casting Alloys: A Seminar by Nikhil.JDocument77 pagesDental Casting Alloys: A Seminar by Nikhil.Jhotbuddy723No ratings yet
- Breather ValveDocument3 pagesBreather ValvevikasozaNo ratings yet
- OneDocument17 pagesOneMahmoudKamalElshazlyNo ratings yet
- Crimp Plate CalculatorDocument32 pagesCrimp Plate CalculatorMichael HaiseNo ratings yet
- Grinnell Series 8000Document8 pagesGrinnell Series 8000Sergio Gana GonzalezNo ratings yet
- PWD Standard DataDocument295 pagesPWD Standard Datadeh tnrsp2tup92% (13)
- A New Strategy On Designing Fluxes For Aluminum AlDocument19 pagesA New Strategy On Designing Fluxes For Aluminum AlJohn TorrezNo ratings yet
- Ground Anchor SystemsDocument76 pagesGround Anchor Systemspatricklim1982100% (3)
- Chapter 6b Convective Mass TransferDocument22 pagesChapter 6b Convective Mass TransferrushdiNo ratings yet
- Field Training at Gaiban Builders and Developers, IchalkarajiDocument30 pagesField Training at Gaiban Builders and Developers, IchalkarajiSameer Satpute100% (1)
- Crane GirderDocument45 pagesCrane GirderbolarinwadeNo ratings yet