You might also like
- DispositionsDocument1 pageDispositionsDavisTranNo ratings yet
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsFrom EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsNo ratings yet
- Welding Inspection Record: Confirmed Prepared by Reviewed by Approved by DateDocument3 pagesWelding Inspection Record: Confirmed Prepared by Reviewed by Approved by DateDavisTranNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Quality Specification: Steelwork and Welding of Tower Sections and Embedments For Vestas Wind TurbinesDocument27 pagesQuality Specification: Steelwork and Welding of Tower Sections and Embedments For Vestas Wind TurbinesDavisTranNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- VN-QI-803-06-02 - Fit Up Vertical Flange Inspection RecordDocument3 pagesVN-QI-803-06-02 - Fit Up Vertical Flange Inspection RecordDavisTranNo ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Welding Inspection RecordDocument3 pagesWelding Inspection RecordDavisTranNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Welding Inspection RecordDocument3 pagesWelding Inspection RecordDavisTranNo ratings yet
- Welding Inspection Record: Confirmed Prepared by Reviewed by Approved by DateDocument3 pagesWelding Inspection Record: Confirmed Prepared by Reviewed by Approved by DateDavisTranNo ratings yet
- NDT Map For 44950656 - Olbersleben38 - 2T ProjectDocument9 pagesNDT Map For 44950656 - Olbersleben38 - 2T ProjectDavisTranNo ratings yet
- Vestas LDST 3T LDocument4 pagesVestas LDST 3T LDavisTranNo ratings yet
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionRating: 5 out of 5 stars5/5 (1)
- Vestas-Ldst-Olb 2T-LDocument3 pagesVestas-Ldst-Olb 2T-LDavisTranNo ratings yet
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingFrom EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNo ratings yet
- New Scientist US - February 05, 2022Document60 pagesNew Scientist US - February 05, 2022DavisTranNo ratings yet
- SP53236-Olbersleben38 2T (1-2)Document104 pagesSP53236-Olbersleben38 2T (1-2)DavisTranNo ratings yet
- Weld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingFrom EverandWeld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingNo ratings yet
- Vestas LDST 3T BDocument7 pagesVestas LDST 3T BDavisTranNo ratings yet
- Tieu Chuan Viet Nam TCVN 6115 1 2015 Bo Khoa Hoc Va Cong NgheDocument57 pagesTieu Chuan Viet Nam TCVN 6115 1 2015 Bo Khoa Hoc Va Cong NgheDavisTranNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Sgre - Hultema PJ - sg5x Sg155 T107.5-50a - 11t-Nesting Plan r0 - 2010-ModelDocument1 pageSgre - Hultema PJ - sg5x Sg155 T107.5-50a - 11t-Nesting Plan r0 - 2010-ModelDavisTranNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Visual - BV AuDocument1 pageVisual - BV AuDavisTranNo ratings yet
- VT SP44823 44950319 Häusern EnBW PJ (LDST, GE) 2T-Nesting Plan-R0-ModelDocument1 pageVT SP44823 44950319 Häusern EnBW PJ (LDST, GE) 2T-Nesting Plan-R0-ModelDavisTranNo ratings yet
- OK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresDocument2 pagesOK Autrod 5356: Mig/Mag Wires (Gmaw) Aluminum WiresDavisTranNo ratings yet
- 5698 - PRP - User Manual EN - 01Document36 pages5698 - PRP - User Manual EN - 01DavisTranNo ratings yet
- Nhatbook-Nhập môn khoa học giao tiếp-Nguyễn Sinh Huy-2006Document130 pagesNhatbook-Nhập môn khoa học giao tiếp-Nguyễn Sinh Huy-2006DavisTran100% (1)
- Predicting Final Result of Football Match Using Poisson Regression ModelDocument6 pagesPredicting Final Result of Football Match Using Poisson Regression ModelDavisTranNo ratings yet
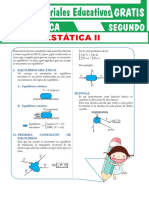
- Equilíbrio Mecánico para Segundo Grado de SecundariaDocument3 pagesEquilíbrio Mecánico para Segundo Grado de SecundariaJhonny Zacarias Larico HuallpaNo ratings yet
- Motoman Sk6 Service ManualDocument5 pagesMotoman Sk6 Service Manualellen100% (47)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Building Utilities Reviewer ComprehensiveDocument3 pagesBuilding Utilities Reviewer ComprehensiveReynald HarrisNo ratings yet
- Bases Teoricas Pendulo Simple - Masa Resorte - Ecuación de Onda-2Document3 pagesBases Teoricas Pendulo Simple - Masa Resorte - Ecuación de Onda-2victorNo ratings yet
- Mecanica Dos Fluidos Aula2Document24 pagesMecanica Dos Fluidos Aula2criei1No ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- PDFDocument44 pagesPDFRebecca Hartman75% (4)
- StarLAN Technology ReportFrom EverandStarLAN Technology ReportRating: 3 out of 5 stars3/5 (1)
- Questões de RevisãoDocument4 pagesQuestões de RevisãoJoaquim GeraldoNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Multi ElementDocument1 pageMulti Elementapi-3703371No ratings yet
- Corso Fondazioni DiretteDocument73 pagesCorso Fondazioni DiretteAndrea Di Lorenzo100% (1)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- S.P.Catalog TNT600I600GS-3 2020-Ver 200908Document97 pagesS.P.Catalog TNT600I600GS-3 2020-Ver 200908Rjay HayNo ratings yet
- Treadmill 93T-04 - THH100000 - PARTS LISTDocument19 pagesTreadmill 93T-04 - THH100000 - PARTS LISTpowerliftermiloNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Pract BDocument16 pagesPract Btulio rojas0% (1)
- Offshore Electrical Engineering ManualFrom EverandOffshore Electrical Engineering ManualRating: 4 out of 5 stars4/5 (9)
- FC 04Document11 pagesFC 04Nelson JopiaNo ratings yet
- Engineering Applications of Fracture Analysis: Proceedings of the First National Conference on Fracture Held in Johannesburg, South Africa, 7-9 November 1979From EverandEngineering Applications of Fracture Analysis: Proceedings of the First National Conference on Fracture Held in Johannesburg, South Africa, 7-9 November 1979G. G. GarrettNo ratings yet
- Ley de CoulombDocument3 pagesLey de CoulombArgenis Benjamin CarrionNo ratings yet
- NEW NEW: Silent Diesel Generating SetsDocument2 pagesNEW NEW: Silent Diesel Generating SetsMladen MarićNo ratings yet
- Integral Relation For A Control Volume (Part 1)Document15 pagesIntegral Relation For A Control Volume (Part 1)Muhammad Amni FitriNo ratings yet
- Design and Characterization of Integrated Varactors for RF ApplicationsFrom EverandDesign and Characterization of Integrated Varactors for RF ApplicationsNo ratings yet
- Cessna-172S - 2018 (копия)Document112 pagesCessna-172S - 2018 (копия)Кухни ХимкиNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Code ErreurDocument9 pagesCode ErreurZoheir CHAOULINo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Syvecs LTD: Lamborghini LP520Document11 pagesSyvecs LTD: Lamborghini LP520RajibNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Engineering Chemistry Unit 3 Notes RGPVDocument14 pagesEngineering Chemistry Unit 3 Notes RGPVMufaddal HamidNo ratings yet
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- TANCO 1400EH-2014-EnglishDocument116 pagesTANCO 1400EH-2014-EnglishErwin GerdingNo ratings yet
- Tarea 1Document9 pagesTarea 1Rodrigo RevecoNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Cinematica - Fisica - InformeDocument27 pagesCinematica - Fisica - InformeALEXANDER GONZALES PAISIGNo ratings yet
- 3D FEM Approach For Laterally Loaded Monopile DesignDocument8 pages3D FEM Approach For Laterally Loaded Monopile DesignSunil Ranjan MohapatraNo ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- PDDDocument33 pagesPDDDamotharan Sathesh KumarNo ratings yet
- Assignment-1 (2020011108)Document28 pagesAssignment-1 (2020011108)Atul KumarNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Design and Modelling of A Pelton Wheel Bucket Theoretical Validation and Software ComparisonDocument4 pagesDesign and Modelling of A Pelton Wheel Bucket Theoretical Validation and Software ComparisonSuhasNo ratings yet