You might also like
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- A System of Instruction in the Practical Use of the BlowpipeFrom EverandA System of Instruction in the Practical Use of the BlowpipeNo ratings yet
- KatalisatorDocument6 pagesKatalisatorchoco chpsNo ratings yet
- Topsoe Coker Naphtha Hydroprocessing CatalystsDocument6 pagesTopsoe Coker Naphtha Hydroprocessing CatalystsrafaelNo ratings yet
- (2016) Kohli, K. Deactivation of Hydrotreating Catalyst by Metals in Resin and Asphaltene Parts of Heavy Oil and ResiduesDocument10 pages(2016) Kohli, K. Deactivation of Hydrotreating Catalyst by Metals in Resin and Asphaltene Parts of Heavy Oil and ResiduesSarahEkaPutriDarlismawantyaniNo ratings yet
- Catalyst Used in Fluid Catalytic Cracking (FCC) Unit As A Support of NiMoP Catalyst For Light Cycle Oil HydroprocessingDocument11 pagesCatalyst Used in Fluid Catalytic Cracking (FCC) Unit As A Support of NiMoP Catalyst For Light Cycle Oil HydroprocessingJuan Diego Pabon CastilloNo ratings yet
- TOPSOE Seminar - Catalysts and Reactions PDFDocument132 pagesTOPSOE Seminar - Catalysts and Reactions PDFAhmad Nakash100% (3)
- Chapter 1 Introduction 2007Document4 pagesChapter 1 Introduction 2007Paravastu VinuthaNo ratings yet
- Hydrometallurgy: Jochen PetersenDocument7 pagesHydrometallurgy: Jochen PetersenAlex Paolo Paz AldayNo ratings yet
- 1A - Haldor Topsoe - Pressure - Drop - ControlDocument8 pages1A - Haldor Topsoe - Pressure - Drop - ControlAlNo ratings yet
- MOST Process Catalitic Removal of SOx and H2S From Refinery Tail GasDocument6 pagesMOST Process Catalitic Removal of SOx and H2S From Refinery Tail Gasrai rodriguezNo ratings yet
- WSN 3 (2015) 99-111Document13 pagesWSN 3 (2015) 99-111Husnain ArshadNo ratings yet
- Sgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateDocument10 pagesSgs Min Tp2003 07 Copper Extraction at Elevated Feed ConcentrateJose Eduardo Osuna AraizaNo ratings yet
- 58 60 Pmrapr89Document3 pages58 60 Pmrapr89Glorie Mae BurerosNo ratings yet
- On The Use of Acid-Base-Supported CatalyDocument19 pagesOn The Use of Acid-Base-Supported CatalyVishal GoswamiNo ratings yet
- ABB VisbreakingDocument72 pagesABB Visbreakingmihaileditoiu2010No ratings yet
- 1 s2.0 S0010938X18307078 MainDocument10 pages1 s2.0 S0010938X18307078 MainRuma ChandraNo ratings yet
- By Product in Ammonia Plant PDFDocument12 pagesBy Product in Ammonia Plant PDFMd. Imran HossainNo ratings yet
- Catalytic Cracking: Cat Products Become Feed To Other Units, Such As Alkylation andDocument13 pagesCatalytic Cracking: Cat Products Become Feed To Other Units, Such As Alkylation andPriscilaPrzNo ratings yet
- 1 s2.0 S0021951711002685 MainDocument8 pages1 s2.0 S0021951711002685 MainRita ZKNo ratings yet
- Leaching NotesDocument13 pagesLeaching NotesB ShankarNo ratings yet
- (Initial Line Up & Process Description) : BY: M. SALEEM CHOHAN (Trainee Engineer) NRL# 11542Document17 pages(Initial Line Up & Process Description) : BY: M. SALEEM CHOHAN (Trainee Engineer) NRL# 11542Saleem Chohan100% (2)
- Scientific & Technical ReportDocument12 pagesScientific & Technical ReportVenkatesan DevendranNo ratings yet
- Catalysis TodayDocument12 pagesCatalysis Todayamirhosein saqafiNo ratings yet
- Guard Bed CatalystsDocument7 pagesGuard Bed CatalystsargachoNo ratings yet
- Single Step Calcium Sulfate Scale Removal at HighDocument18 pagesSingle Step Calcium Sulfate Scale Removal at Highmarco.cedilloNo ratings yet
- Fluid Catalytic CrackingDocument20 pagesFluid Catalytic CrackingSandeep KumarNo ratings yet
- Catalyst, And: DeactivationDocument24 pagesCatalyst, And: Deactivationyussra amerNo ratings yet
- CH414 PRE (Hydrocracking)Document22 pagesCH414 PRE (Hydrocracking)Ali Daniyal AwanNo ratings yet
- Recycling of Precious Metal CatalystsDocument3 pagesRecycling of Precious Metal CatalystsSarangNo ratings yet
- Catalytic Hydrotreating of Heavy Gasoil PDFDocument9 pagesCatalytic Hydrotreating of Heavy Gasoil PDFVishal GoswamiNo ratings yet
- How Does A Recovery Boiler Become Plugged?: TAPPI Journal November 1986Document6 pagesHow Does A Recovery Boiler Become Plugged?: TAPPI Journal November 1986Mario MeloNo ratings yet
- Book Reviews: The Desulfurization of Heavy Oils and Residua, 2nd Edition. by James G. Speight, Marcel Dekker: New YorkDocument1 pageBook Reviews: The Desulfurization of Heavy Oils and Residua, 2nd Edition. by James G. Speight, Marcel Dekker: New YorkVishal GoswamiNo ratings yet
- Recycling of Precious Metal Catalysts: January 2004Document4 pagesRecycling of Precious Metal Catalysts: January 2004nurlianaNo ratings yet
- NHT OperationsDocument61 pagesNHT OperationsIrfan Shahzad75% (4)
- Role of Iron in CESL ProcessDocument16 pagesRole of Iron in CESL Processkittens1234No ratings yet
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- Topsoe Novel Coker NaphthaDocument13 pagesTopsoe Novel Coker NaphthaGarry DavidNo ratings yet
- 3 Coking ProcessesDocument26 pages3 Coking ProcessesFranklin RevillNo ratings yet
- Sodium PurificationDocument14 pagesSodium PurificationKonata IzumiNo ratings yet
- PDFDocument6 pagesPDFjamy862004No ratings yet
- Wood, Matusewicz, Reuter - 2009 - Ausmelt C3 Converting - International Peirce - Smith Converting CentennialDocument11 pagesWood, Matusewicz, Reuter - 2009 - Ausmelt C3 Converting - International Peirce - Smith Converting CentennialÁlvaro JaraNo ratings yet
- 135 137 PMR Jul09Document3 pages135 137 PMR Jul09syaNo ratings yet
- 5.2 Feedstock and Feedstock PretreatmentDocument4 pages5.2 Feedstock and Feedstock Pretreatmenttiara diah yepitalokaNo ratings yet
- An Introduction To Fire Heaters Part 1 PDFDocument7 pagesAn Introduction To Fire Heaters Part 1 PDFoswaldoNo ratings yet
- BF 00764506Document11 pagesBF 00764506Mohammed GhanemNo ratings yet
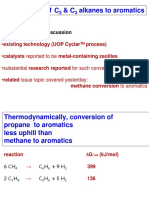
- Conversion of C & C Alkanes To Aromatics: Starting Points For DiscussionDocument13 pagesConversion of C & C Alkanes To Aromatics: Starting Points For DiscussionAmandaEdwinNo ratings yet
- Future Heavy Crude-Prod. & TechnologyDocument4 pagesFuture Heavy Crude-Prod. & TechnologyHARISHKOTHARU48No ratings yet
- An Introduction To Fire Heaters Part 1Document7 pagesAn Introduction To Fire Heaters Part 1Atharva OfficeNo ratings yet
- Weiland Vol 3 Issue 1Document4 pagesWeiland Vol 3 Issue 1madeehaNo ratings yet
- Rhenium A Hidden AssetDocument3 pagesRhenium A Hidden AssetAyman FawzyNo ratings yet
- Deactivation by Coking of Zeolite Catalysts. Prevention of Deactivation. Optimal Conditions For RegenerationDocument7 pagesDeactivation by Coking of Zeolite Catalysts. Prevention of Deactivation. Optimal Conditions For RegenerationBrunoBarrosNo ratings yet
- 2002 Development of Heavy Oil Hydrocracking Catalysts Using Amorphous Silica-Alumina and Zeolites As Catalyst SupportsDocument14 pages2002 Development of Heavy Oil Hydrocracking Catalysts Using Amorphous Silica-Alumina and Zeolites As Catalyst Supportsيا بقية الله ادركناNo ratings yet
- SGS 6 Basic Iron Sulphate in POX Processing of Refractory GoldDocument10 pagesSGS 6 Basic Iron Sulphate in POX Processing of Refractory Goldboanerges wino pattyNo ratings yet
- Use of Hydrometallurgy in Direct Processing of Base Metal PGM ConcentratsDocument14 pagesUse of Hydrometallurgy in Direct Processing of Base Metal PGM ConcentratsAFLAC ............No ratings yet
- Refractories Selectionforfor Cement Kiln IREFCON2012Document6 pagesRefractories Selectionforfor Cement Kiln IREFCON2012Saravana KumarNo ratings yet
- Organic Chemistry of Coke Formation: M. Guisnet, P. MagnouxDocument14 pagesOrganic Chemistry of Coke Formation: M. Guisnet, P. MagnouxaminsuhadiNo ratings yet
- TA201P Individual ProjectDocument17 pagesTA201P Individual Projecthacker noviceNo ratings yet
- Industrial Metal Catalysts 26072010Document53 pagesIndustrial Metal Catalysts 26072010gb130853100% (1)
- Modern Heterogeneous Oxidation Catalysis: Design, Reactions and CharacterizationFrom EverandModern Heterogeneous Oxidation Catalysis: Design, Reactions and CharacterizationNoritaka MizunoNo ratings yet
- PhysicsDocument10 pagesPhysicsmechanical_lecturerNo ratings yet
- DPP-3 Structure of Atom 04-01-2022 Online 2Document2 pagesDPP-3 Structure of Atom 04-01-2022 Online 2pw lover'sNo ratings yet
- Approvals - Listofproducts - Siemens 2019 PDFDocument3 pagesApprovals - Listofproducts - Siemens 2019 PDFHussain SyedNo ratings yet
- (TDS) Kumho KTR 301 PDFDocument2 pages(TDS) Kumho KTR 301 PDFjulio sierraNo ratings yet
- Thermo2 MidDocument4 pagesThermo2 MidnoelNo ratings yet
- Frac Fluid Presentation - FinalDocument112 pagesFrac Fluid Presentation - Finalayman morsy100% (1)
- Electronegativity and Electron Affinity - IBDP Chemistry HL FE2016 - KognityDocument4 pagesElectronegativity and Electron Affinity - IBDP Chemistry HL FE2016 - KognityshruthiNo ratings yet
- 2018 - Hallaaoui - One Dimensional Phosphate Flash Dryer Model For Design ApplicationDocument11 pages2018 - Hallaaoui - One Dimensional Phosphate Flash Dryer Model For Design ApplicationGuilherme Venturi RonchiNo ratings yet
- International, A Division of North American Aviatiorz, Inc., Canogu Pa,&, CaliforniaDocument2 pagesInternational, A Division of North American Aviatiorz, Inc., Canogu Pa,&, CaliforniaMateus PinheiroNo ratings yet
- Answer: Q1: What Is Plasma?Document7 pagesAnswer: Q1: What Is Plasma?حنين حسن شعبانNo ratings yet
- Kimia P1 SBP Mid Year SPM 2008Document44 pagesKimia P1 SBP Mid Year SPM 2008adeebspark100% (1)
- ch8 Crystallization PDFDocument10 pagesch8 Crystallization PDFLakshmi Narayan MeenaNo ratings yet
- Xii Physics NotesDocument170 pagesXii Physics Notesiamyasirali68No ratings yet
- AHRI Low-GWP AREP-Literature Review PDFDocument30 pagesAHRI Low-GWP AREP-Literature Review PDFAnonymous ffje1rpa100% (2)
- Project On Acetic AcidDocument21 pagesProject On Acetic AcidNaman Last To SurviveNo ratings yet
- Experimental Determination of Organic StructuresDocument11 pagesExperimental Determination of Organic StructuresJochebed MirandaNo ratings yet
- 01 Ib Chemistry (SL+HL) - S1.1 Introduction To The Particulate Nature of MatterDocument58 pages01 Ib Chemistry (SL+HL) - S1.1 Introduction To The Particulate Nature of MatterricardochavezrNo ratings yet
- CHE 10 SylDocument3 pagesCHE 10 SylConrado Galang Jr.No ratings yet
- Msa20111000007 87029177Document5 pagesMsa20111000007 87029177Mario Misael Machado LòpezNo ratings yet
- Stable Pure-Iodide Wide-Band-Gap Perovskites For Efficient Si Tandem Cells Via Kinetically Controlled Phase EvolutionDocument17 pagesStable Pure-Iodide Wide-Band-Gap Perovskites For Efficient Si Tandem Cells Via Kinetically Controlled Phase EvolutionPeter GuoNo ratings yet
- Carta Sicrométrica TraneDocument1 pageCarta Sicrométrica Tranejuan6esteban6alvar-1No ratings yet
- 10 - Enzymes - PPT - AutoRecoveredDocument65 pages10 - Enzymes - PPT - AutoRecoveredFaith WilliamsNo ratings yet
- Laser by Orazio SveltoDocument16 pagesLaser by Orazio SveltoArkayan Laha100% (1)
- Solid State: Objective Type Questions Multiple Choice QuestionsDocument5 pagesSolid State: Objective Type Questions Multiple Choice QuestionsSnehashis BoseNo ratings yet
- Chapter 7a Lecture Slides PDFDocument117 pagesChapter 7a Lecture Slides PDFjoseph changNo ratings yet
- WWW - Manaresults.Co - In: Set - 1 Code No: Rt32035Document2 pagesWWW - Manaresults.Co - In: Set - 1 Code No: Rt32035Asheesh KumarNo ratings yet
- PDF P324 06A (For Class) Lec Mod2 01c Material Balance (Orientation) PDFDocument12 pagesPDF P324 06A (For Class) Lec Mod2 01c Material Balance (Orientation) PDFvitaxnNo ratings yet
- R&ACDocument2 pagesR&ACsubramanian jNo ratings yet
- HTO Lab Manual Fall-18 PDFDocument52 pagesHTO Lab Manual Fall-18 PDFhumair khaliqNo ratings yet