You might also like
- Thom-Katt TK 25: Trailer-Mounted Hydraulic Concrete PumpDocument2 pagesThom-Katt TK 25: Trailer-Mounted Hydraulic Concrete PumpAlexander LabautNo ratings yet
- EASi Orderpicker 15000-Up MM PDMM-0101A PDFDocument528 pagesEASi Orderpicker 15000-Up MM PDMM-0101A PDFcristiancerdaNo ratings yet
- Level-3 Shell EvalautionDocument17 pagesLevel-3 Shell EvalautionVipin NairNo ratings yet
- Dome Design Dimensions and Stress AnalysisDocument2 pagesDome Design Dimensions and Stress Analysisجميل عبد الله الحماطي100% (2)
- d105 SeriesDocument26 pagesd105 SeriesJayson LyonsNo ratings yet
- DX500Document3 pagesDX500med_tataNo ratings yet
- Sandvik DX780: Surface Top Hammer DrillsDocument3 pagesSandvik DX780: Surface Top Hammer Drillsrtt0% (2)
- Surface Drills: Commando DC130Ri T3Document3 pagesSurface Drills: Commando DC130Ri T3Mario EspinosaNo ratings yet
- Astro New Product CatalogDocument36 pagesAstro New Product CatalogBillNo ratings yet
- Matelec CatalogueDocument96 pagesMatelec Catalogue79rrkgyq5pNo ratings yet
- Ficha Tecnica Bancos de PruebaDocument8 pagesFicha Tecnica Bancos de Pruebalucerito718No ratings yet
- DX 600Document3 pagesDX 600Mauricio Nestor Guzmán ZentenoNo ratings yet
- Raiser Magnifull TFP963 - 08 - 2018Document8 pagesRaiser Magnifull TFP963 - 08 - 2018peterNo ratings yet
- DTDAMCN en Metric LetterDocument1 pageDTDAMCN en Metric LetterwilliamNo ratings yet
- Sandvik DC120: Surface Top Hammer DrillsDocument3 pagesSandvik DC120: Surface Top Hammer DrillsАлександрNo ratings yet
- Spec Ranger Dx700 t4 4 en 16228 WebDocument3 pagesSpec Ranger Dx700 t4 4 en 16228 WebManuelNo ratings yet
- Direct-Acting Solenoid Poppet Valve GuideDocument3 pagesDirect-Acting Solenoid Poppet Valve GuideAnurag JainNo ratings yet
- Dl422ie Technical Specification EnglishDocument8 pagesDl422ie Technical Specification EnglishPiero Fabrizzio Mendoza FuenteNo ratings yet
- Sandvik DP1100: Surface Top Hammer DrillsDocument3 pagesSandvik DP1100: Surface Top Hammer DrillsSMRUTIRANJAN DASHNo ratings yet
- Ra 92701 A10voDocument36 pagesRa 92701 A10vowag008No ratings yet
- Fire Guard Hose Reel 4ppDocument4 pagesFire Guard Hose Reel 4ppRaju GNo ratings yet
- Sandvik DX780: Surface Top Hammer DrillsDocument3 pagesSandvik DX780: Surface Top Hammer DrillsJesusFloresRodriguez100% (1)
- DBAFMCV924 Full en Metric LetterDocument6 pagesDBAFMCV924 Full en Metric LetterMechanical2022No ratings yet
- Dp1500i t3 Specification Sheet EnglishDocument4 pagesDp1500i t3 Specification Sheet Englishjean-pierre joubertNo ratings yet
- WR22G o - 400 P 121120 e 00Document4 pagesWR22G o - 400 P 121120 e 00Eng-Mohammed SalemNo ratings yet
- b067 Deadman and Water Control SystemsDocument4 pagesb067 Deadman and Water Control SystemsAlexander AguirreNo ratings yet
- Dp1100i t3 Specification Sheet EnglishDocument4 pagesDp1100i t3 Specification Sheet EnglishRAFTAMA JAYA ABADINo ratings yet
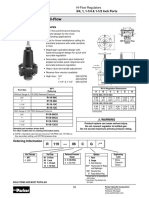
- Pressure Regulator D41 Series - W-R2Document2 pagesPressure Regulator D41 Series - W-R2SABU PUTHENPARAMBIL RAJU0% (1)
- Parker 3 Way SolenoidDocument8 pagesParker 3 Way SolenoidFlavius DumitrescuNo ratings yet
- DMDAMNN224-ECT en Us LetterDocument2 pagesDMDAMNN224-ECT en Us LetterLUIS SANCHEZ SANZCHEZNo ratings yet
- A (A) 10vso18-140 Series 3x PDFDocument36 pagesA (A) 10vso18-140 Series 3x PDFR.Ranjan PradhanNo ratings yet
- CBDocument4 pagesCBargaNo ratings yet
- Control Valves 412-1412 - En.08.02.01-05.183Document34 pagesControl Valves 412-1412 - En.08.02.01-05.183Billy MecanizadoNo ratings yet
- CC4 50 ACT Controller ManualDocument29 pagesCC4 50 ACT Controller ManualAyub SetiawanNo ratings yet
- RDFALWN-CAM S Full en Us LetterDocument5 pagesRDFALWN-CAM S Full en Us LetterJustinNo ratings yet
- Spec Pantera DP1500i T3Document4 pagesSpec Pantera DP1500i T3Anonymous dFe07lhCQ267% (3)
- Hydrodynamic Cable Reels - Instruction Manual PDFDocument24 pagesHydrodynamic Cable Reels - Instruction Manual PDFescupabloNo ratings yet
- RGFA Full en Metric LetterDocument4 pagesRGFA Full en Metric LetteressamNo ratings yet
- Specification Equipment For StringingDocument36 pagesSpecification Equipment For StringingedwardoNo ratings yet
- Variable Displacement Pump A10VSO: RE 92 712/02.94 1/16 Replaces: 01.91Document16 pagesVariable Displacement Pump A10VSO: RE 92 712/02.94 1/16 Replaces: 01.91Andie KesumaNo ratings yet
- Te Connectivity Application Tooling Product Line CardDocument12 pagesTe Connectivity Application Tooling Product Line CardMohsen sahNo ratings yet
- Dp1500i s5 Specification Sheet English PDFDocument4 pagesDp1500i s5 Specification Sheet English PDFDomenica LopezNo ratings yet
- Ranger DX800: Surface Top Hammer DrillsDocument3 pagesRanger DX800: Surface Top Hammer DrillsRamek Chaniago LbumNo ratings yet
- Proportional Directional Valve - Not Pressure Compensated - Q 40 L/min - Q 32 L/min - P 350 BarDocument3 pagesProportional Directional Valve - Not Pressure Compensated - Q 40 L/min - Q 32 L/min - P 350 BarDavidson GattoniNo ratings yet
- DWDAXAN Full en Us LetterDocument3 pagesDWDAXAN Full en Us LetterPartagon PowNo ratings yet
- Surface Drills: Commando DC300Ri S5Document4 pagesSurface Drills: Commando DC300Ri S5Agus purwantoNo ratings yet
- CD160 enDocument2 pagesCD160 enMohamed Bin IerousNo ratings yet
- High Pressure Water Blasters: Den-Jet Series CD160Document2 pagesHigh Pressure Water Blasters: Den-Jet Series CD160Mohamed Bin IerousNo ratings yet
- DEN-JET CD160 SERIES WATER BLASTERSDocument2 pagesDEN-JET CD160 SERIES WATER BLASTERSMohamed Bin IerousNo ratings yet
- Marine Generator SetsDocument8 pagesMarine Generator SetsmouradNo ratings yet
- Selenoid Valve Bray Series 60Document2 pagesSelenoid Valve Bray Series 60Maintenance TSIKNo ratings yet
- Dx700 t3 Specification Sheet EnglishDocument4 pagesDx700 t3 Specification Sheet EnglishRicardo CANo ratings yet
- Watts by Dixon R119 06C Specification SheetDocument2 pagesWatts by Dixon R119 06C Specification SheetGIANNo ratings yet
- Vav - 1Document10 pagesVav - 1perezismaelNo ratings yet
- Ultima Selectronic Exposed Toilet Flush Valve Diaphragm-TypeDocument2 pagesUltima Selectronic Exposed Toilet Flush Valve Diaphragm-TypeGinnieJoyPagoboNo ratings yet
- Daikin DAR SpecsDocument8 pagesDaikin DAR SpecsGian Carlos Gonzales ChaconNo ratings yet
- FloorHand BLOHM BOSSDocument4 pagesFloorHand BLOHM BOSSCarlosSantamariaNo ratings yet
- DEN-JET CD25 SERIES HIGH PRESSURE WATER BLASTERSDocument2 pagesDEN-JET CD25 SERIES HIGH PRESSURE WATER BLASTERSWelly AndilNo ratings yet
- Sandvik DP1100i: Surface Top Hammer DrillsDocument3 pagesSandvik DP1100i: Surface Top Hammer DrillsTuan Pham AnhNo ratings yet
- Large Bore High Pressure Hydraulic Cylinders SeriesDocument18 pagesLarge Bore High Pressure Hydraulic Cylinders SeriesHYDRAULICGURUNo ratings yet
- Electrical Distribution in Papermills: Monographs on Paper and Board MakingFrom EverandElectrical Distribution in Papermills: Monographs on Paper and Board MakingRating: 2 out of 5 stars2/5 (1)
- 04 GR Moment of Inertia, Equilibrium and Toppling StudenDocument8 pages04 GR Moment of Inertia, Equilibrium and Toppling Studenrandomwork013No ratings yet
- MEP Rusun YogyaDocument19 pagesMEP Rusun Yogyasetiyo pambudi100% (1)
- Operating Manual FAM Multi Axis Milling MachineDocument52 pagesOperating Manual FAM Multi Axis Milling MachineZiyu ZhouNo ratings yet
- Working Load Limit Defined and Replaces Safe Working Load TerminologyDocument2 pagesWorking Load Limit Defined and Replaces Safe Working Load TerminologyAnonymous 48jYxR1CNo ratings yet
- WearRingClearance CentrifugalPumpDocument3 pagesWearRingClearance CentrifugalPumpAyipNo ratings yet
- Differences BETWEEN End Asm 4500 & 6000Document14 pagesDifferences BETWEEN End Asm 4500 & 6000Ravikumar BojjaNo ratings yet
- 3 Pilecap DesignDocument6 pages3 Pilecap DesignUttam Kumar GhoshNo ratings yet
- Filtrec Accessories - Section 19DDocument24 pagesFiltrec Accessories - Section 19Dhongzhao88vip.qq.comNo ratings yet
- Tool Room Electric Loco ShedDocument25 pagesTool Room Electric Loco ShedAbhishek PrajapatiNo ratings yet
- 988F and 988F II Wheel Loader Hydraulic System: Machine Component and Tap LocationsDocument2 pages988F and 988F II Wheel Loader Hydraulic System: Machine Component and Tap LocationsFARRUKH IQBALNo ratings yet
- Fluid Mechanics Lab AssignmnentDocument8 pagesFluid Mechanics Lab AssignmnentMuhammad AbdullahNo ratings yet
- Metode Pemboran Air TanahDocument25 pagesMetode Pemboran Air TanahDwi Dandy HNo ratings yet
- Massey Ferguson 4215-20 RepuestosDocument557 pagesMassey Ferguson 4215-20 RepuestosLuis PeñaNo ratings yet
- Thermostatic Mixing Valve 4Document1 pageThermostatic Mixing Valve 4member1000No ratings yet
- Piping Specification DocumentsDocument12 pagesPiping Specification DocumentsBoy AlfredoNo ratings yet
- Stanley Number 5 and Up Plane Tote C 06 eDocument3 pagesStanley Number 5 and Up Plane Tote C 06 eArturo Isaak Gonzalez Palazuelos0% (1)
- Question Paper Code:: (10×2 20 Marks)Document3 pagesQuestion Paper Code:: (10×2 20 Marks)PradeepNo ratings yet
- en SMDocument102 pagesen SMhoangphuc28497No ratings yet
- Testing and Adjunting Steering 950FDocument10 pagesTesting and Adjunting Steering 950FEsteban MunaresNo ratings yet
- Is 1885 32 1993Document16 pagesIs 1885 32 1993Kapil JoshiNo ratings yet
- B+V Manual - Split Casing Bushing-REV 17-APR-2007Document3 pagesB+V Manual - Split Casing Bushing-REV 17-APR-2007ZEESHAN ASHRAFNo ratings yet
- Bolt and Stud Bolt Dimensions For ANSI / ASME B16.5 Class 150 FlangesDocument1 pageBolt and Stud Bolt Dimensions For ANSI / ASME B16.5 Class 150 Flangesגרבר פליקסNo ratings yet
- Ball Valves: DIN Full Bore, Floa! NG Ball, 2-Piece BodyDocument12 pagesBall Valves: DIN Full Bore, Floa! NG Ball, 2-Piece BodyErcan YilmazNo ratings yet
- 238 Preventive Check Sheet of Press Brake MachineDocument4 pages238 Preventive Check Sheet of Press Brake MachineAjay100% (2)
- Odrkf 280XDocument21 pagesOdrkf 280XTrandafir AlexandruNo ratings yet
- HpsebDocument25 pagesHpsebVimal SinghNo ratings yet
- 10 Fan DrycoolerDocument36 pages10 Fan DrycoolersamersibaniNo ratings yet