You might also like
- Convert HTML to PDF with Colors Using WkhtmltopdfDocument5 pagesConvert HTML to PDF with Colors Using WkhtmltopdfDJNo ratings yet
- ISO.16750-2 - 2010.road Vehicles-Environmental Conditions and Testing For Electrical and Electronic Equipment-Part 2 - Electrical LoadsDocument24 pagesISO.16750-2 - 2010.road Vehicles-Environmental Conditions and Testing For Electrical and Electronic Equipment-Part 2 - Electrical LoadsdinhquangcdtbkNo ratings yet
- Duct Leakage TestingDocument51 pagesDuct Leakage Testingducatti996chNo ratings yet
- Iso 13779-6-2015Document18 pagesIso 13779-6-2015Diego Moya0% (1)
- Iso 16528 1 2007Document11 pagesIso 16528 1 2007AlfiNo ratings yet
- Project Charter Template for Telecom Network ExpansionDocument6 pagesProject Charter Template for Telecom Network ExpansionAdnan HasnainNo ratings yet
- ISO 11226 2000 PosturalDocument28 pagesISO 11226 2000 PosturalAna Claudia OsorioNo ratings yet
- Iso 3601 1 2008 en FR PDFDocument11 pagesIso 3601 1 2008 en FR PDFOscar Morello0% (1)
- Report on Failures of 220kV and Above Voltage Class Substation EquipmentDocument72 pagesReport on Failures of 220kV and Above Voltage Class Substation EquipmentSantosh BagadeNo ratings yet
- Iso 13374 3 2012 en PDFDocument11 pagesIso 13374 3 2012 en PDFamarNo ratings yet
- Certifiable Software Applications 2: Support ProcessesFrom EverandCertifiable Software Applications 2: Support ProcessesNo ratings yet
- ISO - 39001 - 2012 (E) - Road Safety Management SystemDocument44 pagesISO - 39001 - 2012 (E) - Road Safety Management SystemDiego Villegas Torres100% (1)
- PCAB CFY 2014 2015 List of ContractorsDocument570 pagesPCAB CFY 2014 2015 List of ContractorsRobert Ramirez100% (4)
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryFrom EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryRating: 1 out of 5 stars1/5 (1)
- Iso 13468 1 2019Document9 pagesIso 13468 1 2019amin100% (1)
- Iso 3864 1 2011Document11 pagesIso 3864 1 2011shaina huaylinos fernández100% (2)
- Iso 18436-1-2012Document20 pagesIso 18436-1-2012Rudy HerreraNo ratings yet
- Iso 13374-3-2012Document28 pagesIso 13374-3-2012Abu Alhassan A.No ratings yet
- Iso 11171 1999Document15 pagesIso 11171 1999akshtavaishNo ratings yet
- Introduction To ScadaDocument97 pagesIntroduction To ScadaNicholas SheltonNo ratings yet
- Iso 13571Document27 pagesIso 13571Quality NWNo ratings yet
- Iso 128 1 2003Document9 pagesIso 128 1 2003mateoNo ratings yet
- Iso 11064 1 en PDFDocument11 pagesIso 11064 1 en PDFJean TomichaNo ratings yet
- Iso 11064 1 en PDFDocument11 pagesIso 11064 1 en PDFJean TomichaNo ratings yet
- Iso 13374 1 en PDFDocument8 pagesIso 13374 1 en PDFRodrigo Raziel Bernal ChulinNo ratings yet
- International Standard: Iteh Standard Preview (Standards - Iteh.ai)Document11 pagesInternational Standard: Iteh Standard Preview (Standards - Iteh.ai)Prosenjitroy RoyNo ratings yet
- Iso 21528 1 2004Document11 pagesIso 21528 1 2004Luis ParraNo ratings yet
- Iso 13374 4 2015Document9 pagesIso 13374 4 2015Rodrigo Raziel Bernal ChulinNo ratings yet
- Iso 14698 1 2003Document13 pagesIso 14698 1 2003amaliaNo ratings yet
- ISO-4121-2003 GuiaDocument9 pagesISO-4121-2003 GuiaNorma Morales HernándezNo ratings yet
- Iso 4034 2012Document9 pagesIso 4034 2012vishnuNo ratings yet
- COJINETES ISO-4386-1-2012Document9 pagesCOJINETES ISO-4386-1-2012Enyerbert ToroNo ratings yet
- ISO-6789-2003 (Calibración)Document11 pagesISO-6789-2003 (Calibración)JESUS EDUARDO HERNANDEZ ZAMORANo ratings yet
- ISO-11783-4-2011Document13 pagesISO-11783-4-2011robert.cesarNo ratings yet
- Iso 4020 2001Document15 pagesIso 4020 2001leensppNo ratings yet
- Iso 17123 1 2014Document13 pagesIso 17123 1 2014operacional.gtaNo ratings yet
- Iso 10075 3 2004Document11 pagesIso 10075 3 2004RodrigoNo ratings yet
- Iso 14123 2 2015Document9 pagesIso 14123 2 2015Nikos GewrgiouNo ratings yet
- Iso 14744 6Document9 pagesIso 14744 6qauphotonqadndtNo ratings yet
- Iso 13374 2 2007 en PDFDocument11 pagesIso 13374 2 2007 en PDFRodrigo Raziel Bernal ChulinNo ratings yet
- Iso 05008-2002Document24 pagesIso 05008-2002Simon sunNo ratings yet
- Iso 14042 2000Document11 pagesIso 14042 2000Alana ValescaNo ratings yet
- Iso 20072 2009Document15 pagesIso 20072 2009Katerin MartínezNo ratings yet
- Iso TS 14048 2002Document48 pagesIso TS 14048 2002Sara Orozco BenitezNo ratings yet
- Iso 4195 2012Document9 pagesIso 4195 2012Norma PazNo ratings yet
- Iso 3664 2000Document12 pagesIso 3664 2000Jonathan VelizNo ratings yet
- ISO-11125-1-2018Document9 pagesISO-11125-1-2018Yang Kyo OhNo ratings yet
- ISO14524 1999oecfDocument28 pagesISO14524 1999oecfinfo.lightspacexNo ratings yet
- DIN ISO 14042 Environmental Management - Life Cycle Assessment - Life Cycle Impact AssessmentDocument24 pagesDIN ISO 14042 Environmental Management - Life Cycle Assessment - Life Cycle Impact AssessmentGabi CaravanNo ratings yet
- Iso TR 26122 2008Document11 pagesIso TR 26122 2008Jone MartinezNo ratings yet
- Sist en Iso 13919 1 2020Document11 pagesSist en Iso 13919 1 2020wenzim996No ratings yet
- Iso 17123 4 2001 en FR PDFDocument8 pagesIso 17123 4 2001 en FR PDFLeonardo Reyes NaranjoNo ratings yet
- Iso-13357-1-2017 PréviaDocument11 pagesIso-13357-1-2017 PréviaKethlyn Ghellere MosconNo ratings yet
- ISO-1501-2009Document11 pagesISO-1501-2009duongcdt31996No ratings yet
- Iso 11148 10 2011Document11 pagesIso 11148 10 2011Nazeeh1No ratings yet
- Iso 12058 1 2018Document9 pagesIso 12058 1 2018Tamara Silvana CárcamoNo ratings yet
- Iso 13254 2010Document8 pagesIso 13254 2010Indrajit SahaNo ratings yet
- Iso 04986-2010Document38 pagesIso 04986-2010Денис МихайловNo ratings yet
- Iso 10523 2008Document11 pagesIso 10523 2008adaia rosario garcia chupanNo ratings yet
- Iso 5356 1 2004Document11 pagesIso 5356 1 2004Katerin MartínezNo ratings yet
- Iso 11148 3 2010 en FR PDFDocument11 pagesIso 11148 3 2010 en FR PDFAlexandre DreschNo ratings yet
- Iso 5599 1 2001Document9 pagesIso 5599 1 2001ThejaswiniNo ratings yet
- Iso 18084 2005Document9 pagesIso 18084 2005Nazeeh1No ratings yet
- Iso 13373 3 2015Document13 pagesIso 13373 3 2015Saulo UainerNo ratings yet
- Iso 12781 1 2011Document9 pagesIso 12781 1 2011Miguel TovarNo ratings yet
- Growlink ESM2 EE872 Manual v1.2Document14 pagesGrowlink ESM2 EE872 Manual v1.2Sukandar TeaNo ratings yet
- End of Life. Last Available Purchase Date Is 31-Dec-2014: Vishay SiliconixDocument7 pagesEnd of Life. Last Available Purchase Date Is 31-Dec-2014: Vishay SiliconixSukandar TeaNo ratings yet
- Murphy PXT Series Cross Reference ChartDocument1 pageMurphy PXT Series Cross Reference ChartSukandar TeaNo ratings yet
- AA057VF14 Available From Ultratronik: Display ModuleDocument1 pageAA057VF14 Available From Ultratronik: Display ModuleSukandar TeaNo ratings yet
- Can Transceiver IC B10011S: FeaturesDocument12 pagesCan Transceiver IC B10011S: FeaturesSukandar TeaNo ratings yet
- Fdb2532 - F085: N-Channel Powertrench Mosfet 150V, 79A, 16MDocument11 pagesFdb2532 - F085: N-Channel Powertrench Mosfet 150V, 79A, 16MSukandar TeaNo ratings yet
- D D D D D D D D D: DescriptionDocument34 pagesD D D D D D D D D: DescriptionSukandar TeaNo ratings yet
- ORI-650.1 Jupiter Model JM4 HART ManualDocument68 pagesORI-650.1 Jupiter Model JM4 HART ManualSukandar TeaNo ratings yet
- Irf 3710Document8 pagesIrf 3710HadeedAhmedSherNo ratings yet
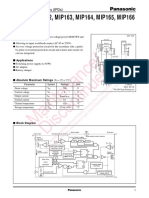
- MIP160 E DisconDocument3 pagesMIP160 E DisconSukandar TeaNo ratings yet
- Can Transceiver: FeaturesDocument19 pagesCan Transceiver: FeaturesSukandar TeaNo ratings yet
- Summative Test New NormalDocument1 pageSummative Test New NormalElron KarlNo ratings yet
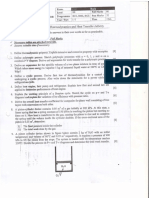
- Physicy Test XDocument12 pagesPhysicy Test XMerimaNo ratings yet
- CHEMICAL BONDING typesDocument68 pagesCHEMICAL BONDING typesHarsh Tyagi100% (2)
- 61 2022 Construction Schedule Manpower Utilization Equipment UtilizationDocument4 pages61 2022 Construction Schedule Manpower Utilization Equipment UtilizationEmpyrean Builders Corp.No ratings yet
- Medium and Long-Term Strategic Skills List (MLTSSL) : So Who Is Bravo Migration?Document1 pageMedium and Long-Term Strategic Skills List (MLTSSL) : So Who Is Bravo Migration?OsniSoiNo ratings yet
- AN 10-001 Thermal-Paste ENG PDFDocument6 pagesAN 10-001 Thermal-Paste ENG PDFClovis GajoNo ratings yet
- The Tower Undergraduate Research Journal Volume VI, Issue IDocument92 pagesThe Tower Undergraduate Research Journal Volume VI, Issue IThe Tower Undergraduate Research JournalNo ratings yet
- Trade Secret Complaint Against GoogleDocument24 pagesTrade Secret Complaint Against GoogleNitasha TikuNo ratings yet
- 2.1.4.6 Packet Tracer - Navigating The IOSDocument5 pages2.1.4.6 Packet Tracer - Navigating The IOSЯрослав Алексеев67% (3)
- 2021-08 Structural Loads A New and Unexpected Roof Snow DriftDocument3 pages2021-08 Structural Loads A New and Unexpected Roof Snow DriftEric WilkinsNo ratings yet
- Ieee Computer SDN Issue When Open Source Meets Network Control PlanesDocument9 pagesIeee Computer SDN Issue When Open Source Meets Network Control PlanesMysterio KnowerNo ratings yet
- Thermodynamicspast QuestionsDocument29 pagesThermodynamicspast QuestionsHimal TimsinaNo ratings yet
- MAPs Limited Contention ProtocolsDocument60 pagesMAPs Limited Contention ProtocolsSahilPrabhakar100% (1)
- Edge Detection: From Matlab and Simulink To Real Time With Ti DspsDocument22 pagesEdge Detection: From Matlab and Simulink To Real Time With Ti DspsMohammed AL-MaaitahNo ratings yet
- Deedy ResumeDocument1 pageDeedy ResumeJennifer MillerNo ratings yet
- Bảng Nguyên Tố, Nhóm Nguyên TửDocument2 pagesBảng Nguyên Tố, Nhóm Nguyên TửNghi LêNo ratings yet
- FLLTDocument34 pagesFLLTShyam SNo ratings yet
- Parts List - KTZ411-61Document4 pagesParts List - KTZ411-61Mahmoud ElboraeNo ratings yet
- Asme Section Ii A Sa-426 PDFDocument6 pagesAsme Section Ii A Sa-426 PDFAnonymous GhPzn1xNo ratings yet
- 3-Phase 4-Wire Star-Connected Unbalanced LOAD CircuitsDocument2 pages3-Phase 4-Wire Star-Connected Unbalanced LOAD CircuitsjackwpsoNo ratings yet
- Hitachi Data Instance Director: Quick Start GuideDocument35 pagesHitachi Data Instance Director: Quick Start GuideJugal ProhitNo ratings yet
- Trials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryDocument4 pagesTrials of A New Stirrer-Less Juice Sulphiter at Experimental Sugar FactoryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Hach DRB200Document2 pagesHach DRB200Boyke WinterbergNo ratings yet
- NIQ For Barbed WireDocument5 pagesNIQ For Barbed WireIrshad KhanNo ratings yet
- VIEWIT: Computation of Seen Areas, Slope, and Aspect For Land-Use PlanningDocument67 pagesVIEWIT: Computation of Seen Areas, Slope, and Aspect For Land-Use PlanningPACIFIC SOUTHWEST RESEARCH STATION REPORTNo ratings yet