DM3000H
SERVICE MANUAL
DM3000H_ POWER INSTALLATION
WARNING
I. THEINPUTPOWER VOLTAGE MUST BE WITHIN THE RANGE OF 210VAC “~~ 240. VAC.
IF THE MACHINE IS OPERATED BEYOND THE VOLTAGE RANGE, THE USER IS SOLELY
RESPONSIBLE FOR ALL DAMAGES INCURRED TO THE MACHINE.
I. THE PRIMARY SIDE OF THE TRANSFORMER IS NOT CONNECTED. DO NOT'TURN ON
‘THE MAIN POWER SWITCH BEFORE CARRYING ON THE FOLLOWING PROCEDURE.
POWER INSTALLATION
L USE VOLTMETER TO MEASURE THE VOLTAGE ON THE POWER LINE DEDICATED TO
‘THE DM3000H. RECORD THE VOLTAGE READING.
WARNING: a) TAKE ACTUAL MEASUREMENT.
DO NOT ASSUME NORMAL VOLTAGE.
») IP THE POWER LINE VOLTAGE IS:
CONSTANTLY BELOW 205 VAG
OR, CONSTANTLY ABOVE 245 VAC.
DONOT CONNECT POWER TO THE MACHINE.
Il REMOVE THE COVER ON THE TRANSFORMER HOUSING. CONNECT THE POWER LINE
‘TO PROPER TERMINAL ACCORDING TO THE INPUT POWER VOLTAGE AS SHOWN ON
PAGE3.
WARNING: THE TERMINAL SHOULD BE SELECTED SO THAT THE INPUT POWER
‘VOLTAGE CAN BE EQUAL TO OR LESS THAN THE TAP VOLTAGE,
INDICATED ON THE PRIMARY SIDE.
II. CALIBRATE THE SPINDLE AMPLIFIER (REFER TO CALIBRATION PROCEDURE).
t Main power
NN teh
‘Transformer
| BACK VIEW OF THE MACHINE
an ies oa
Vv son]
rsd a ona} “az
‘AndNl YaAOd HOOGEKE see
pu ves}
ONT SOINOMLHOSW VNAG | ava | sinners aos
SISS¥HO_aNY
cNngys SMICTInE OL ui
NOWWOO “ENNOSD Hava 3
eel
j on 3NVLTOA
ee inet
HL OL
a¥vOE NOLNEIeLSIC YaMOd eaanes
SWNIRESL :
xad0d OL
440
ad NIN YAN
10
NO 38 CTNOHS
WAd INOS «sion
aw
QvA Ore ‘ QWA Obe <--> Sea x Fane
IWA 0&2 Hat QVA 02 <--> S22 * at
OWA 082 «LITTES «BWA O82 <-> Oe #
30S AGWWTSa_WOST
SNIGTINg WOSS
SHVIWA avL aS
(COVA 0¥2 ~ OVA oT2)_3NIT aaMOd
Tri mod av SHL NO ZOVLT0A SHI 3enSvan
L
mL.
Mm.
DM3000H SPINDLE CALIBRATION PROCEDURE
INITIALIZE THE MACHINE,
SELECT MANUAL MODE, ADJUST #/- 10% SPINDLE OVERRIDE KNOB TO THE CENTER,
‘TEST / OFFSET ADJUSTMENT.
CONTROLLER DISPLAY PRESS KEY
INCH? YES
FR X/M=nn NEXT
FR Z/M=nn NEXT
TOOL CALIB? NO.
MANUAL MOVE? No
WORKING LIMIT? NO
PROBE SET? NO.
DIAGNOSTIC? YES
CHECKSUM OF ROM? NO.
RAM TEST? NO.
SPINDLE CALIB? YES
1000 410 228 NEXT
RPM ALL RANGE
‘THE SPINDLE SHOULD STOP AT THIS TIME. IF THE SPINDLE STILL ROTATES, ADJUST
POT. #4 (TEST / OFFSET PORT) ON THE SPINDLE AMPLIFIER UNTIL THE SPINDLE IS FULLY
STOPPED.
THEN PRESS "NEXT" KEY, AND PRESS "NO" KEY TO ALL PROMPTS UNTIL THE
CONTROLLER BACKS TO "MODE",
IV. REF. IN GAIN ADJUSTMENT.
REPEAT THE STEPS IN Ill, UNTIL YOU GET TO:
‘SPINDLE CALIB? PRESS "YES"
ooo 410 228
NOW, COMPARE THE SPINDLE SPEED DISPLAYED ON THE SPINDLE RPM SCREEN WITH
‘THE ABOVE NUMBERS. IF THE RPM DISPLAY DOES NOT MATCH ONE OF THE NUMBERS
CONTROLLER DISPLAYS, ADJUST POT. #3 (REF. IN GAIN PORT) ON THE SPINDLE AMPLIFIER
UNTIL THE NUMBERS MATCH. THEN PRESS 'NEXT", "NEXT", "NO"...."NO” TO BRING THE
CONTROL BACK TO "MODE".
PROGRAMMED SPINDLE SPEED ADJUSTMENT
SELECT PROGRAM ENTER MODE, KEY IN THE FOLLOWING PROGRAM:
STARTINS 00
‘SPINDLE ON
(SPINDLE SPEED) SP = 1000
HALT
END
SELECT PROGRAM RUN MODE, RUN THE ABOVE PROGRAM. OBSERVE THE SPINDLE
SPEED DISPLAYED ON THE SPINDLE RPM SCREEN. THE SPINDLE SPEED SHOULD BE
1000 RPM +/- 10%, IFNOT, ADJUST THE +/- 10% SPINDLE OVERRIDE KNOB TO BRING
‘THE SPEED INTO THE RANGE.
PRESS "NEXT KEY TO END THE PROGRAM.
DRIVER
RESISTOR POWER PACKAGE
LZ Af, Boars
POWER
DISTRIBUTION
BOARD
MAIN POWER
Y SWITCH
| 5 Z
caP Bi] Hoe]
r_\
SPINDLE
CIRCUIT
HEATSINK [NTERF#
BRAKER SPINDLE an
VI. SPINDLE SPEED FINE ADJUSTMENT.
‘SELECT MANUAL MODE.
CONTROLLER DISPLAY PRESS KEY
INCH? YES
FR X/M=nn NEXT
FR Z/M=nn NEXT
TOOL 1 Xx
X=n. nnn SHIFT, SPINDLE ON/OFF
SPINDLE ON? Yes
X=n.nnnn SPINDLE SPEED
CONTROLLER DISPLAY PRESS KEY
SPD SP=26 (WAIT 10 SECONDS) CLEAR (2~3 TIMES)
SPD SP=? 1000
COMPARE THE CONTROLLER DISPLAY WITH THE SPINDLE RPM SCREEN DISPLAY. IF
‘THE NUMBERS DO NOT MATCH, ADJUST POT, #3 UNTIL THE NUMBERS MATCH.
VII. REPEAT STEPS IN TIE, MAKE SURE, AT:
@ RPM ALL RANGE.
‘THE SPINDLE IS FULLY STOP.
SYSTEM OVERVIEW
* CONTROLLER
* POWER CONTROL DISTRIBUTION
* AXES SUB-SYSTEM
* SPINDLE SUB-SYSTEM
+ CONTROLLER.
‘The controller is the "brain" of the system. It provides
program control, machine status display and performs all
math calculations. It instructs the axes, spindle, and ATC
through the power control distribution to perform many
operations of the machine, The controller can be removed
from the machine to provide offline programming at a Desk~
Top Interface Unit.
* POWER CONTROL DISTRIBUTION.
The power distribution is an interface between the
controller and axes, spindle, atc, I\O and encoder. It
also has its own mi¢ro-processor to control power up/down the
machine through the front panel key board and monitor the
emergency door switch .
* AXES SUBSYSTEM.
The axes subsystem provides the actual T,X,Z axes table
movement under command from the controller.The following
components make up the axes subsystem.
For X,2 axis For T axis
Stepper driver board Step driver board
Stepper motor Stepper motor
Limit switch Opto board
Limit switch
Air solenoid
* SPINDLE SUBSYSTEM.
‘The spindle subsystem controls the operation of the DC spindle
motor under command from the controller in program mode, and
from local speed knob in local mode.The following components
make up the spindle subsystem.
Spindle control board
AMC amplifier
De motor
Encoder , Optocouple(index)
vBUS regulator
SYSTEMS DESCRIPTION
ELECTRICAL
INPUT POWER REQUIREMENTS
‘The DM3000H requires 220 VAC, single phase input, the ground
wire is connected to earth ground. The systems nominal power
consumption is less than 2.5 KVA however the servo amplifier
may experience transient peaks of 20 amps, thus boosting the
output power to 4.5 KVA for very brief periods.
Input transformer T1, provides multiple primary voltage
taps. For proper input power connection the customer must
chose the tap that most closely matches the voltage measured
on his input line at the time of installation.
‘AC_AND DC POWER.
9 VAC = Source voltage for initial turn on.
9 VAC is a secondary tap voltage on the input transformer,
Tl and is connected to Pin 1 of J13 on the power
distribution board. It is rectified and regulated to 5 volts
De and called +5V1. +5V1 powers the primary logic control
circuits that scan the switches and controls the interlocks
for all other power-on switching functions.
18_VAC _- Source voltage for solenoid actual
18VAC is measured with respect to the secondary 0 volt
1BVAC_(Cont..)
center tap on Tl, It connects to pin 3 of J13 on the power
distribution board. When rectified and regulated, it
provides 12vpc at 1 amp and is used for solenoid power.
Earlier DM3000H's developed 24VDC for this purpose so the
customer may find either voltage available for solenoid
control.
110 VAC ~ Utility source for AC_ device:
The 110 VAC, measured with respect to the end-0-volt tap on
the secondary of Tl, is used to supply power to the, coolant
pump, lube pump and fan motors. It also powers the Lambda
48vDc and S5VDC power supplies and the spindle motor brake.
It connects to pin 5 of J11 on the power distribution board
where it is controlled by the on/off. interlocks of the
system.
120 VAC Power to the spindle amplifier
120 VAC is measured with respect to the end-0-volt tap of
the secondary of Tl. It is primarily used to power the
spindle amplifier and is the source voltage for the 160
volt bus that powers the spindle motor.
In addition to spindle power, 120VAC is rectified, filtered
and regulated’to supply the following control voltages;
1. +5V3 - Used in the RS232 communication driver circuits.
uu
120_vac_(Cont.)
2. #12, #15 and ~15 ~ Used on analog devices on the spindle
interface board,
4#5V2_- Main VCC source.
+5v2 at 3 amps, is the main VCC for the distribution board,
the controller and all other peripheral circuits that
require a VCC supply. This voltage is supplied by the
externally mounted, 5 volt, Lambda power supply.
+48VDC - Pulse motor power.
+48vpc at 7 amps, powers the pulse motors that drive x, %
and the tool turret. The +48V supply is a Lambda power
supply+
ELECTRICAL CONTROL OF THE SPINDLE.
The spindle of the DM3000H is powered by a permanent magnet
4 HP motor. It in turn, is powered by a pulse wave
modulated, servo amplifier by AMC.
When the machine is turned on, 120 VAC is applied to the
amplifier at the AMC's terminals 1 and 2 of TB 201. an
internal electronic switch holds off the turn on of the
amplifier until the spindle-on switch is selected on the
operators panel.
1
|
Spindle Control (Cont.)
The speed control input for the spindle is a + 0 - 10 V
analog input signal to the AMC amplifier. Refer to the AMC
maintenance manual for a complete description.
Dynamic Braking Contro:
fhe dynamic braking board regulates the 160 volt bus and
protects against amplifier shutdowns.
The spindle motor xequires voltage from the bus to
accelerate and maintain a continuous speed. When the motor
decelerates, it acts like a generator and pumps energy back
into the bus causing the voltage to rise. To prevent damage,
the amplifier will shut off when the bus voltage rises to
180 volts. To avoid annoying shutdowns, the dynamic braking
board intercepts the voltage rise at 175 volts and shunts
the excess regenerative energy to ground through a 5 ohm 500
watt resistor,
Spindle Modes, Automatic and Manual Control
Depressing the local/program switch on the operators panel
will alternately select automatic or manual control of the
spindle.
Upon turn on, the spindle defaults to automatic mode. In
automatic, spindle speeds and direction are controlled by
Spindle Modes (Cont.)
the resident programmed instructions in the controller.
fo change the spindle mode to manual, push the Local/Program
switch once, the green LED will illuminate indicating the
spindle is in manual (local) mode. In manual, the
programmed spindle commands are ignored and the spindle
direction is fixed to CCW. RPM is selected by the pot
setting on the operators panel marked, “Local-Speed-Control.
Depressing the Local/Program switch for the second time will
cancel manual mode. The LED will extinguish and the spindle
control is back in auto and will once again recognize the
programmed spindle codes.
Belt settings, Low, Medium and High
there are 3 belt settings which help to maximize the torque
over the full range of spindle speeds. They are;
Low = 0 to 1000 RPM
Medium - 0 to 1800 RPM
High - 0 to 4500 RPM
Spindle Transducers
Phreadi coder
A 1000 line incremental encoder is mounted on a 3 to 1 belt
drive to the spindle. This encoder provides synchronization
pulses between the spindle and the 2 axis for threading.
Spindle Transducers (Cont.)
RPM and Marker Switches
Two LED driven, photo-sensitive switches straddle a disc
which is mounted on the spindle. One switch lines up to a
pattern of three holes spaced 120 degrees apart and
generates pulses as the spindle rotates. These pulses are
directed to the digital RPM display on the operators panel.
The second switch is aligned to detect a single slot on the
same disc. The LED light passing through the slot generates
a signal that is used as the insertion marker pulse for
multiple pass threading.
The Power Distribution Board
The power distribution board is the hub’ of the system. All
power and control signals are applied to and interlocked by,
this board.
There are two fuses mounted on the Power Distribution board,
a 10 amp and 3amp. The 10 amp protects the externally
mounted Lambda power supplies and the 3 amp protects all
other 110 volt devices.
30 LED's and. 6 neon indicators provide a system status
display. Refer to pg. 3 of the electrical diagrams for a
complete description of these indicators.
Axis Drives and Motors
The axis driver boards receive incremental step and
direction commands from the power distribution board. In
turn, the drivers deliver +48 volt pulses in the proper
sequence to control direction and speed of the stepping
motors. With each pulse, The axes and turret motor shafts
index 1.8 degrees. This translates into .0001" of slide
motion for X and Z axis. This is the minimum increment
of motion or better known as, the pulse resolution of
the system. The maximum programmable feedrate is 50 IPM
and the maximum rapid traverse rate is 100IPM
Boo: rat Posit:
me
Turret positioning is not pulse weight or feedrate
sensitive. Although the turret is driven by a pulse motor,
similar and slightly smaller than the xX and 2 axis, the
indexing to tool positions is controlled by three optical
switches. These switches are mounted at the rear of the
turret. They read the binary coded hole patterns on three
corresponding disc's that are attached to, and rotate with
the turret.
There are two additional limit switches associated with the
turret. One signals the system that the turret is out and
ready to index. The other indicates when the turret is
seated and locked in place.
We
1/0 Interface Board
RS232
Provisions for up-loading and down-loading programs between
a remote computer and the DM3000H, exists through the DB25
connector, J3, on the I/O connector board. Communications is
supported by the DYNACOM utility program which provide
specific information regarding interface wiring and complete
operational instructions for this feature.
Syne 1/0
The Sync I/O ‘port provides communications to an -external
device, eg. automatic part transfer system. Sync
communications are initiated by the control key on the
controller. when a CONTROL #2 command is read in the
program, an output will switch low between pins 1 and 2 of
32, for 100 ms. After 100 ms, the program will continue.
When a CONTROL #3 is read, (usually immediately following a
control #2), advance of the program will stop and remain
stopped until an active low is applied across pins 3 and 4
of J2 for at least 30 ms. Upon recognition of this signal
the program will continue.
eed I/0
The Barfeeder interface provides a hardware connection to
two independent output strobes and one input enable line.
Tt is not at present software supported.
Probe
Probe, J4. Currently not software supported.
Initialization Switches
Sometimes referred to as limit switches or Pogo switches the
initialization switches perform a very important function.
Designed and constructed with less than .0003" hysteresis,
these switches accurately measure the lost motion of each
axis and establish the reference from which all positions
are measured,
CAUTION: The initialization switches are not customary limit
switches that protect the slides from over travel, and
should not be used for, or depended on as such.
Initialization Cych
he purpose for initialization is to establish a physical
xeference location for x and % axis and to measure and
compensate for the reversal errors of each axis.
When the system is turned on, the control display prompts
the operator with, “READY ?". Answering "YES" to this will
start the initialization cycle.
The initialization sequence is as follows;
1. Because X and % may be on the switches when
initialization Initialization (Cont.
starts, the sequence begins with a short move of both axis,
away from their respective switches.
NOTE: Be certain the tool is not against the part before
initialization.
2. After the clearance move, both axis reverse dixection and
xapidly move toward their respective switches.
3, When individual contact is made with the switches, the
slides will stop, reverse and move off the switch slowly
until contact is broken, then they reverse and feed back
until contact.is sensed for the second time.
At this point, the control continues to move into the
switch, against the plunger, for 100 counts.
After 100 counts, the control reverses direction and
counts back until the slides break contact. The difference
between the 100 counts that was moved on the switch vs, the
number of counts it took to get off the switch is determined
and represents the lost motion of the slide, more commonly
referred to as backlash.
Tho CNC Controller
The controller is interfaced to the power distribution board
at J19. It is powered by +5V2 and its memory is protected by
a 3.9 volt lithium battery when the power is turned off.
Refer to the 3000H users manual for a complete description
and programming instructions.
ELECTRICAL DIAGRAMS
DM3000H
ELECTRICAL DIAGRAM INDEX
POWER INPUT
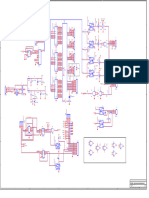
POWER DISTRIBUTION BOARD AND INTERCONNECTION
POWER DISTRIBUTION BOARD STATUS AND DISPLAY
SPINDLE CONTROL
D.C. POWER SUPPLIES
CONTROL
OPERATOR SWITCH PANEL
% AXIS DRIVER AND STEPPING MOTOR
X AXIS DRIVER AND STEPPING MOTOR
TURRET DRIVER AND STEPPING MOTOR
ENCODER INDEX AND RPM DETECTOR
I/O INTERFACE
CONTROLLER INPUT
= oe
Sg, [esoae] loos] =:
1.2 %
“ ae aa
$ ned Te
3 “ft fe
3] ep
3 ava:
gi. NOTLNSTSisra
=i YaMOd
ea a NS
IL bh Be
|
SNARE B HBRARRRR
94 999999 3 saeaeans SESE
i
a
#
‘Sitsen> Gv Et
“|srsevent Se agar:
F z r z 7
TaNUE OLE '
woLezeo
W190 @ sone
soo reecia
Powe yeog
ant ro
Tanies,
woungi¥seig
Suc semdase ante woh
W207 9047 Neco amg
49 woo .
souc
waaay
TwiNaw = yom —_aHT007
Sindnig wale
ve 630d] 4 Oye0T YIAING
4 ODEWG
siz
Guwog
WINNT
Yolo A2c
suse
Vv
Bea
Ouwe
NOILNBreIsIO
wamod
SineMid wo. |
22 Of 420d) 4 ObOT BING
i
et
ODEO
rere ESSERE
29 we weg
pusisisie 2°¢ 330K
io
sti-x a-24
dys9g
$ aueog Fane ES woungieesig
ze] WIAA Ty vd BL Yamog
SWnoNIg Yos0Hi
pre aed) 6AM eOT BIAS
H ocvEwG
L20HAL
Bea je
duuog
axsog Noungrassia
WIAA wamog
‘woLoM dus
WLXZA
BOF Way
wize wrszed} 0 IGN? WRdCND
Hooves wo
6
cveor é
woursN7109 : Hi
42000NF : :
23d je
cysoa
eee & noungrsisia
Sa 7
5
A
x ereeee| pysvaur oft
4 OIE WT sowra :
renal Vad — asc oust were a9
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Dyna Myte 3000H Manual1Document61 pagesDyna Myte 3000H Manual1Juan De la cruz100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Single Plate Delidder User GuideDocument26 pagesSingle Plate Delidder User GuideJuan De la cruzNo ratings yet
- DataSheet PNM-9022V 210324Document5 pagesDataSheet PNM-9022V 210324Juan De la cruzNo ratings yet
- IRFZ44N MatsuDocument5 pagesIRFZ44N MatsuJuan De la cruzNo ratings yet
- DM-3000 Machine Distribution Board SchematicDocument1 pageDM-3000 Machine Distribution Board SchematicJuan De la cruzNo ratings yet