You might also like
- Welding Quality Contral ChecklistDocument18 pagesWelding Quality Contral ChecklistRamzi BEN AHMED100% (1)
- Welding Quality ControlDocument7 pagesWelding Quality ControlPRAMOD KUMAR SETHI S100% (1)
- Method of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Document17 pagesMethod of Statment For Welding of Carbon Steel Pipes Dks-mst-c11-001 Rev 1Sherief Abd El Baky83% (12)
- Subject: Checklist For Welding Quality Control: B C B 180-2.1 S 180-W June 1, 2000 Page 1 of 19Document19 pagesSubject: Checklist For Welding Quality Control: B C B 180-2.1 S 180-W June 1, 2000 Page 1 of 19garden00589No ratings yet
- Pr-w-1102.21-4012-004 Rev A Welder Qualification Testing For Steel Structure (WQT) - SWDocument18 pagesPr-w-1102.21-4012-004 Rev A Welder Qualification Testing For Steel Structure (WQT) - SWMehmet Soysal100% (1)
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- Welding Works RequirementsDocument48 pagesWelding Works RequirementsrogersampaiocostaNo ratings yet
- Saep 324Document13 pagesSaep 324Hansel Francis100% (4)
- Specification 001 - Welding and Fabrication of Structural SteelDocument19 pagesSpecification 001 - Welding and Fabrication of Structural SteelMario JacobsonNo ratings yet
- CDOT Bridge Fabrication ManualDocument12 pagesCDOT Bridge Fabrication Manualnurul ain talibNo ratings yet
- Welding QDocument33 pagesWelding QBurapha Malutphanth100% (1)
- Welding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Document2 pagesWelding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Go MocNo ratings yet
- Fabrication Inspection of Structural Steel Final 1.28.15Document12 pagesFabrication Inspection of Structural Steel Final 1.28.15Vinod Kumar Verma100% (1)
- Welding Quality Control Plan ReqDocument2 pagesWelding Quality Control Plan ReqaHMAD rEHANNo ratings yet
- Saep 324Document8 pagesSaep 324brecht1980100% (3)
- Welding Quality Control Plan (WQCP) Requirements: OrganizationDocument2 pagesWelding Quality Control Plan (WQCP) Requirements: Organizationmangalraj900No ratings yet
- Saep 323Document8 pagesSaep 323brecht1980100% (1)
- Bs130 CSPG Guidelines 24062021 PDFDocument38 pagesBs130 CSPG Guidelines 24062021 PDFRamesh GuptaNo ratings yet
- Welding Requirements Csa z271 Safety Code Suspended PlatformsDocument2 pagesWelding Requirements Csa z271 Safety Code Suspended PlatformsBaris YeltekinNo ratings yet
- Appendix O - Quality Assurance Plan BNBC 2020 CommentaryDocument7 pagesAppendix O - Quality Assurance Plan BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- Mukesh Shahaji More mechanical engineer resumeDocument6 pagesMukesh Shahaji More mechanical engineer resumePramod Gr100% (1)
- Experienced QC Inspector CVDocument7 pagesExperienced QC Inspector CVBaraneedharanNo ratings yet
- Saep 324 PDFDocument13 pagesSaep 324 PDFArvind ShakyaNo ratings yet
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiNo ratings yet
- Inspection and Test ProcedureDocument8 pagesInspection and Test Proceduregaehdd1100% (1)
- Tank Construction Quality ProceduresDocument36 pagesTank Construction Quality ProceduresJagdish Busa100% (2)
- QYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementDocument6 pagesQYD-QCP-MS-001 Tank Shell Weld Repair Procedure-Method StatementAbdul Khaleem KhanNo ratings yet
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- Shaik Yousufuddin (Welding Inspector)Document3 pagesShaik Yousufuddin (Welding Inspector)Mohamed AdelNo ratings yet
- What Every Steel Erector Should Know About Welding RequirementsDocument6 pagesWhat Every Steel Erector Should Know About Welding RequirementsrinuakNo ratings yet
- Rasheed K H - CVDocument5 pagesRasheed K H - CVKshama RaiNo ratings yet
- Welding InspectionDocument16 pagesWelding Inspectionraguraman4u100% (3)
- ASNT Level III, AWS-CWI, CSWIP, PCNDocument5 pagesASNT Level III, AWS-CWI, CSWIP, PCNShrikant UtekarNo ratings yet
- C.V Utekar Assistant Manager ASNT Level IIIDocument4 pagesC.V Utekar Assistant Manager ASNT Level IIIShrikant UtekarNo ratings yet
- 1.1 Welding Procedure Specification (WPS)Document35 pages1.1 Welding Procedure Specification (WPS)Mohamed WahidNo ratings yet
- TWI - Welding Procedure - Job Knowledge 39Document9 pagesTWI - Welding Procedure - Job Knowledge 39tuanNo ratings yet
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument20 pagesCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalLi LiuNo ratings yet
- 1 Typical Duties of Welding InspectorsDocument7 pages1 Typical Duties of Welding InspectorsSamerNo ratings yet
- Document Purpose & Personnel ResponsibilityDocument3 pagesDocument Purpose & Personnel ResponsibilityIlkin hasanovNo ratings yet
- Caltrans Welding Quality Control Plan RequirementsDocument2 pagesCaltrans Welding Quality Control Plan Requirementskingofpenetration0% (1)
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- WpsDocument39 pagesWpsAkhilesh Kumar100% (1)
- ARAMCO Interview 2015 PDFDocument15 pagesARAMCO Interview 2015 PDFm.srinivasanNo ratings yet
- Welding and Inspection ExpertiseDocument6 pagesWelding and Inspection ExpertiseFirozeNo ratings yet
- Saep 321Document28 pagesSaep 321brecht1980No ratings yet
- Project Quality RequirementsDocument8 pagesProject Quality RequirementsSIVANo ratings yet
- Chapter N - Quality Control and Quality AssuranceDocument13 pagesChapter N - Quality Control and Quality AssuranceGirl Who LivedNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-1)Document7 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-1)Mohamed AtefNo ratings yet
- 1 Qualified Welding Procedure Specifications: GeneralDocument15 pages1 Qualified Welding Procedure Specifications: GeneralAlaaNo ratings yet
- BOON ASME IX NOTESDocument31 pagesBOON ASME IX NOTESPRAVEENNo ratings yet
- Welding Inspector Job DutiesDocument1 pageWelding Inspector Job DutiesEdy AlamNo ratings yet
- KCS 14 31 20 용접Document47 pagesKCS 14 31 20 용접yoonchankim0911No ratings yet
- Welding InspectionDocument9 pagesWelding InspectionJackNo ratings yet
- Cswip 3.1 2011Document400 pagesCswip 3.1 2011Anonymous SA40GK6No ratings yet
- Structural Steel and Pipe Work ProcedureDocument5 pagesStructural Steel and Pipe Work ProcedureMohamed100% (2)
- General Specification For Welding and Weld Inspection (EIL)Document19 pagesGeneral Specification For Welding and Weld Inspection (EIL)Mitchel Fernandes100% (6)
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsFrom EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- API 653 Tank Inspection GuideDocument53 pagesAPI 653 Tank Inspection GuideWàhränî Là Cläşş100% (3)
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- ISO9001 Manufacture of Structural Steel 13.10.23Document1 pageISO9001 Manufacture of Structural Steel 13.10.23Anatolie6No ratings yet
- ASME Section I and VIII FundamentalsDocument59 pagesASME Section I and VIII FundamentalsAnatolie6No ratings yet
- Basics of WeldingDocument88 pagesBasics of WeldingAnatolie6No ratings yet
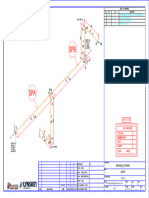
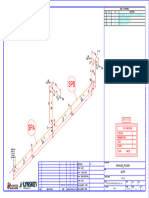
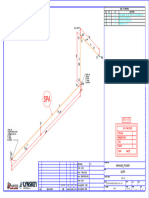
- Sample Isometric Drawing Pipe Work...Document1 pageSample Isometric Drawing Pipe Work...Anatolie6No ratings yet
- Sample Isometric Drawing Pipe Work..Document1 pageSample Isometric Drawing Pipe Work..Anatolie6No ratings yet
- Sample Isometric Drawing Pipe WorkDocument1 pageSample Isometric Drawing Pipe WorkAnatolie6No ratings yet
- Arcos High Nickel BrochureDocument24 pagesArcos High Nickel BrochureJuan RodriguezNo ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- FABRICATION and ERECTION of PIPING SYSTEMDocument39 pagesFABRICATION and ERECTION of PIPING SYSTEMIj Ooo100% (1)
- Welding 'Document515 pagesWelding 'Gopu Pushpangadhan67% (3)
- Material and Equipment Standard For Line PipeDocument123 pagesMaterial and Equipment Standard For Line PipeMahdiNo ratings yet
- Macro Inspection Part IIDocument16 pagesMacro Inspection Part IImohammed dallyNo ratings yet
- BWC 7 I2 PDFDocument23 pagesBWC 7 I2 PDFdiablopapanatasNo ratings yet
- Pipe Welding and How To Pass A SMAW 6G (Open Root) Pipe Welding CertificationDocument13 pagesPipe Welding and How To Pass A SMAW 6G (Open Root) Pipe Welding CertificationMichael TayactacNo ratings yet
- Daily Lesson Log For Co Emma BentonioDocument13 pagesDaily Lesson Log For Co Emma BentonioemmabentonioNo ratings yet
- Unit 5 Welding ProcessDocument57 pagesUnit 5 Welding Processmahammad kamaluddeenNo ratings yet
- Din en Iso 15614-3 - 2008-06Document23 pagesDin en Iso 15614-3 - 2008-06Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- 1st & 2nd Sem Manual 2022Document33 pages1st & 2nd Sem Manual 2022Dipanshu KumarNo ratings yet
- Welding Prosedur ScaniaDocument74 pagesWelding Prosedur ScaniaMuh tiadiNo ratings yet
- PHD Thesis Topics in WeldingDocument5 pagesPHD Thesis Topics in Weldingjennawelchhartford100% (2)
- Welding Lecture1 2Document34 pagesWelding Lecture1 2Dr Abhijeet GangulyNo ratings yet
- Aksesore Saldimi PDFDocument28 pagesAksesore Saldimi PDFmarioNo ratings yet
- Procedure Erection Rev.1 PDFDocument25 pagesProcedure Erection Rev.1 PDFFadhil J AhmadNo ratings yet
- Session-Plan SMAW NC IDocument4 pagesSession-Plan SMAW NC ICris Herra100% (6)
- FY 2022 STEP List of Graduates As of December 31, 2022Document2,990 pagesFY 2022 STEP List of Graduates As of December 31, 2022rosemarietonacao19No ratings yet
- Lab Manual TA211 (2023-2024 - SEM I)Document38 pagesLab Manual TA211 (2023-2024 - SEM I)Shrasti sahuNo ratings yet
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- Perform Routine Manual Metal Arc Welding: (MEM5.12C)Document27 pagesPerform Routine Manual Metal Arc Welding: (MEM5.12C)umuhuza salomonNo ratings yet
- Welding ProceduresDocument68 pagesWelding ProceduresTeox100% (1)
- Long seam weld estimationDocument16 pagesLong seam weld estimationTiago FerreiraNo ratings yet
- Weld Powermat PM Img 220T English ManualDocument26 pagesWeld Powermat PM Img 220T English ManualpeterNo ratings yet
- Designing an Adjustable Welding Stand for Safety and ConvenienceDocument26 pagesDesigning an Adjustable Welding Stand for Safety and ConvenienceRachel TipudanNo ratings yet
- Aircraft Welding & Brazing MethodsDocument45 pagesAircraft Welding & Brazing MethodsSThaneasMurNo ratings yet
- AN3200 Application Note: 2.5 KW MMA Welding MachineDocument19 pagesAN3200 Application Note: 2.5 KW MMA Welding MachinePascu AurelNo ratings yet
- Internship Report...Document23 pagesInternship Report...Gorle Sai giridharNo ratings yet