You might also like
- Benyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerDocument8 pagesBenyahia Energy Evaluation of Ethanol Dehydration With Glycol Mixture As EntrainerRajendraNo ratings yet
- 1998 - Chang - Simulation of Pervaporation Process For Ethanol DehydrationDocument9 pages1998 - Chang - Simulation of Pervaporation Process For Ethanol DehydrationViraj EdirisingheNo ratings yet
- Catalytic Dehydration of Bioethanol To EthyleneDocument7 pagesCatalytic Dehydration of Bioethanol To EthyleneAdhisya Salma KhairunnisaNo ratings yet
- Open Ended Lab PDFDocument10 pagesOpen Ended Lab PDFMohsin MalikNo ratings yet
- Reactive distillation for glycerol etherification with tert-butyl alcoholDocument2 pagesReactive distillation for glycerol etherification with tert-butyl alcoholwidhisaputrawijayaNo ratings yet
- Extractive Distillation Process Simulation For Separation of Acetone and DichloromethaneDocument12 pagesExtractive Distillation Process Simulation For Separation of Acetone and Dichloromethanemuthyam rahul goudNo ratings yet
- Extraction of ethanol from water using gasolineDocument12 pagesExtraction of ethanol from water using gasolinepkarambeleNo ratings yet
- Ethyl Acetate Design ProjectDocument60 pagesEthyl Acetate Design ProjectAhmed Ali100% (4)
- Distillation ReportDocument17 pagesDistillation ReportSebastian PinzonNo ratings yet
- Kim Et AlDocument5 pagesKim Et Alrabiulislam653No ratings yet
- Ethyl Acetate ProjectDocument60 pagesEthyl Acetate ProjectBaskarrajaNo ratings yet
- EtbeDocument11 pagesEtbeSebastian Pala100% (1)
- Self-heat Recuperation Cuts Bioethanol Distillation Energy by 80Document6 pagesSelf-heat Recuperation Cuts Bioethanol Distillation Energy by 80hmossNo ratings yet
- Liquid-Liquid and Vapour-liquid Behaviour of Oleyl Alcohol Applied to Extractive Fermentation ProcessingDocument6 pagesLiquid-Liquid and Vapour-liquid Behaviour of Oleyl Alcohol Applied to Extractive Fermentation ProcessingLaiadhi DjemouiNo ratings yet
- Destilasi Azeotrop PDFDocument6 pagesDestilasi Azeotrop PDFAgus MauludinNo ratings yet
- Process Design For The Production of Ethylene From EthanolDocument144 pagesProcess Design For The Production of Ethylene From EthanolWilmer Rios DiazNo ratings yet
- Penn CBE Senior Design: Process for Producing Ethylene from EthanolDocument144 pagesPenn CBE Senior Design: Process for Producing Ethylene from EthanolJorge RicoNo ratings yet
- Equilibrio Etilenglicol y AguaDocument6 pagesEquilibrio Etilenglicol y AguaAza LgNo ratings yet
- BALANCES DE MATERIA Y ENERGíA IDocument5 pagesBALANCES DE MATERIA Y ENERGíA ITozkano DeyabuNo ratings yet
- Plant DesignDocument42 pagesPlant Designmuhammad ilyasNo ratings yet
- Dehydration of Ethanol To EthyleneDocument10 pagesDehydration of Ethanol To EthylenewiboonwiNo ratings yet
- Llano Restrepo2011Document13 pagesLlano Restrepo2011Gefersson Ochoa VelandiaNo ratings yet
- Ethylene Urea JACS 1Document10 pagesEthylene Urea JACS 1tavolenNo ratings yet
- Ethyl BenzeneDocument10 pagesEthyl Benzenenmmpnmmpnmmp80% (5)
- Design and Control of A Separation Process For Bioethanol Purification by Reactive DistillationDocument6 pagesDesign and Control of A Separation Process For Bioethanol Purification by Reactive DistillationsamandondonNo ratings yet
- Production of IsopropanolDocument9 pagesProduction of IsopropanolJohanNo ratings yet
- Vapor Liquid Equilibrium of The Water EtDocument6 pagesVapor Liquid Equilibrium of The Water EtArtur Pereira Neto artur.netoNo ratings yet
- Che MaturDocument4 pagesChe MaturTralalaNo ratings yet
- The Bioethanol-to-Ethylene (B.E.T.E.) Processa: Applied Catalysis, 48 265Document13 pagesThe Bioethanol-to-Ethylene (B.E.T.E.) Processa: Applied Catalysis, 48 265Eduardo Ruiz VelezNo ratings yet
- Rates of four reactions over alumina catalystDocument6 pagesRates of four reactions over alumina catalystFrancisco Rodriguez VazquezNo ratings yet
- Articulo de Alquilación Con EtanolDocument5 pagesArticulo de Alquilación Con Etanolanita199403No ratings yet
- Concentracion de Fusel Oil en La DestilacionDocument5 pagesConcentracion de Fusel Oil en La DestilacionKarenLissNo ratings yet
- Separation of Ethanol-Heptane Azeotropic Mixtures by Solvent Extraction With An ILDocument7 pagesSeparation of Ethanol-Heptane Azeotropic Mixtures by Solvent Extraction With An ILJohnSmithNo ratings yet
- 1 s2.0 S096014811200626X MainDocument7 pages1 s2.0 S096014811200626X MainAlex Martinez AlarconNo ratings yet
- Proyecto Ethanol ADocument4 pagesProyecto Ethanol Aacte90No ratings yet
- Aspen Example Test - EO v2018Document2 pagesAspen Example Test - EO v2018marij233No ratings yet
- 8-Plant Design - Separation Units Part 4Document189 pages8-Plant Design - Separation Units Part 4MrHemFunNo ratings yet
- ReportDocument5 pagesReportAniruddhaDuttaNo ratings yet
- 1 PBDocument6 pages1 PBakbarfebrilzaNo ratings yet
- Berryflor Lab Report PDFDocument5 pagesBerryflor Lab Report PDFEroticTurtleNo ratings yet
- IPA Water DistilDocument7 pagesIPA Water Distilnirajkulkarni09No ratings yet
- Design of A Separation ProcessDocument8 pagesDesign of A Separation Processdario delmoralNo ratings yet
- A Simple Rapid Gas-Chromatography Flame-ionization-Detector (GC-FID) Method For The Determination of Ethanol From Fermentation ProcessesDocument5 pagesA Simple Rapid Gas-Chromatography Flame-ionization-Detector (GC-FID) Method For The Determination of Ethanol From Fermentation ProcessesLucas McNeaNo ratings yet
- Synthesis of Diethylacetal: Thermodynamic and Kinetic StudiesDocument9 pagesSynthesis of Diethylacetal: Thermodynamic and Kinetic StudiesrukwavuNo ratings yet
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- Simulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentDocument12 pagesSimulation of Ethanol Extractive Distillation With Mixed Glycols As Separating AgentViona WidyaNo ratings yet
- EthyleneDocument145 pagesEthyleneAnimesh TiwariNo ratings yet
- Poster Expoquimia08dDocument1 pagePoster Expoquimia08dajrojas1359No ratings yet
- FF PDFDocument19 pagesFF PDFSyed Shamsul ArefinNo ratings yet
- P-xylene Production via Toluene MethylationDocument2 pagesP-xylene Production via Toluene MethylationIngrid ContrerasNo ratings yet
- Optimum Flow Rates in Butyl Acetate Process DesignDocument17 pagesOptimum Flow Rates in Butyl Acetate Process DesignPaola Plazas Alarcón100% (1)
- Ethanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesFrom EverandEthanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesNo ratings yet
- Chemesthesis: Chemical Touch in Food and EatingFrom EverandChemesthesis: Chemical Touch in Food and EatingShane T. McDonaldNo ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringFrom EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNo ratings yet
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeFrom EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeNo ratings yet
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- BW Mc2 XWHM y Na ManualDocument23 pagesBW Mc2 XWHM y Na ManualSatyasrinivas PulavarthiNo ratings yet
- Perfect Scale Pro ManualDocument9 pagesPerfect Scale Pro ManualAnthony VargasNo ratings yet
- Hyundai forklift specification dimensionsDocument6 pagesHyundai forklift specification dimensionsАлександр ОлейникNo ratings yet
- Tap ChangerDocument5 pagesTap ChangerRavindra AngalNo ratings yet
- Smoke Stratification - Understanding the DynamicsDocument3 pagesSmoke Stratification - Understanding the DynamicsGagan UpadhyayNo ratings yet
- Proper Application of Duff Phelps ERP Adjustment PDFDocument4 pagesProper Application of Duff Phelps ERP Adjustment PDFramsiva354No ratings yet
- Hepatitis Learning GuideDocument71 pagesHepatitis Learning Guidequimico clinico 27100% (10)
- Role of Drugs That Affect Renin Angiotensin SystemDocument22 pagesRole of Drugs That Affect Renin Angiotensin Systemash ashNo ratings yet
- IED Recognition GuideDocument28 pagesIED Recognition GuideLeafs61100% (5)
- IRC Girl Shine Part 4 DigitalDocument124 pagesIRC Girl Shine Part 4 DigitalMónica SalesNo ratings yet
- 2020 End Year 6 PenulisanDocument8 pages2020 End Year 6 PenulisanZulhillmi ZainuddinNo ratings yet
- Development Team: Analytical Chemistry PolarographyDocument18 pagesDevelopment Team: Analytical Chemistry PolarographyKanchanNo ratings yet
- Land Tenure SystemsDocument140 pagesLand Tenure SystemsjoeclintNo ratings yet
- Fingertip Injuries Diagnosis, Management and ReconstructionDocument197 pagesFingertip Injuries Diagnosis, Management and Reconstructionokida192No ratings yet
- CH 2Document20 pagesCH 2Vivek SinghNo ratings yet
- Acp 22 9349 2022Document20 pagesAcp 22 9349 2022merlinakisNo ratings yet
- Fujitsu GeneralDocument51 pagesFujitsu GeneralZubair DarNo ratings yet
- Solving Proportions Problems with Learning Activity SheetsDocument21 pagesSolving Proportions Problems with Learning Activity Sheetsceline fernandezNo ratings yet
- Revised Provisional Selection List 30122022 1Document150 pagesRevised Provisional Selection List 30122022 1onlinetrash45No ratings yet
- Literature Review On Procrastination Impact On Academic PerformanceDocument2 pagesLiterature Review On Procrastination Impact On Academic Performancemomi100% (1)
- Business Plan Hair DyeDocument12 pagesBusiness Plan Hair Dyercool_rahul0039341No ratings yet
- Menu Baru Kopi GandapoeraDocument7 pagesMenu Baru Kopi GandapoeraAlwan AhpNo ratings yet
- Halal Policy PDFDocument1 pageHalal Policy PDFSaid SaidiNo ratings yet
- 03 Open Merit MBBSPrivate 2019Document149 pages03 Open Merit MBBSPrivate 2019Hasnain ZahoorNo ratings yet
- REBA Employee Assessment Worksheet: A. Neck, Trunk and Leg AnalysisDocument1 pageREBA Employee Assessment Worksheet: A. Neck, Trunk and Leg AnalysisAgni JayantiNo ratings yet
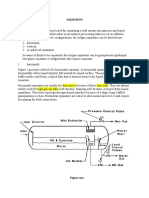
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed Moder100% (1)
- Ghana Off-Grid Solar Farm & Water System DevelopmentDocument1 pageGhana Off-Grid Solar Farm & Water System DevelopmentDaniel NguyenNo ratings yet
- MIS DPCR IPCR July To December 2018 - Summary ListDocument14 pagesMIS DPCR IPCR July To December 2018 - Summary ListZyreen Kate BC100% (1)
- How Game-Based Teaching Strategy Affect The Student's Learning in MathematicsDocument13 pagesHow Game-Based Teaching Strategy Affect The Student's Learning in MathematicsAaron Jay BulataoNo ratings yet
- Thai Occupational Safety, Health and Environment Act B.E. 2554 (A.d. 2011)Document32 pagesThai Occupational Safety, Health and Environment Act B.E. 2554 (A.d. 2011)DibbaSotaNanaNo ratings yet